CUN7192200_YSD_Users_C.pdf - 第116页
3-4 3 1.2 与识别标记相关 发生错误的原因与解决方法 无法识别到基准标记时 原因 基板的固定状态不正确,标记信息的设置不正确,或标记形状、尺寸不符合规格。 解决方法 检查基板的固定状态。如果没有问题,检查标记数据,在标记调整画面调整界限值, 直至标记清晰可见。如果标记周 围有噪点,可以缩小标记的检测范围,或设置标记内、外部噪点消除数参数。 基准标记的识别不稳定时 原因 对突起的喷锡标记、光的反差不明显的标记无法进行稳定地识别。 …
3-3
3
编号 错误名和内容
Ea07007
请更换胶筒
状态
没有指定检测到贴片胶用完之后可继续生产的基板张数。
请将机器置于紧急停机状态后,更换胶筒并重新开始运行。
只进行复位也可以重新开始自动运行,但此时务必注意,下 1 张基板如果不完成整张基板的生产则不会
停止运行。
原因 检测到贴片胶已用完。
解决方法 更换胶筒。
Ea07009
打点站固定卷纸超时
状态 打点站固定卷纸失败了。
原因 卷纸松弛,无法固定。
解决方法 请使卷纸绷紧并确认打点站的吸气传感器的状态。
Ea07011
点胶位置校正错误
状态 位置校正用的胶点个数不足。
原因 在点胶位置校正动作中能正常识别的胶点个数低于位置校正所需的个数。
解决方法 请确认点胶状态与标记数据。
Ea07876
无法执行命令
状态
因伺服顶板没有充分下降,所以无法执行此命令。请用“传送装置”画面的操作按钮或进行复位,使伺
服顶板下降后,重新执行此命令。
原因 因伺服顶板没有充分下降,所以无法执行此命令。
解决方法 用“传送装置”画面的操作按钮或进行复位,使伺服顶板下降后,重新执行此命令。
Ea12622
从中途开始运行
状态 有被中断的数据存在。可以从中途开始运行吗 ?
原因 点胶为中断状态。
解决方法
对作业位置的基板,请选择执行命令。
[ 是 ] :从中途开始运行。
[ 否 ] :不从中途开始运行。如果作业位置有基板,将该基板传出到出口位置之后,从接下来传入的
基板开始从头开始运行。
Ea13001
点胶位置校正失败
状态 点胶位置校正失败了。
原因 点胶状态与数据异常。
解决方法 确认点胶状态与基板数据中的点胶位置校正参数之后,重新进行点胶位置校正。
3-4
3
1.2 与识别标记相关
发生错误的原因与解决方法
无法识别到基准标记时
原因基板的固定状态不正确,标记信息的设置不正确,或标记形状、尺寸不符合规格。
解决方法
检查基板的固定状态。如果没有问题,检查标记数据,在标记调整画面调整界限值,直至标记清晰可见。如果标记周
围有噪点,可以缩小标记的检测范围,或设置标记内、外部噪点消除数参数。
基准标记的识别不稳定时
原因对突起的喷锡标记、光的反差不明显的标记无法进行稳定地识别。
解决方法 调节标记信息中的各种照明级别。在标记调整画面调整界限值,直至标记清晰可见。
以精细模式识别基准标记时,校正位置无法进入校正范围以内时
原因校正范围太窄。
解决方法
在“机器设置”-“机器数据”-“机械坐标”-“位置坐标”画面修改“标记识别精细模式”的校正范围,
或将“标记”-“识别”选项卡画面的“识别类型”设置为“标准”。
无法确定基准标记的校正值时
原因没有勾选示教、跟踪条件中的基准标记校正的选择框。
解决方法 勾选示教、跟踪条件中的基准标记校正的选择框,并进行基准标记识别。
1.3 与传送装置相关
发生错误的原因与解决方法
传送基板时,基板碰撞主挡板
原因软停止未起作用。
解决方法
稍微放慢传送速度。
按 [ 基板 ] 按钮,将基板选项卡画面的“传送装置电机的速度 (%)”设置为负值。
传送基板时,基板无法到达主挡板
原因软停止未起作用。
解决方法
稍微调快传送速度
按 [ 基板 ] 按钮,将基板选项卡画面的“传送装置电机的速度 (%)”设置为正值。
基板被传到固定位置之后,传送带仍继续转动,基板无法被固定
原因基板固定位置的传感器故障,或基板上正对传感器的部位有镂空导致传感器无法感应。
解决方法
用手动模式 (I/O 选项卡画面 ) 检查传感器。传感器故障时,更换传感器。感应灵敏度低时,调整传感器的安装高度、
角度。
无法调节传送宽度时
原因传送轨上有基板。
解决方法 取出基板之后,重新调节。
传送之前确认到的基板,传送之后不见了
原因传感器未能检测到基板。
解决方法 取出基板,重新传入。调节检测基板的传感器的位置。无法正确传送基板时,调节传送装置,修改基板宽度数据。
1.4 其它
发生错误的原因与解决方法
发生坐标数据数错误时
原因坐标数据过多。
解决方法 修改贴装信息、位移、基准标记、坏板标记数据,减少数据的个数。
3-5
3
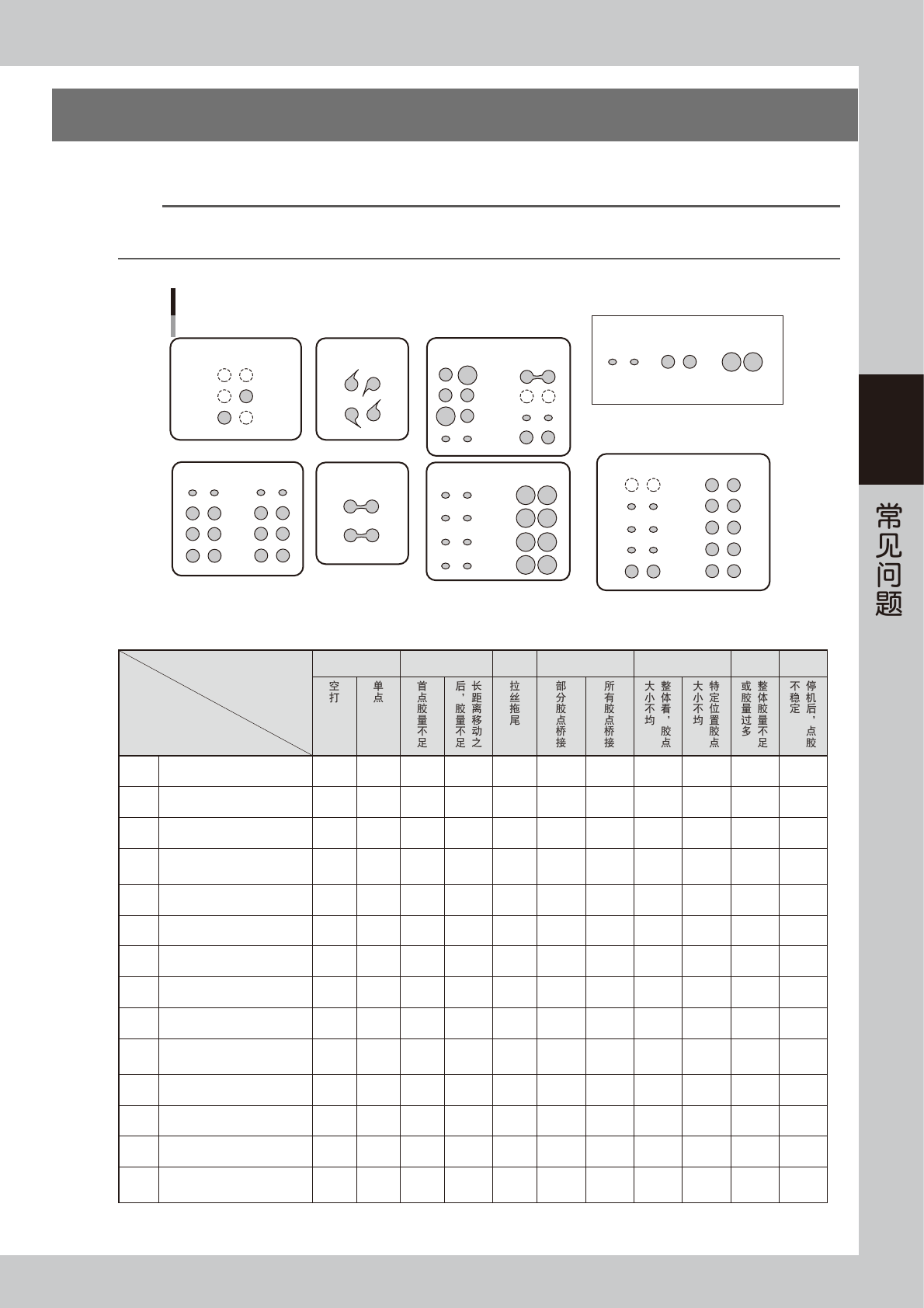
2.常见点胶不良的解决方法
生产过程中,若发生下图所示的点胶不良时,请参照下表的解决方法,按照对应列的编号顺序解决。
n
要点
例 :下表 ( 解决方法 ) 中“C”的“拉丝拖尾”列的编号顺序为 1([7]) → 2([3]) → 3([11])。即,首先进行 [7] 的“检查点胶温度”,
若无法解决时,再进行 [3] 的“增加顶针”,如还是无法解决时,最后进行 [11] 的“修改点胶流程”。
具有代表性的点胶不良
不足 标准
点胶量示意图
过多
A :空打、单点 C :拉丝拖尾
D :桥接B :首点胶量不足
E :胶点大小不均
F :胶量不足或胶量过多
G :停机后点胶不稳定
65300-N7-00
■ 解决方法
解决方法 点胶不良
A B C D E F G
[1] 排出点胶嘴内的空气 2 1 1 2
[2] 清洁点胶嘴 3 2 2 3
[3] 增加顶针 4 3 2 2 3 1
[4]
进行点胶测试,
确认之后调节吐胶压力
1 1 1 1 2
[5] 增加特定位置的点胶量 2 1 2
[6] 点胶之前增加试点胶个数 3 2 6 3 3
[7] 检查点胶温度 1 3 2 4 4
[8] 检查基准面积与预点胶的值 4 3 5
[9] 进行预点胶或试点胶 1 1
[10]
确认贴片胶剩余量
※
调整余胶检测传感器
5 5 4
[11] 修改点胶流程 3 5 4 4
[12] 使用备用校正表 4
[13] 设置最小、最大校正 6
[14]
通过修改点胶嘴数据的系数
设置,从整体上进行调整
5 7 5