1OM-1609-004_w.pdf - 第90页
1OM-1609 1-36 1 章 4. 表面実装のしくみ 1007-003 4.7 部品の装着 装着ヘッドは、基板位置決め部で待機している基板のパターンプログラム で指定された装着座標上へ移動します。 このとき、 部品認識によって測定された吸着位置ズレ (X、 Y) を補正します。 吸着ノズルの最下限が部品ライブラリデータに基づいて制御されます。 電磁バルブが閉じ、吸着ノズルに吸着されている部品を基板上に装着しま す。 …
1OM-1609
1-35
1 章 4. 表面実装のしくみ
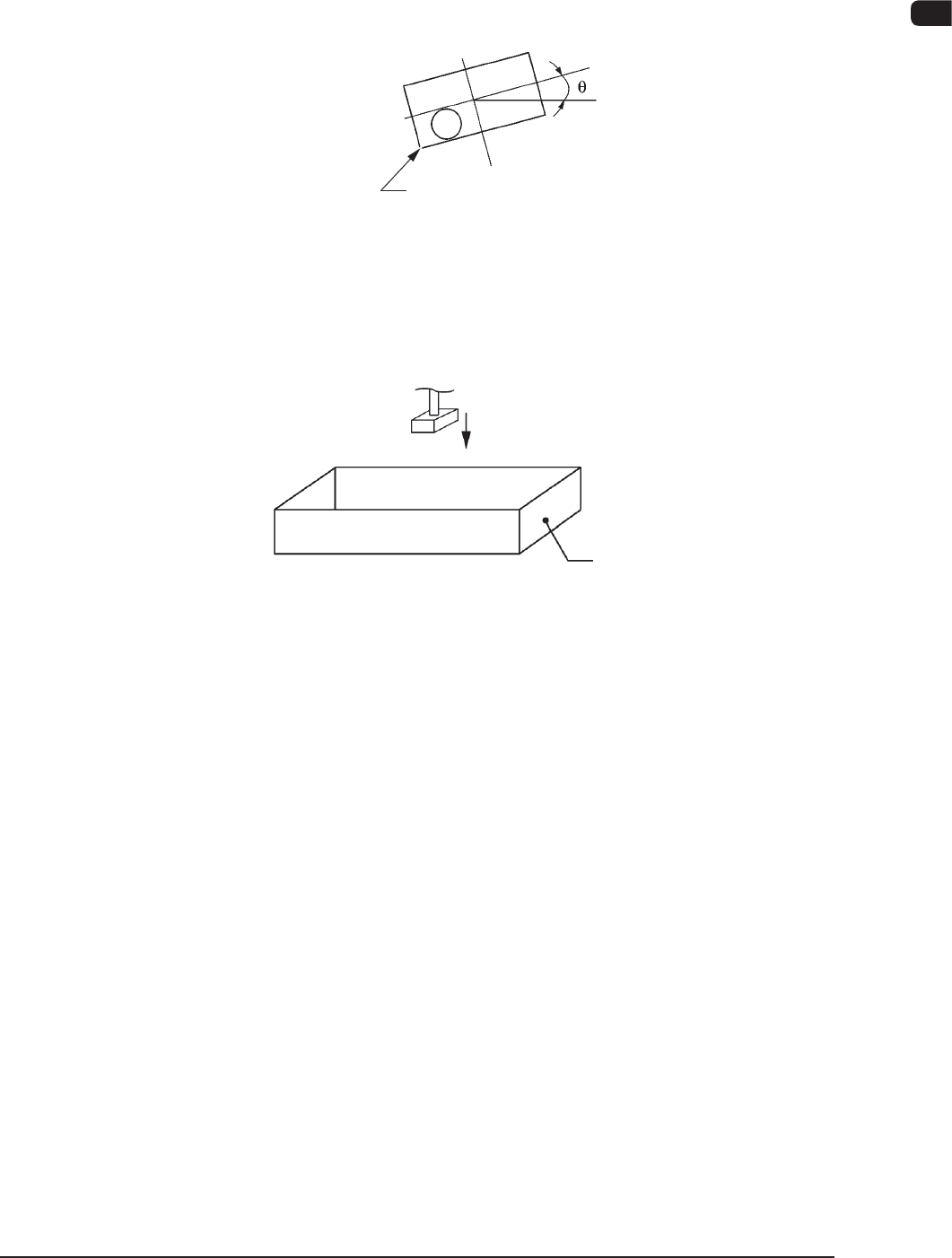
認識の補正 ( 角度補正 )
装着ヘッドを回転させ、部品をパターンプログラムで指定された装着角度
( 装着方向 )に設定します。
このとき、部品認識によって得られた角度ズレ
(
θ
)
も補正します。
部品
F1A35
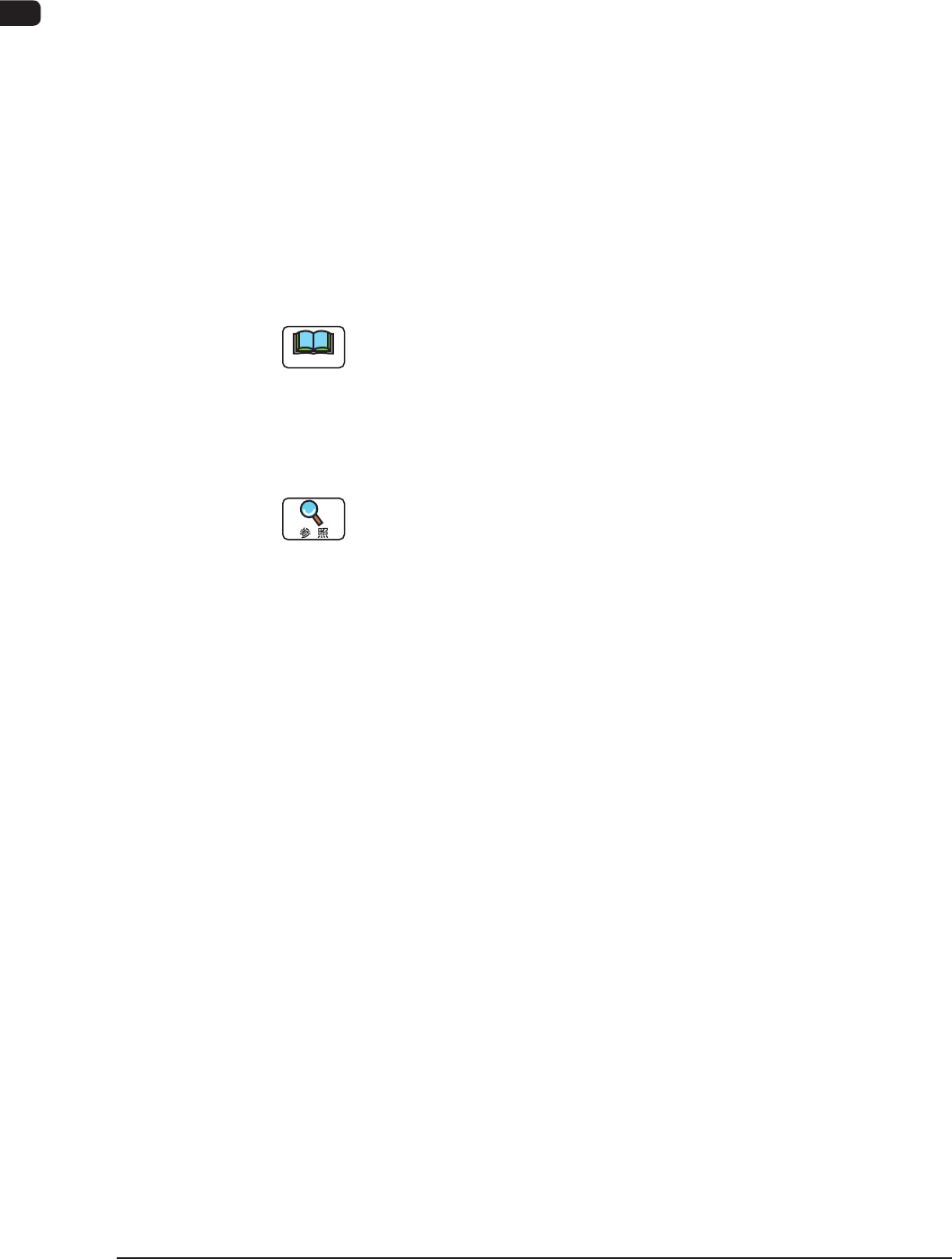
部品の排出 ( 部品排出箱 )
部品認識処理で認識異常となった場合、装着ヘッドが部品排出箱上へ移動
し、部品を排出します。
部品排出箱
部品の排出 F1A36
1103-004
1OM-1609
1-36
1 章 4. 表面実装のしくみ
1007-003
4.7 部品の装着
装着ヘッドは、基板位置決め部で待機している基板のパターンプログラム
で指定された装着座標上へ移動します。
このとき、部品認識によって測定された吸着位置ズレ (X、Y) を補正します。
吸着ノズルの最下限が部品ライブラリデータに基づいて制御されます。
電磁バルブが閉じ、吸着ノズルに吸着されている部品を基板上に装着しま
す。
前後のビームは一方が部品を装着し、もう一方が吸着する動作を交互に繰
返し、両ビームが効率的に実装し続けます。
4.8 基板の搬出
部品装着済みの基板は、バッファから後工程へ送られます。
ノート
後工程の排出方式を標準以外で使用し、後工程の基板搬送速度が遅い場
合には、搬送速度を後工程側に合せてください。
コンベアの Y 位置アレンジ動作時に基板挟み込みが発生する可能性があ
ります。
“前後工程モード”タブシートの“後工程設定の搬送速度( 初期
値 :300[mm/ 秒 ])”を後工程側に合せてください。
詳細については、“3 巻 2 章 3.2前後工程モード設定”を参照してくだ
さい。

1OM-1609
1-37
1 章 5. 各種機能
5. 各種機能
5.1 基板認識機能
基板に通常 2 か所の基板認識マークを設け、基板認識カメラで認識マーク
の座標データとの位置ズレの量を検出し、部品の装着位置を自動的に補正
する機能です。
基板全体の補正を行う“全体認識”と、繰返しパターンごとに補正を行う
“割り認識”と、部品装着点個々に補正を行う“個々認識”があります。
ノート
(a)基板の外形寸法のバラツキなどにより、基板位置決め部上への機械
的な位置決め精度にバラツキが生じた場合に、基板認識機能が有効
となります。
(b)基板認識マークは、装着パターンの位置を判断するための目印です。
そのため、認識マークと装着パターンの位置関係は一定であること
が必要です。
一定でないと、装着精度は向上しません。
5.2 部品吸着および装着関連の機能
5.2.1 吸着位置補正追従機能
吸着ノズルが部品を吸着するときに、正しい吸着位置からずれた場合で
も、認識機能によって位置補正し、正しく装着するための機能です。
その際の補正量を吸着位置にフィードバックすることにより、吸着位置を
正規の吸着位置に近づけることができます。
5.2.2 吸着位置自動教示機能
テープフィーダを抜き差しした際に自動的にフィーダの位置を認識し、吸
着位置へのフィードバックをすることにより吸着位置を正規の吸着位置
に近づけることができます。
1007-003