CUN7192200_YSD_Users_C.pdf - 第123页
3-1 1 3 4.1 设置方法 要使用指定角度检测余胶功能,需在机器设置画面进行必要的设置。下面,介绍设置方法。 1 输入检测角度。 打开 [ 机器设置 ] -“机器数据”-“机械坐标”-“位置坐标”画面,在“待机位置”的“R( 度 )”栏中 输入检测角度。一般,输入“-114”度。 输入检测角度 输入检测角度 66301-N7-00 n 要点 ‧ 在“待机位置”-“R( 度 )”中输入的检测角度,即所有点胶头可同时被检出胶筒的角度。…
3-10
3
4.指定角度检测余胶
按照通常的调整方法调整的余胶检测传感器 ( 选配 ),若无法检出胶筒内的余胶时,可以使用指定角度检测余胶。
指定角度检测余胶,是利用活塞部的反射光进行检测。将传感器放大器的输出切换开关设置为“D_ON”之后,指
定检测角度。
参考
本功能,“D_ON”、“L_ON”设置都可以使用。但,一般检测活塞部时设置为“D_ON”。
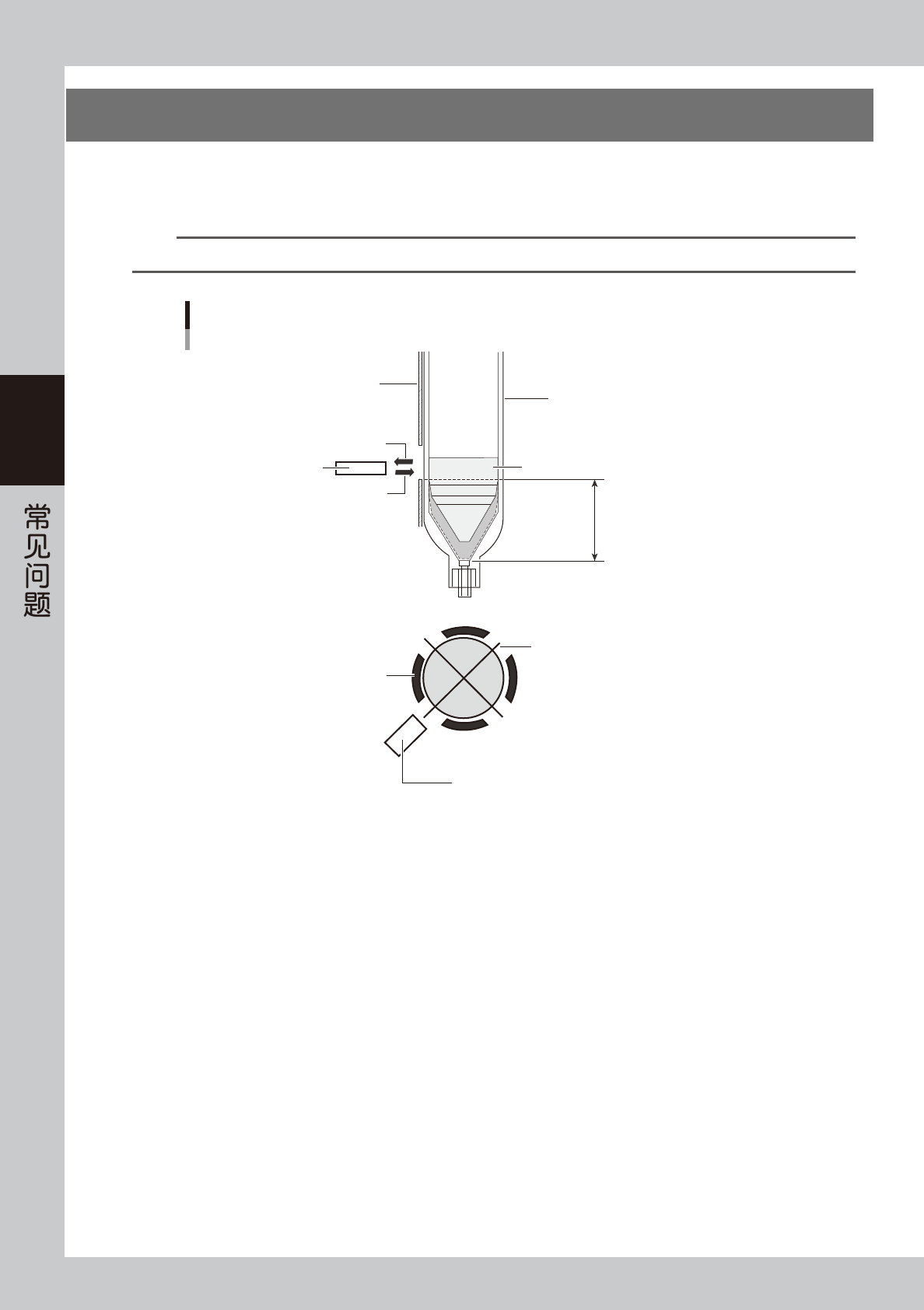
指定角度的示意图
判断为无胶时的活塞位置
余胶检测传感器
筒架
活塞下部
(无余胶时)
筒架上每90°有1开口部
余胶检测传感器
胶筒(透明)
传感器光轴(反射光)
传感器光轴(发射光)
筒架
65301-N7-00
■ 指定角度时的检测动作
开始运行之前以及生产 1 张基板之后,按照“指定的角度”、“指定的角度+ 90°”、“指定的角度+ 180°”、“指定的角度+
270°”的 4 种角度检测胶筒内是否有余胶。因活塞压胶不均匀,只检测 1 处可能会无法正确检出,所以本功能采用 4 种角
度检测 4 处避免误检。
检出无余胶时,会在点完 1 张基板之后显示错误提示。与通常的余胶检测相比,显示错误提示的时机相对较慢。
■ 限制事项
‧
根据胶筒与胶种类的不同,有无法检出余胶的情况。
‧
检测余胶的位置,所有点胶头都相同。因此要求所有点胶头的筒架开口部的位置都必须一致。
‧
根据基板程序等,使用该功能,周期时间可能会被延长。
-不使用提前取料功能时,传板周期时间会被延长,因此,建议将 [ 基板 ]-“基板”画面的“提前取料”设置为“执行”。
-若最终点胶坐标到待机位置的距离太短,周期时间可能会被延长。
3-11
3
4.1 设置方法
要使用指定角度检测余胶功能,需在机器设置画面进行必要的设置。下面,介绍设置方法。
1
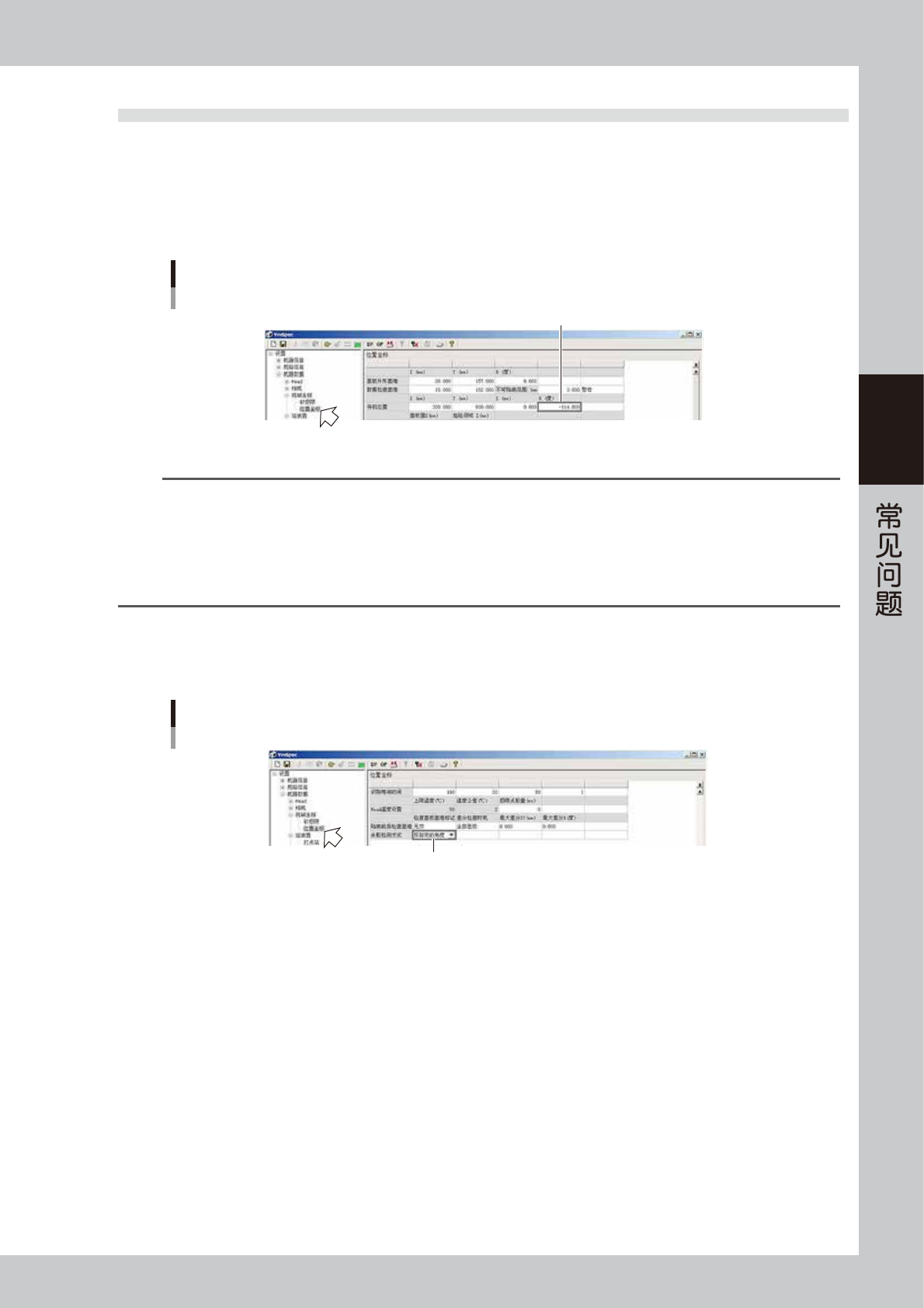
输入检测角度。
打开 [ 机器设置 ] -“机器数据”-“机械坐标”-“位置坐标”画面,在“待机位置”的“R( 度 )”栏中
输入检测角度。一般,输入“-114”度。
输入检测角度
输入检测角度
66301-N7-00
n
要点
‧
在“待机位置”-“R( 度 )”中输入的检测角度,即所有点胶头可同时被检出胶筒的角度。
‧
设置为“-114”度无法检出时,可以查找能检出的角度之后输入。方法如下 :
1. 用手转动 R 轴,使所有点胶头都转到对应的余胶检测传感器可以检测的位置。
2. 按 [ 装置 ] -“Head”或“传送装置”画面的 [ 移动轴 ] 按钮,打开“移动轴”-“ZR”画面。
3. 确认显示的“R( 度 )”坐标值之后,输入机器设置画面。
‧
本机的检测角度设计值为 :-114、-24、66、156
2
指定检测方式。
将 [ 机器设置 ] -“机器数据”-“机械坐标”-“位置坐标”画面的“余胶检测方式”指定为“按指定的角度”。
指定余胶检测方式
指定为“按指定的角度”
66302-N7-00
任意角度 :不指定角度,在点胶过程中按随机角度进行检测。
按指定的角度 :按照指定的角度检测。
3-12
3
4.2 余胶检测传感器的调整方法 ( 指定角度 )
下面,介绍指定角度检测余胶时调整余胶检测传感器的方法。
e
1
按紧急停机按钮。
为保障作业安全,务必将点胶机置于紧急停机状态。
2
设置放大器的输出信号。
为使余胶检测传感器检测到胶筒内的活塞时判断为无胶,将放大器的输出切换开关设置为“D_ON”。
参考
本功能,“D_ON”、“L_ON”设置都可以使用。但,一般检测活塞部时设置为“D_ON”。
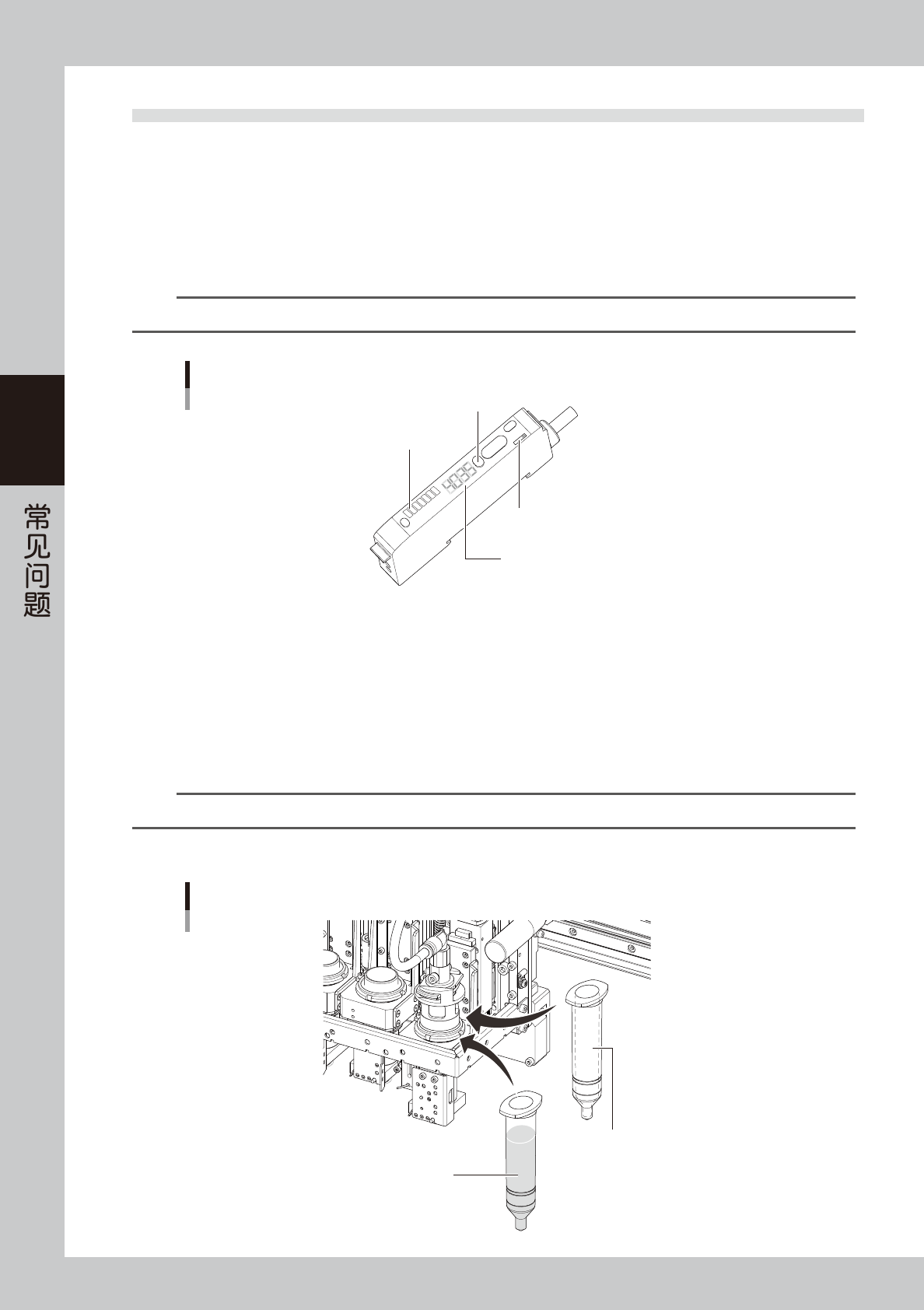
余胶检测传感器的放大器
[SET]按钮
调谐指示灯 (橙色)
输出切换开关
显示部
65302-N7-00
3
调整无胶时的感应级别。
1. 将空胶筒安装在点胶头部。
2. 确认传感器的光轴在空胶筒内活塞检出位置。
3. 使传感器的光轴对准胶筒。
安装胶筒的筒架有 4 个开口部。转动 R 轴,使传感器的光轴分别对准 4 个开口部处的胶筒并确认此时
放大器显示部显示的值之后,使显示值最大的开口部对准传感器。
n
要点
需要调节传感器的高度时,可以拧松传感器架的两根固定螺栓,将传感器向上或向下移动。
4. 按放大器的 [SET] 按钮,确认调谐指示灯已亮灯。
安装胶筒
Step 3
空胶筒
Step 4
有胶的胶筒
65303-N7-00