CUN7192200_YSD_Users_C.pdf - 第121页
3-9 3 3. 减少卷纸用量 指定进行预点胶的间隔,可以减少打点站的卷纸用量。 3.1 指定进行预点胶的间隔 可以按基板张数或时间指定进行预点胶的间隔。通过指定间隔可以减少在打点站预点胶的次数,从而减少卷纸的 用量。下面,介绍该功能的设置方法。该功能可以以点胶头为单位分别进行设置。 ■ 设置范围 ‧ 以基板张数为间隔 : 0 〜 999 张 ‧ 以时间为间隔 ( 秒 ) : 0 〜 30000 秒 ■ 设置方法 以使…
3-8
3
发生错误的原因与解决方法
基板面留有点胶嘴挡柱的压痕时
原因点胶头下降端的高度过低。
解决方法 重新检查基板面的高度或指定的点胶流程“下降目标位置”的设置。
原因点胶嘴的安装不正确。
解决方法 重新正确安装点胶嘴。
出现拉丝拖尾现象时
原因所输入的胶量数据超过了点胶嘴的能力。
解决方法 修改胶量数据,或换上适合所设置的胶量使用的点胶嘴。
原因加热器的设置温度过低。
解决方法 修改加热器的设置温度。
原因点胶头的上升速度过快。
解决方法 降低点胶流程中的上升速度。
原因点胶嘴前端粘附有固化物。
解决方法 用牙刷等去除点胶嘴前端的固化物。
贴片胶溅到点胶位置周围时
原因点胶头的上升速度过快。
解决方法 降低点胶流程中的上升速度。
原因点胶嘴前端粘附有固化物。
解决方法 用牙刷等去除点胶嘴前端的固化物。
胶点偏移时
原因点胶数据中输入的数据有错。
解决方法 修改该错误数据。
原因点胶嘴的安装不正确。
解决方法 重新正确安装点胶嘴。
双孔点胶嘴的点胶角度偏移时
原因基板向上挠曲过大。
解决方法 重新调整顶针。
原因点胶嘴的安装不正确。
解决方法 重新正确安装点胶嘴。
随胶筒内贴片胶减少生产节拍变慢时
原因因胶筒内胶量的水头差导致点胶量减少,校正时间定时增长。
解决方法 设置点胶校正的极限检查。( 详细内容,请参照后述第 4 章“5.3点胶校正的极限检查”。)
点胶机各点胶头点胶差异太大时
原因阀等已老化。
解决方法
通过更换阀、清洁空气通道查找原因。
暂定解决方法为 :修改点胶嘴数据的系数设置,从整体上进行调整。
修改[机器设置]-“Nozzle 数据”画面的“系数”的设定值。
默认值为1,可在 0.9 ( 小 ) < 1 < 1.1 ( 大 ) 的范围内修改。
各点胶嘴分别存在 XYR 方向的偏移时
原因点胶嘴存在个体差异。
解决方法 使用点胶位置校正功能进行校正。( 详细内容,请参照后述第 4 章“4.点胶位置校正功能”)
3-9
3
3.减少卷纸用量
指定进行预点胶的间隔,可以减少打点站的卷纸用量。
3.1 指定进行预点胶的间隔
可以按基板张数或时间指定进行预点胶的间隔。通过指定间隔可以减少在打点站预点胶的次数,从而减少卷纸的
用量。下面,介绍该功能的设置方法。该功能可以以点胶头为单位分别进行设置。
■ 设置范围
‧
以基板张数为间隔 :0 〜 999 张
‧
以时间为间隔 ( 秒 ) :0 〜 30000 秒
■ 设置方法
以使用“以基板张数为间隔”为例,介绍设置方法与该设置时的预点胶动作。
例如,点胶头 1 以 2 张基板为间隔,点胶头 2 以 4 张基板为间隔进行预点胶时的设置如下 :
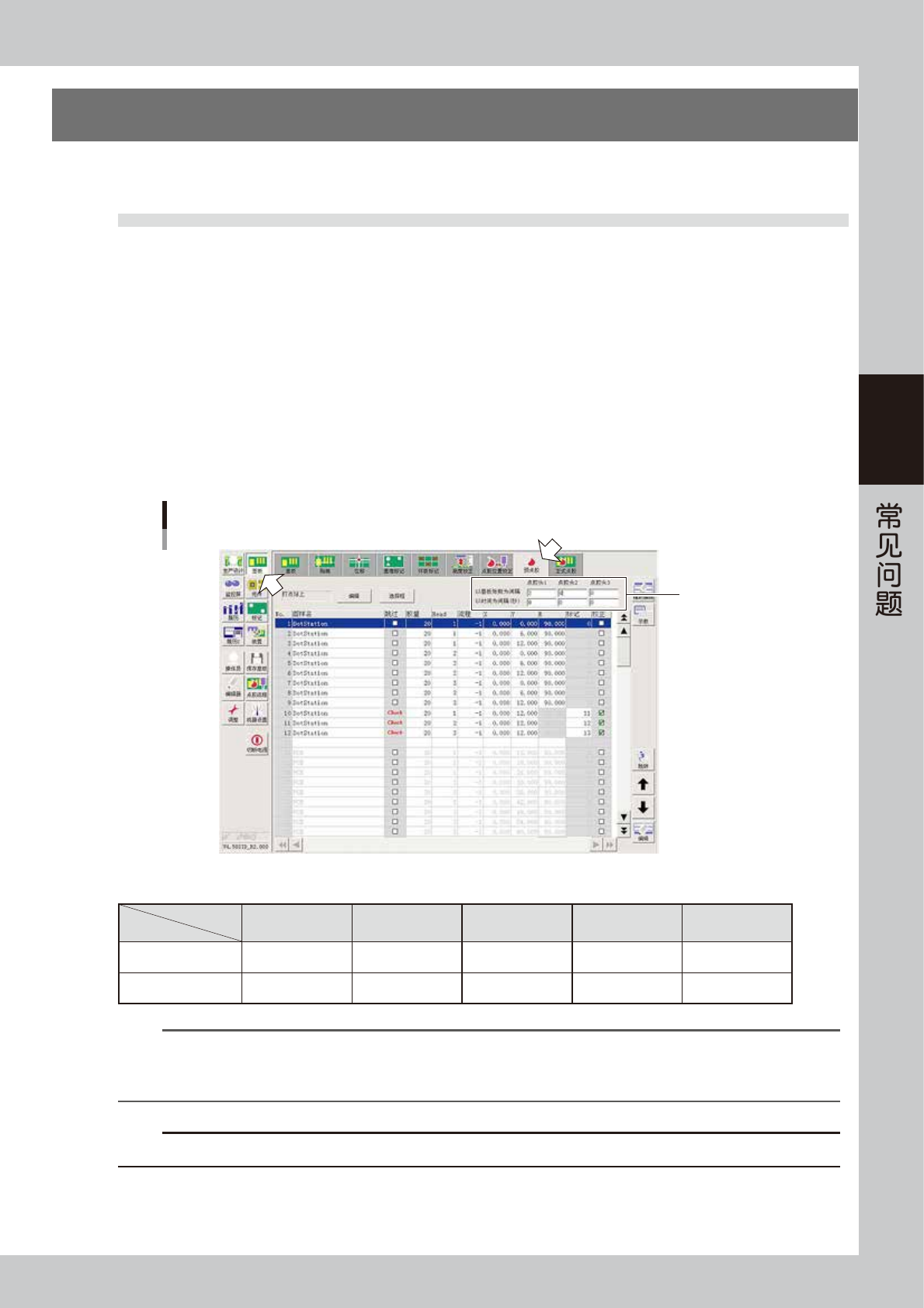
1.打开 [ 基板 ]-“预点胶”选项卡画面。
2.在“以基板张数为间隔”的“点胶头 1”输入框中输入“2”;“点胶头 2”的输入框中输入“4”。
指定进行预点胶的间隔
输入间隔条件
66300-N7-00
上述设置时的预点胶动作
基板张数
点胶头
第1张 第2张 第3张 第4张 第5张
点胶头 1 进行预点胶 进行预点胶 进行预点胶
点胶头 2 进行预点胶 进行预点胶
n
要点
在连续生产的初期阶段,建议以 2 张基板为间隔设置。之后以时间为间隔进行预点胶。具体设置如下所示 :
‧
以基板基板张数为间隔 :2 张
‧
以时间为间隔 :周期时间 +10 秒左右
c
注意
设置的间隔过长,开始正式点胶时的数点可能会非常小。建议逐步放宽间隔,确认不会影响点胶状态。
3-10
3
4.指定角度检测余胶
按照通常的调整方法调整的余胶检测传感器 ( 选配 ),若无法检出胶筒内的余胶时,可以使用指定角度检测余胶。
指定角度检测余胶,是利用活塞部的反射光进行检测。将传感器放大器的输出切换开关设置为“D_ON”之后,指
定检测角度。
参考
本功能,“D_ON”、“L_ON”设置都可以使用。但,一般检测活塞部时设置为“D_ON”。
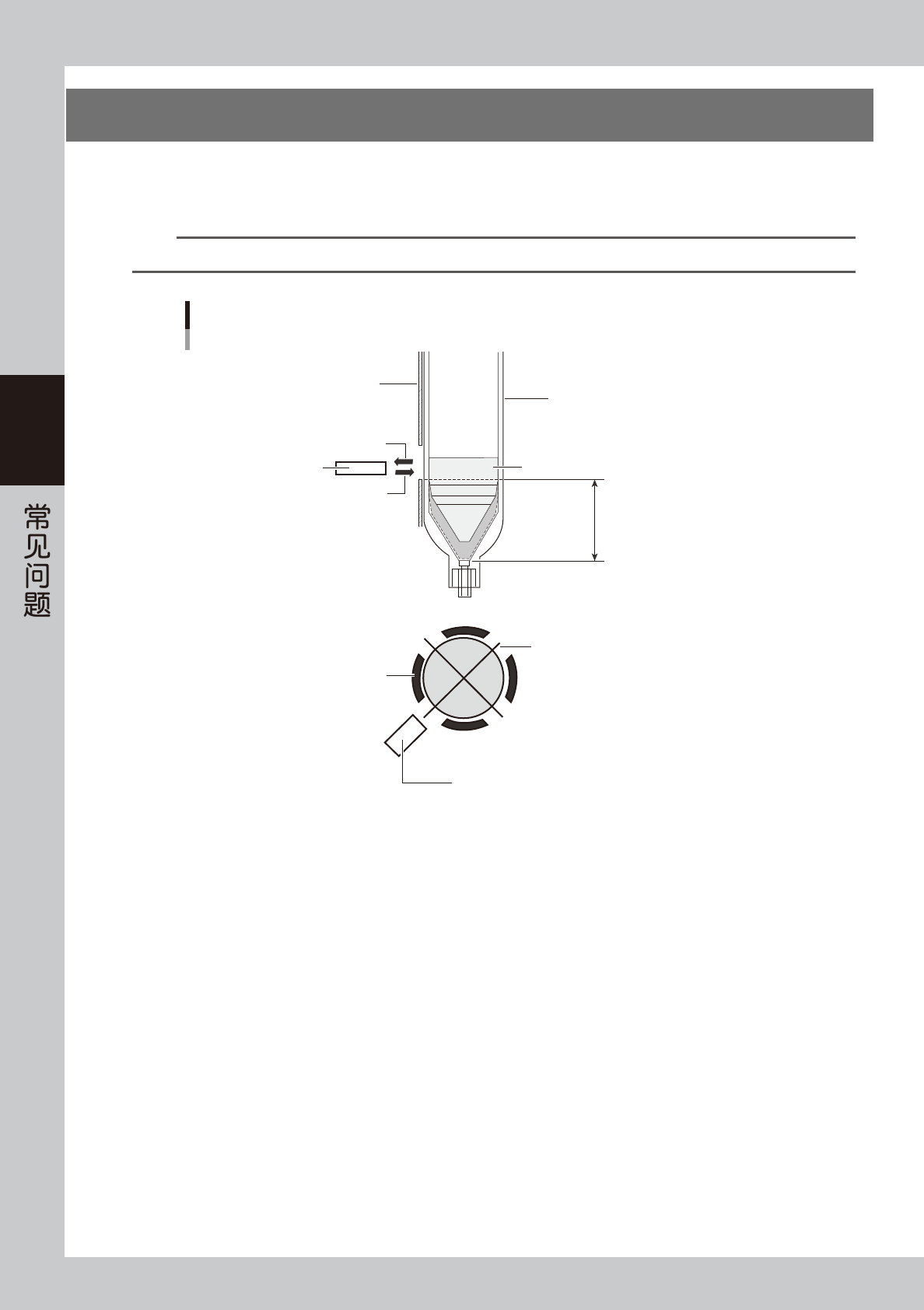
指定角度的示意图
判断为无胶时的活塞位置
余胶检测传感器
筒架
活塞下部
(无余胶时)
筒架上每90°有1开口部
余胶检测传感器
胶筒(透明)
传感器光轴(反射光)
传感器光轴(发射光)
筒架
65301-N7-00
■ 指定角度时的检测动作
开始运行之前以及生产 1 张基板之后,按照“指定的角度”、“指定的角度+ 90°”、“指定的角度+ 180°”、“指定的角度+
270°”的 4 种角度检测胶筒内是否有余胶。因活塞压胶不均匀,只检测 1 处可能会无法正确检出,所以本功能采用 4 种角
度检测 4 处避免误检。
检出无余胶时,会在点完 1 张基板之后显示错误提示。与通常的余胶检测相比,显示错误提示的时机相对较慢。
■ 限制事项
‧
根据胶筒与胶种类的不同,有无法检出余胶的情况。
‧
检测余胶的位置,所有点胶头都相同。因此要求所有点胶头的筒架开口部的位置都必须一致。
‧
根据基板程序等,使用该功能,周期时间可能会被延长。
-不使用提前取料功能时,传板周期时间会被延长,因此,建议将 [ 基板 ]-“基板”画面的“提前取料”设置为“执行”。
-若最终点胶坐标到待机位置的距离太短,周期时间可能会被延长。