1OM-1609-004_w.pdf - 第89页
1OM-1609 1-35 1 章 4. 表面実装のしくみ 認識の補正 ( 角度補正 ) 装着ヘッドを回転させ、部品をパターンプログラムで指定された装着角度 ( 装着方向 )に設定します。 このとき、部品認識によって得られた角度ズレ ( θ ) も補正します。 部品 F1A35 部品の排出 ( 部品排出箱 ) 部品認識処理で認識異常となった場合、装着ヘッドが部品排出箱上へ移動 し、部品を排出します。 部品排出箱 部品の排出 …
1OM-1609
1-34
1 章 4. 表面実装のしくみ
4.4 部品の供給
フィーダベースの上にセットされているテープフィーダが、部品を供給位
置に送り出します。
装着ヘッドは、XY ビームによって X 方向および Y 方向へ移動し、吸着ノ
ズルの着脱、部品の吸着、基板への部品装着などを行います。
4.5 部品の吸着
装着ヘッドに取付けられている吸着ノズルで部品を吸着します。
4.6 部品認識
各装着ヘッドにはラインセンサが配備されており、吸着部品の有無、立ち、
厚み計測が行われます。
部品認識カメラによって、吸着ノズルに吸着されている部品の認識画像が
取込まれ、検査されます。
部品認識カメラによる部品認識には、照明方式の違いにより透過認識方式
と反射認識方式があり、部品ライブラリで設定した照明方式に自動的に切
替えられます。
認識の原理については、“1 章3.9部品認識部”を参照してください。
部品認識処理
部品認識では以下の 3 つの処理を行います。
• 部品の有無検出
すべての部品が対象です。
• 部品の検査
部品ライブラリに従って各検査が行われます。
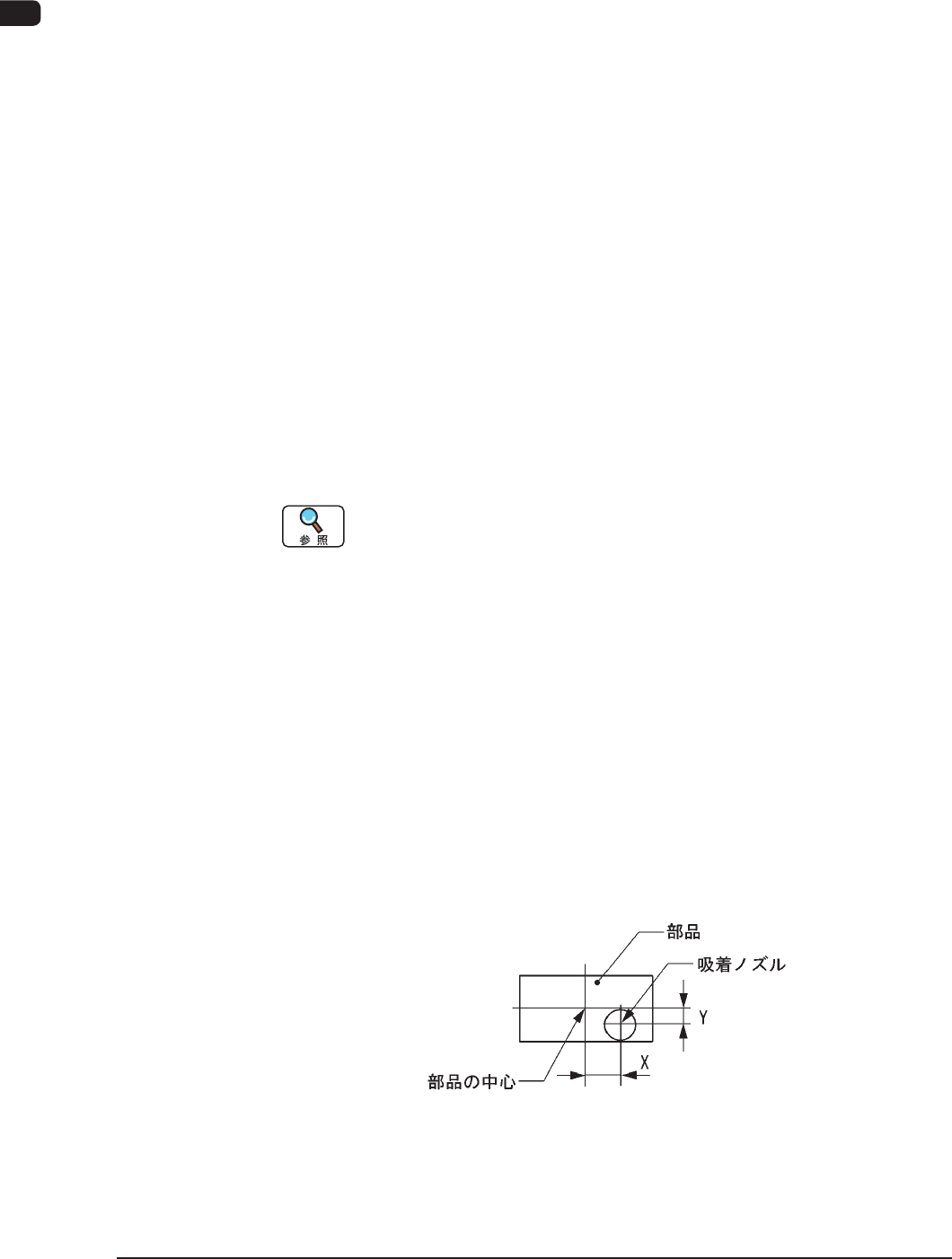
• 部品の位置ズレおよび角度ズレの測定
部品認識カメラ中心と部品中心との間の位置ズレ
(X、Y)
および角度
ズレ( θ )が測定されます。
吸着ノズルの部品吸着状態 F1A34
1007-003
1OM-1609
1-35
1 章 4. 表面実装のしくみ
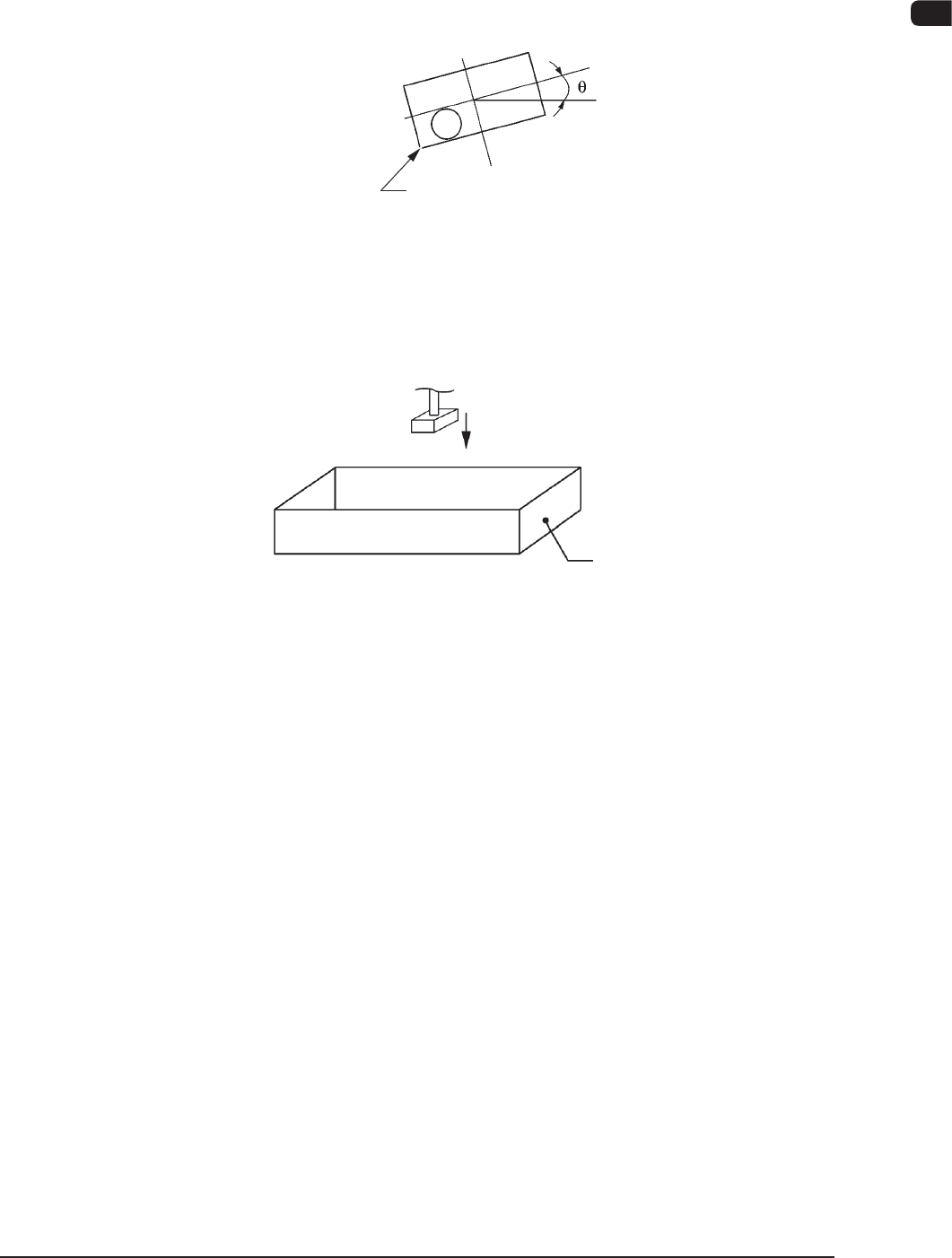
認識の補正 ( 角度補正 )
装着ヘッドを回転させ、部品をパターンプログラムで指定された装着角度
( 装着方向 )に設定します。
このとき、部品認識によって得られた角度ズレ
(
θ
)
も補正します。
部品
F1A35
部品の排出 ( 部品排出箱 )
部品認識処理で認識異常となった場合、装着ヘッドが部品排出箱上へ移動
し、部品を排出します。
部品排出箱
部品の排出 F1A36
1103-004
1OM-1609
1-36
1 章 4. 表面実装のしくみ
1007-003
4.7 部品の装着
装着ヘッドは、基板位置決め部で待機している基板のパターンプログラム
で指定された装着座標上へ移動します。
このとき、部品認識によって測定された吸着位置ズレ (X、Y) を補正します。
吸着ノズルの最下限が部品ライブラリデータに基づいて制御されます。
電磁バルブが閉じ、吸着ノズルに吸着されている部品を基板上に装着しま
す。
前後のビームは一方が部品を装着し、もう一方が吸着する動作を交互に繰
返し、両ビームが効率的に実装し続けます。
4.8 基板の搬出
部品装着済みの基板は、バッファから後工程へ送られます。
ノート
後工程の排出方式を標準以外で使用し、後工程の基板搬送速度が遅い場
合には、搬送速度を後工程側に合せてください。
コンベアの Y 位置アレンジ動作時に基板挟み込みが発生する可能性があ
ります。
“前後工程モード”タブシートの“後工程設定の搬送速度( 初期
値 :300[mm/ 秒 ])”を後工程側に合せてください。
詳細については、“3 巻 2 章 3.2前後工程モード設定”を参照してくだ
さい。