KE-2050_2060_Specifications_Rev11_C - 第23页
18 5-5. IC回收带(选购项) 可将图像识别装置判定为引脚弯曲或 引脚悬浮的 IC 元件,逐一分离并进行回收。 要变更传送间距时,可用相应数 值更改设定,十分简单 。 · 贴片元件的尺寸 :□10mm~□50mm,元件高度必须在 1mm 以上。 · 皮带传送间距 :15mm~55mm (间距可设置为 5mm) · 可回收数量 :5~19 个 · 占有位置数 :9 5-6. 背面操作装置(出厂选项) 主体后侧带有液晶监视器、键盘以及…
17
5. 标准功能与选项
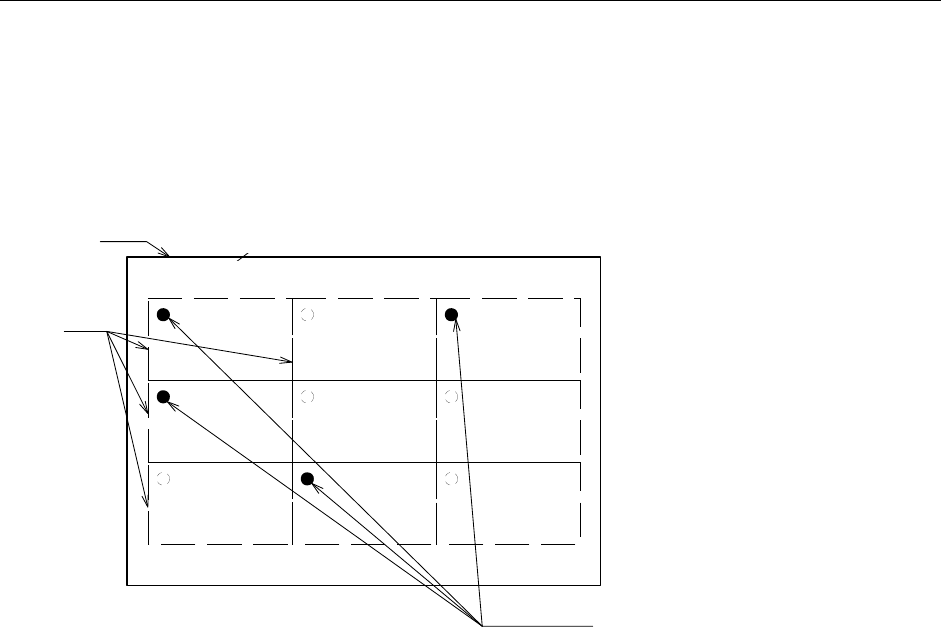
5-1. 坏板标记阅读器(出厂选项)
在多电路基板上可设置读取各电路的坏板标记(不良电路)后不在该电路上进行元件贴片。
标记的最小直径为 2.5mm,与基板颜色要有充分的反差。
基板颜色与标记部位之间有反射光量差时,可设置切换,使之与基板颜色形成明暗反差。
バッドマーク
グローバルバッドマーク
基板
回路
5-2. 高度测量功能HMS(出厂选项)
制作吸取数据时,激光传感器自动测量元件的吸取位置高度。
吸取面为玻璃等透明物体(LED 等)或镜面状态时,不可使用会将光全部反射回去的元件。
5-3. 送料器统一更换功能(出厂选项)
可统一装卸主机上的送料器类、在生产过程中进行外部安排,准备下一次生产的送料器,缩
短安排准备工作时间。
5-4. 送料器悬浮检测传感器(标准)
用于避免因带式送料器、管式送料器以及托盘支架未正确安装而造成机械故障。当传感器检
测到送料器悬浮时,XY 轴会停止移动,并向操作人员发出警告。
基板
电路
坏板标记
18
5-5. IC回收带(选购项)
可将图像识别装置判定为引脚弯曲或引脚悬浮的 IC 元件,逐一分离并进行回收。
要变更传送间距时,可用相应数值更改设定,十分简单。
· 贴片元件的尺寸 :□10mm~□50mm,元件高度必须在 1mm 以上。
· 皮带传送间距 :15mm~55mm (间距可设置为 5mm)
· 可回收数量 :5~19 个
· 占有位置数 :9
5-6. 背面操作装置(出厂选项)
主体后侧带有液晶监视器、键盘以及跟踪球的操作功能,作业效率与前侧相同。(带有前后操作切换
开关)
5-7. 元件检验(CVS、出厂选项)
系生产之前或元件用完后再开始生产时,检查第一个贴装的元件,以便发现元件·极性·送料器
安装位置等错误的功能。
适用元件:
· 2 个电极位于对边的元件
· 最大元件尺寸 :□10mm 以下
· 最小元件尺寸 :1.0mm×0.5mm
· 元件种类 :电阻·电容器·2 针二极管
· 元件包装方式 :带式送料器
· 吸嘴 :用于检验功能的吸嘴,其材质不同于标准吸嘴。
5-8. 送料器位置指示器功能(FPI、出厂选项)
在生产过程中出现元件用完或者发生送料器错误时, LED 灯提示送料器的位置,利于操作人
员及时处理,节约时间,提高效率。
5-9. SOT方向检查功能(出厂选项)
生产前及元件用完后再开始生产时,在 SOT 方向检查台上,放上即将贴片的三脚 SOT,用左 OCC 确认供
给角度的功能。
适用元件:
· 元件尺寸 :1.6mm×□4.0mm
· 电极尺寸 :长度 0.2mm~1.0mm
宽度 0.1mm~1.0mm
5-10.自动切带器(选购项)
贴片完成后自动切断带料,统一处理。
自动切带器做为统一更换台整体装备供給。
电源由 KE2050/2060 主体连接器供给。
19
5-11. 共面性(KE-2060,出厂选项)
扫描型激光变位表利用受光透镜聚集从照射到被测体的光斑反射、散射的光,通过在位置传感器上形
成光斑图像,以不接触的方式来测量变位。
测量各引脚、球的高度,判定共面性。
共面性检查的内容:
·共线性检查
检查引脚各个边的“上下方向的弯曲”。
·共面性检查
根据EIAJ 标准规定的方法或最小平方法求出共面性。
(出厂时的设定为 EIAJ 标准规定的方法)
EIAJ 标准规定的方法:
用各个边最小的 3 个引脚点制作假想平面,测量假想平面与所有引脚之间的距离,检查引脚的
弯曲情况。
用最小平方法求共面性:
从所有引脚求最小平方法的平面,测量与所有引脚之间的距离,检查引脚的弯曲情况。
贴片元件:
· 仅限于图像识别元件。
· 在 BGA、FBGA、连接器、引脚元件(SOP、QFP)中,以有相同间距、相同引脚宽度的元件为对象。
元件尺寸:
项目 标准模式 高精密模式
间距 0.4mm 以上 0.3mm 以上
引脚宽度 0.18mm 以上 0.12mm 以上
引脚长度 0.3mm 以上 0.3mm 以上
统一 26.0mm×100.0mm 以下 26.0mm×50.0mm 以下
引脚元件
元件
尺寸
分段 50.0mm×100.0mm 以下 50.0mm×50.0mm 以下
标准模式以 80.0mm/s,高精密模式则以 20.0mm/s 的速度在传感器上扫描。
标准模式测量时 XY 轴方向的分辨率为 0.02mm,高精密模式下为 0.01mm。
5-12. 不间断运行(出厂选项)
前侧和后侧安装完全相同的元件进行生产,可在元件用完时不必中断而连续生产的功能。
生产时只使用基准侧送料器台架(前侧或后侧)的元件。元件用完时,从反侧的送料器台架上吸取元
件继续生产,因此可在生产中供应元件。
以后侧为基准生产时,比前侧基准生产的生产节拍微慢。(因生产程序而异)