CUN7192200_YSD_Users_C.pdf - 第100页
2-39 2 ■ 监控屏 : 高度校正 ( 选配 ) “高度校正”监控屏 66222-N7-00 ● 激光 ‧ 当前 显示当前用激光测量的高度。测量次数由机器设置画面中设置的抽样次数决定。显示的测量值是以 0 点复位后的 0 点为基准 的值。如果将 0 点复位后的 0 点作为基板面的高度,则测量值是以基板面为基准的高度。正负关系与点胶头的 Z 轴相同。 ‧ 局部 显示将测量结果按抽样次数进行平均后的值。 “号码”栏显示“正式点胶”选项卡…
2-38
2
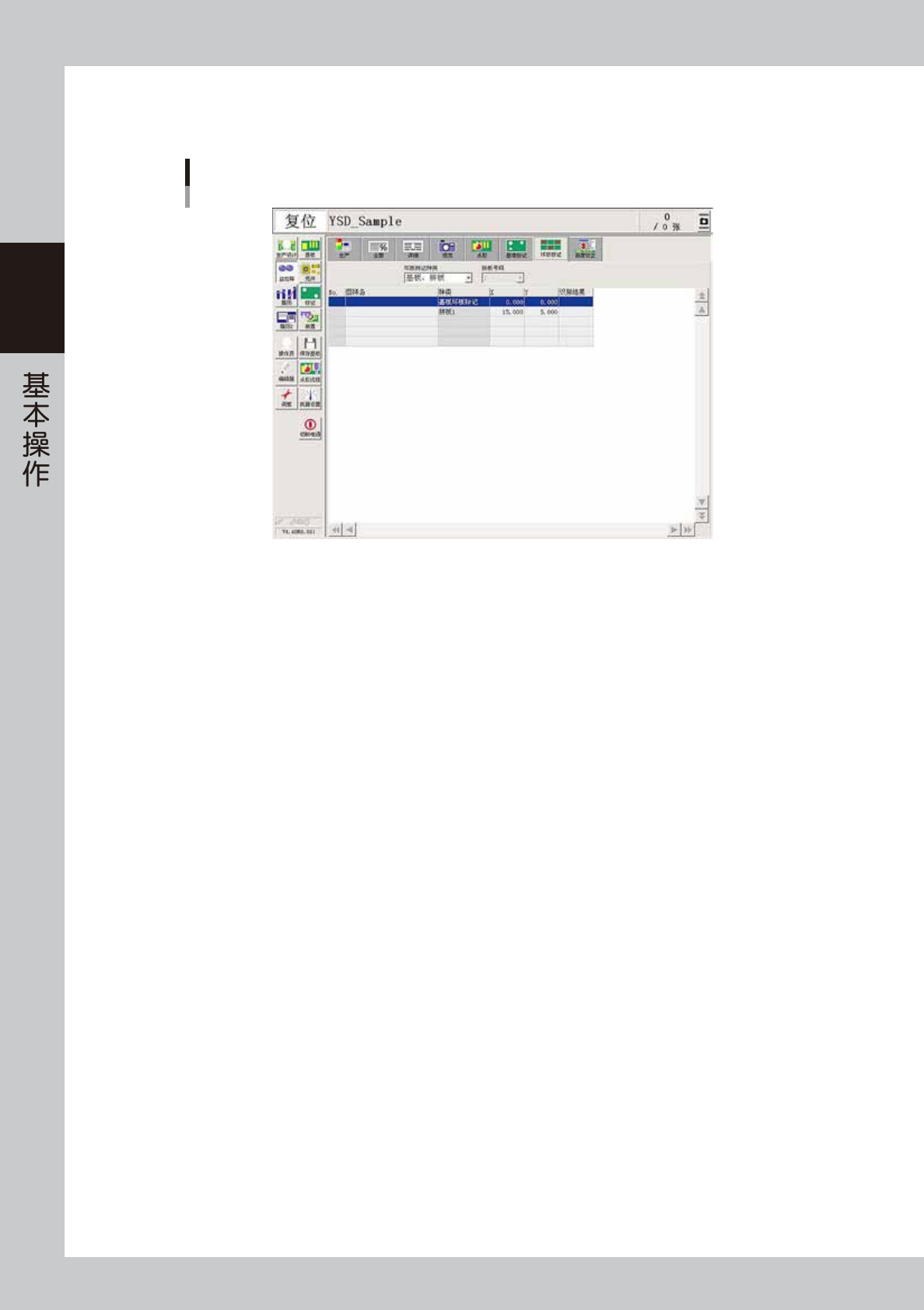
■ 监控屏 : 坏板标记
“坏板标记”画面,显示“基板、拼板”、“局部”等坏板标记的识别结果。
“坏板标记”监控屏
66221-N7-00
· X、Y
显示基板程序的输入值 ( 此值考虑了拼板位移量 )。
· 识别结果
根据实际识别标记的结果进行 OK 或 NG 判断。
OK ∶没有检测到坏板标记时,判断为 OK,即进行点胶。
NG ∶检测到坏板标记时,判断为 NG,即不进行点胶。
2-39
2
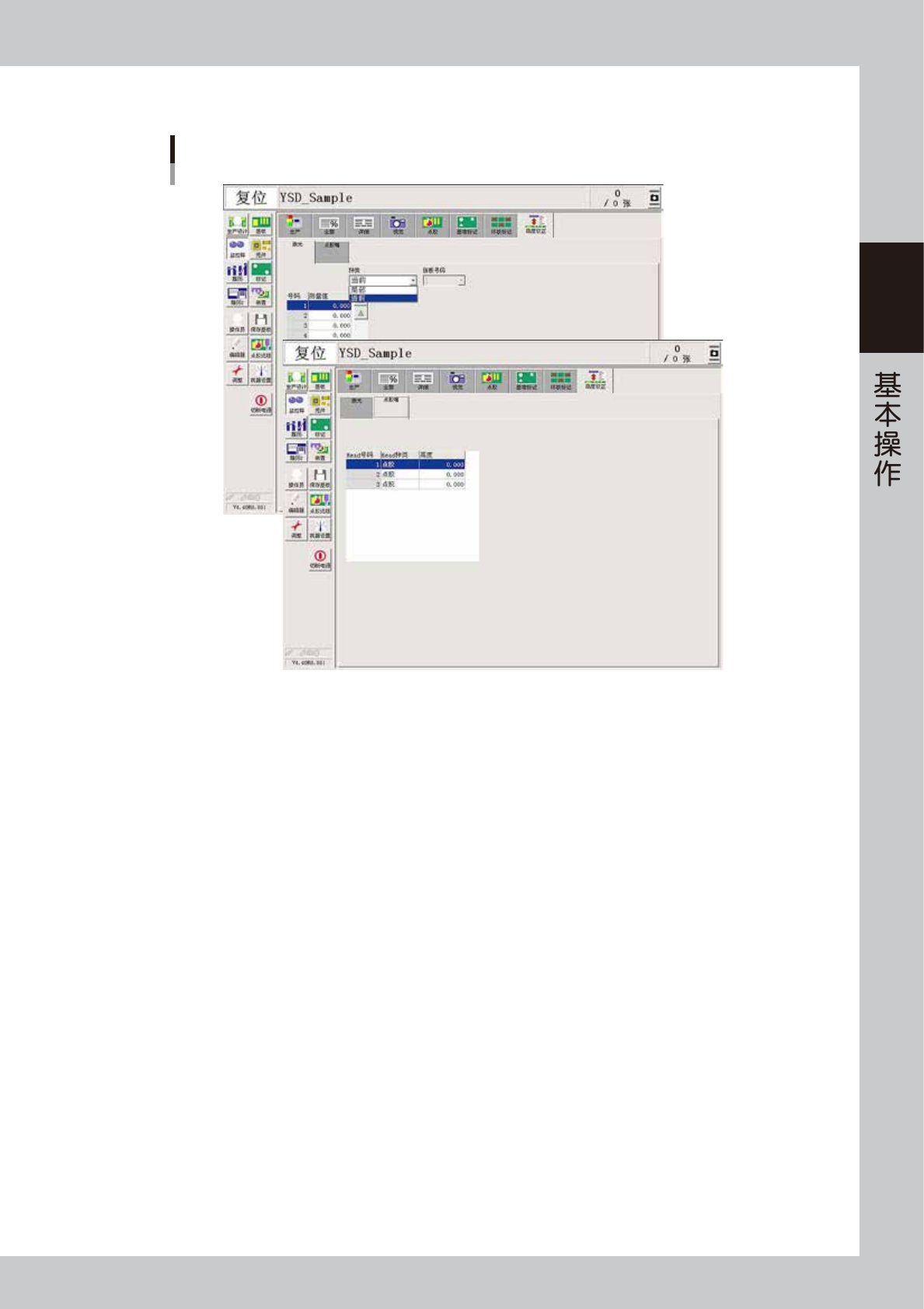
■ 监控屏 :高度校正 ( 选配 )
“高度校正”监控屏
66222-N7-00
● 激光
‧
当前
显示当前用激光测量的高度。测量次数由机器设置画面中设置的抽样次数决定。显示的测量值是以 0 点复位后的 0 点为基准
的值。如果将 0 点复位后的 0 点作为基板面的高度,则测量值是以基板面为基准的高度。正负关系与点胶头的 Z 轴相同。
‧
局部
显示将测量结果按抽样次数进行平均后的值。“号码”栏显示“正式点胶”选项卡内的“高度校正”栏的号码。显示的校正
值是以 0 点复位后的 0 点为基准的值。
如果将 0 点复位后的 0 点作为基板面的高度,则测量值是以基板面为基准的高度。正负关系与点胶头的 Z 轴相同。
● 点胶嘴
‧
高度
显示按“生产设计”画面中实用工具分组框中的 [ 点胶嘴高度测量 ] 按钮后测量的结果。显示的高度值是以机器数据中所设
置的基准高度为基准的高度。
2-40
2
3.10 结束生产
下面,介绍结束生产的方法。
1
停止点胶机的运行。
停止点胶机运行的方法有下列 4 种。
e
1. [EMERGENCY STOP ( 紧急停机 )] 按钮 ( 操作面板 )
发生紧急意外情况时使用,一般情况下不要使用。
2. [STOP] 按钮 ( 操作面板 )
与紧急停机按钮相同,按 [STOP] 按钮将无条件停止运行,但按 [START] 按钮便可恢复运行。
3. [ 作业后停机 ] 按钮 ( 操作画面 )
完成当前基板的点胶之后,机器停止运行。
4. [ 传出后停机 ] 按钮 ( 操作画面 )
想要完成当前传送装置内的基板的点胶之后停止生产时使用。
传送装置内的所有基板都将完成点胶并被传出,从上游机也不再传入新的基板。
c
注意
自动运行过程中,除非紧急情况或发生意外,不要轻易按紧急停机按钮。
2
使运行复位。
按操作面板的 [RESET] 按钮,返回准备生产基板的状态。
e
3
拆卸顶针。
按下紧急停机按钮之后,打开安全盖,拆卸顶针。
4
解除点胶机的紧急停机状态。
关闭安全盖,将紧急停机按钮向右转动之后,按 [READY] 按钮。