1OM-1609-004_w.pdf - 第86页
1OM-1609 1-32 1 章 4. 表面実装のしくみ 4. 表面実装のしくみ 部品を基板上に表面実装するしくみを簡単に説明します。 Aレーン Bレーン 基板の搬入 4.1 基板の位置決め 4.2 基板の認識 4.3 部品の供給 4.4 部品の吸着 4.5 部品認識 4.6 部品の装着 4.7 基板の搬出 4.8 1 章 1 章 1 章 1 章 1 章 1 章 1 章 1 章 前工程 基板位置決めL部 後工程 基板供給部 基板排出部…
1OM-1609
1-31
1 章 3. 表面実装のための機構
1103-004
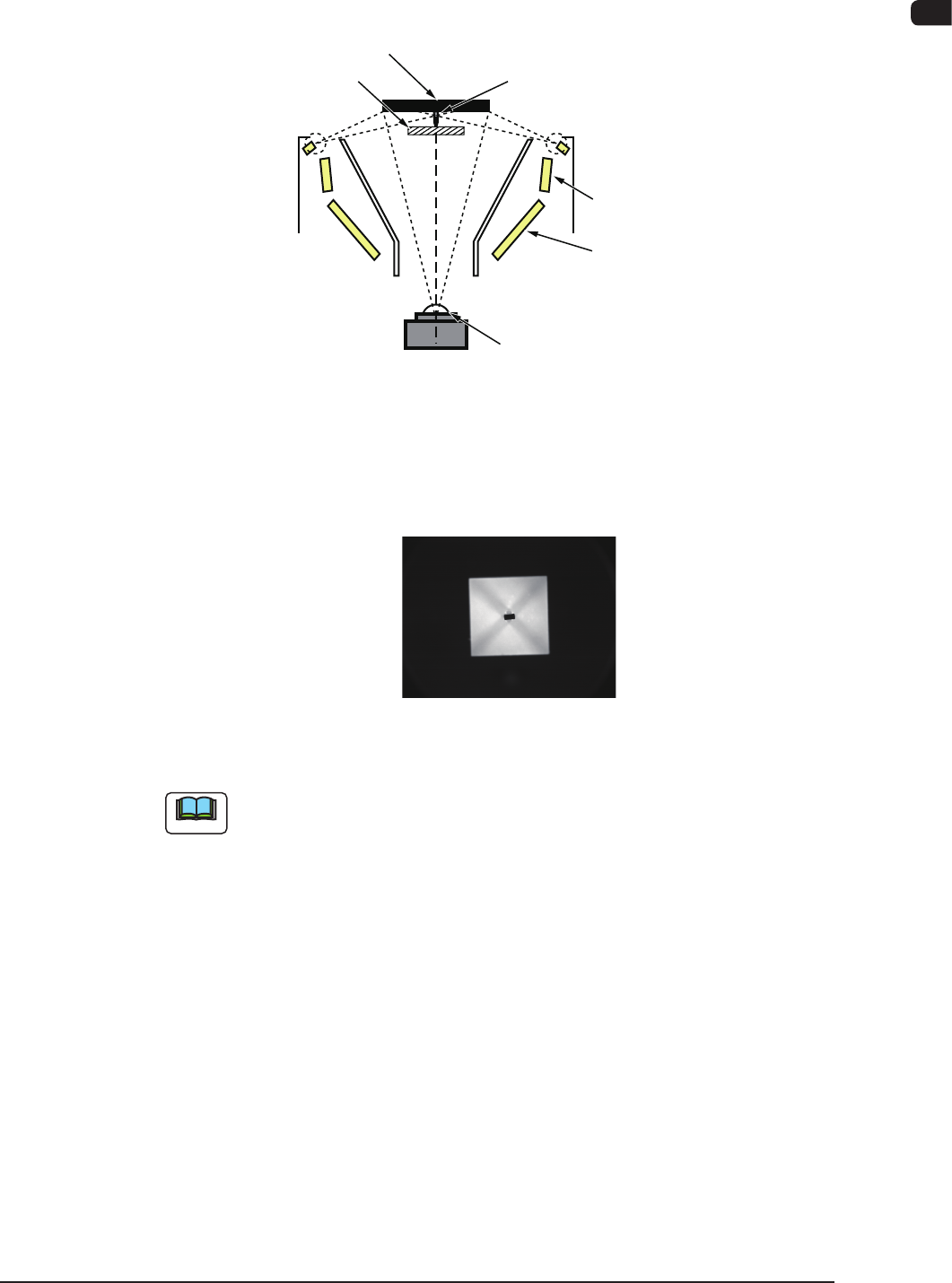
3.9.3 透過認識方式
透過認識方式の認識部断面図および認識光の流れを示します。
斜線で示したような部品は、透過照明により部品の輪郭を認識します。
吸着ノズル
チップ部品
透過照明
反射 3(BGA 照明 )
反射 1
反射 2( 同軸照明 )
CCD カメラ
スコープ
拡散板
F1A28
透過照明から放出される光は、拡散板に反射され、部品に当たります。
このとき、部品に当たらない光は、単眼鏡を通して CCD カメラに入り、
CCDカメラは、部品の輪郭を見ることになります。
認識画像上の表示例
F1A29
ノート
透過認識の場合は、ノンストップフライ一括認識は使用できません。
1OM-1609
1-32
1 章 4. 表面実装のしくみ
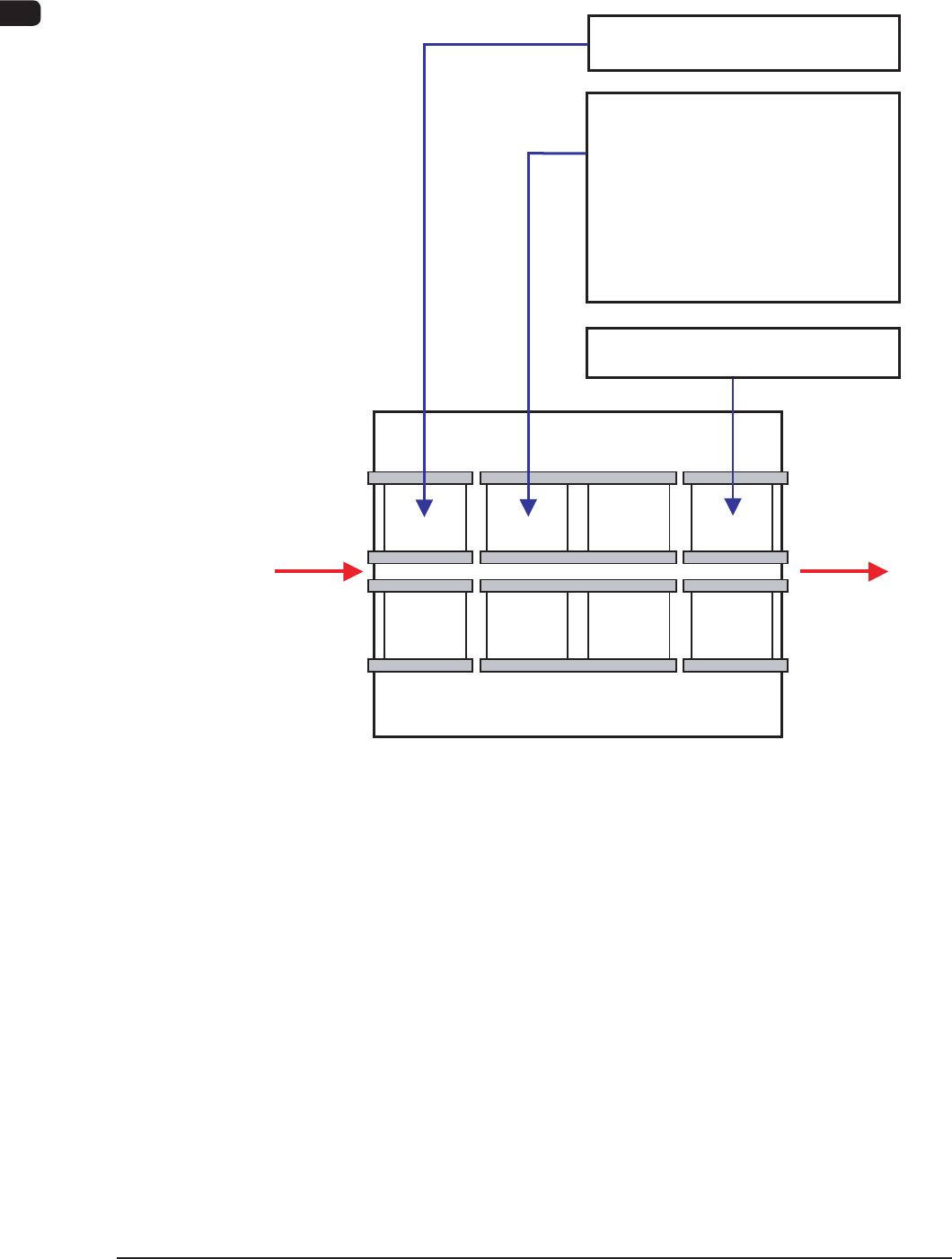
4. 表面実装のしくみ
部品を基板上に表面実装するしくみを簡単に説明します。
Aレーン
Bレーン
基板の搬入 4.1
基板の位置決め 4.2
基板の認識 4.3
部品の供給 4.4
部品の吸着 4.5
部品認識 4.6
部品の装着 4.7
基板の搬出 4.8
1 章
1 章
1 章
1 章
1 章
1 章
1 章
1 章
前工程
基板位置決めL部
後工程
基板供給部 基板排出部
基板位置決めR部
表面実装の流れ F1A29
1103-004
1OM-1609
1-33
1 章 4. 表面実装のしくみ
1103-004
4.1 基板の搬入
前工程装置から流れてきた基板は基板位置決め部まで送られます。
基 板
基板位置決め L 部 基板位置決め R 部基板供給部 基板排出部
F2A31
4.2 基板の位置決め
基板は、基板位置決め部の搬送基板検出センサで検知され、位置決めされ
ます。
基 板 基 板
基板位置決め L 部 基板位置決め R 部
基板供給部 基板排出部
基板検出センサファイバー
基板検出ミラー
F2A32
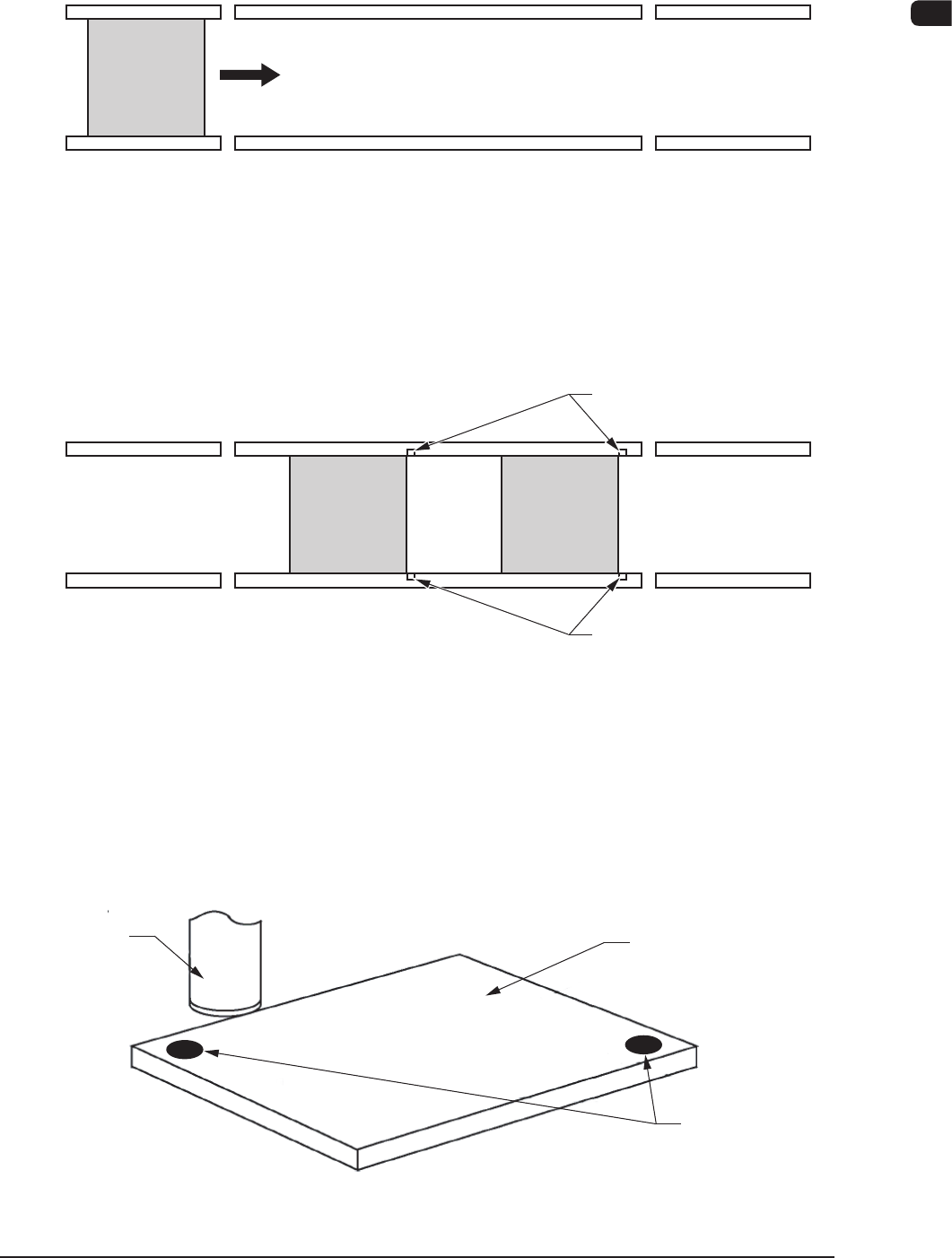
4.3 基板の認識
基板認識カメラによって基板上に設けられた基板認識マークが検出され、
認識マークの座標データとの位置ズレの量が算出されて、部品装着位置が
補正されます。
基板認識マーク
基 板
基板認識カメラ
基板の認識 F1A33