KE-2050_2060_Specifications_Rev11_C - 第25页
20 5-13. 选购件高分辨率摄像机(KE-2060,出厂选项) 是可进行反射/透射识别切换、波长 (红色·蓝色·绿色)切换以及 照明度控制的新型元件识别系统。 适用元件尺寸 (单位:mm) VCS统一识别 VCS分段识别 反射照明识别元件 透射照明识别元件 反射照明识别元件 □3.0~□24.0 (注 1 、 注 2 ) □3.0~□24.0 (注 1 、 注 2 ) 最大:24.0×72.0 (1 ×3分段时) □48.0 (2×…
19
5-11. 共面性(KE-2060,出厂选项)
扫描型激光变位表利用受光透镜聚集从照射到被测体的光斑反射、散射的光,通过在位置传感器上形
成光斑图像,以不接触的方式来测量变位。
测量各引脚、球的高度,判定共面性。
共面性检查的内容:
·共线性检查
检查引脚各个边的“上下方向的弯曲”。
·共面性检查
根据EIAJ 标准规定的方法或最小平方法求出共面性。
(出厂时的设定为 EIAJ 标准规定的方法)
EIAJ 标准规定的方法:
用各个边最小的 3 个引脚点制作假想平面,测量假想平面与所有引脚之间的距离,检查引脚的
弯曲情况。
用最小平方法求共面性:
从所有引脚求最小平方法的平面,测量与所有引脚之间的距离,检查引脚的弯曲情况。
贴片元件:
· 仅限于图像识别元件。
· 在 BGA、FBGA、连接器、引脚元件(SOP、QFP)中,以有相同间距、相同引脚宽度的元件为对象。
元件尺寸:
项目 标准模式 高精密模式
间距 0.4mm 以上 0.3mm 以上
引脚宽度 0.18mm 以上 0.12mm 以上
引脚长度 0.3mm 以上 0.3mm 以上
统一 26.0mm×100.0mm 以下 26.0mm×50.0mm 以下
引脚元件
元件
尺寸
分段 50.0mm×100.0mm 以下 50.0mm×50.0mm 以下
标准模式以 80.0mm/s,高精密模式则以 20.0mm/s 的速度在传感器上扫描。
标准模式测量时 XY 轴方向的分辨率为 0.02mm,高精密模式下为 0.01mm。
5-12. 不间断运行(出厂选项)
前侧和后侧安装完全相同的元件进行生产,可在元件用完时不必中断而连续生产的功能。
生产时只使用基准侧送料器台架(前侧或后侧)的元件。元件用完时,从反侧的送料器台架上吸取元
件继续生产,因此可在生产中供应元件。
以后侧为基准生产时,比前侧基准生产的生产节拍微慢。(因生产程序而异)
20
5-13. 选购件高分辨率摄像机(KE-2060,出厂选项)
是可进行反射/透射识别切换、波长(红色·蓝色·绿色)切换以及照明度控制的新型元件识别系统。
适用元件尺寸
(单位:mm)
VCS统一识别 VCS分段识别
反射照明识别元件 透射照明识别元件 反射照明识别元件
□3.0~□24.0
(注1、注2)
□3.0~□24.0
(注1、注2)
最大:24.0×72.0 (1×3分段时)
□48.0 (2×2分段时)
引脚间距 元件高度(注2) 球间距 球径
0.2~2.54
·NC规格 1.0~12.0
·HC规格 1.0~20.0
·EC规格 1.0~25.0
0.25~2.0 φ0.10~φ0.63
照明装置
引脚元件反射照明 利用红色LED的同轴照明、下方照明以及侧向照明
区域阵列元件侧向照明 利用蓝色LED的球侧面照明。
透射照明 利用绿色LED的外形透射照明。
※照明的发光强度根据元件的单位设定。
5-14. MNVC(KE-2060, 出厂选项)
在 KE-2060 中用 L 贴片头对吸附的元件进行 VCS 图像识别后进行贴片的选项规格,
具备共面性检查、通用图像元件识别等功能。
使用 MNVC,可大幅度地提高小型图像定心元件较多的基板生产效率。
适用元件尺寸
(单位:mm)
用R贴片头识别 VCS 用L贴片头识别 VCS
注
1,2
反射 □3~□50 □3~□20
注
3
标准 VCS
(视野 54mm)
透射
□3~□50 □3~□6
反射 1.0×0.5~□24 1.0×0.5~□20
注
3
VCS 统一
识别
选购件
高分辨率 VCS
(视野 27mm)
透射
□3~□24 □3~□6
注 1:不能用 L 贴片头进行分段识别。
注 2:用 L 贴片头可识别的元件高度、引脚距离、球距离、球径,与 R 贴片头相同。
注 3:超过 20mm,长边在 26.5mm 以下且短边在 20mm 以下,对角在 30.7mm 以下的元件可以适用。
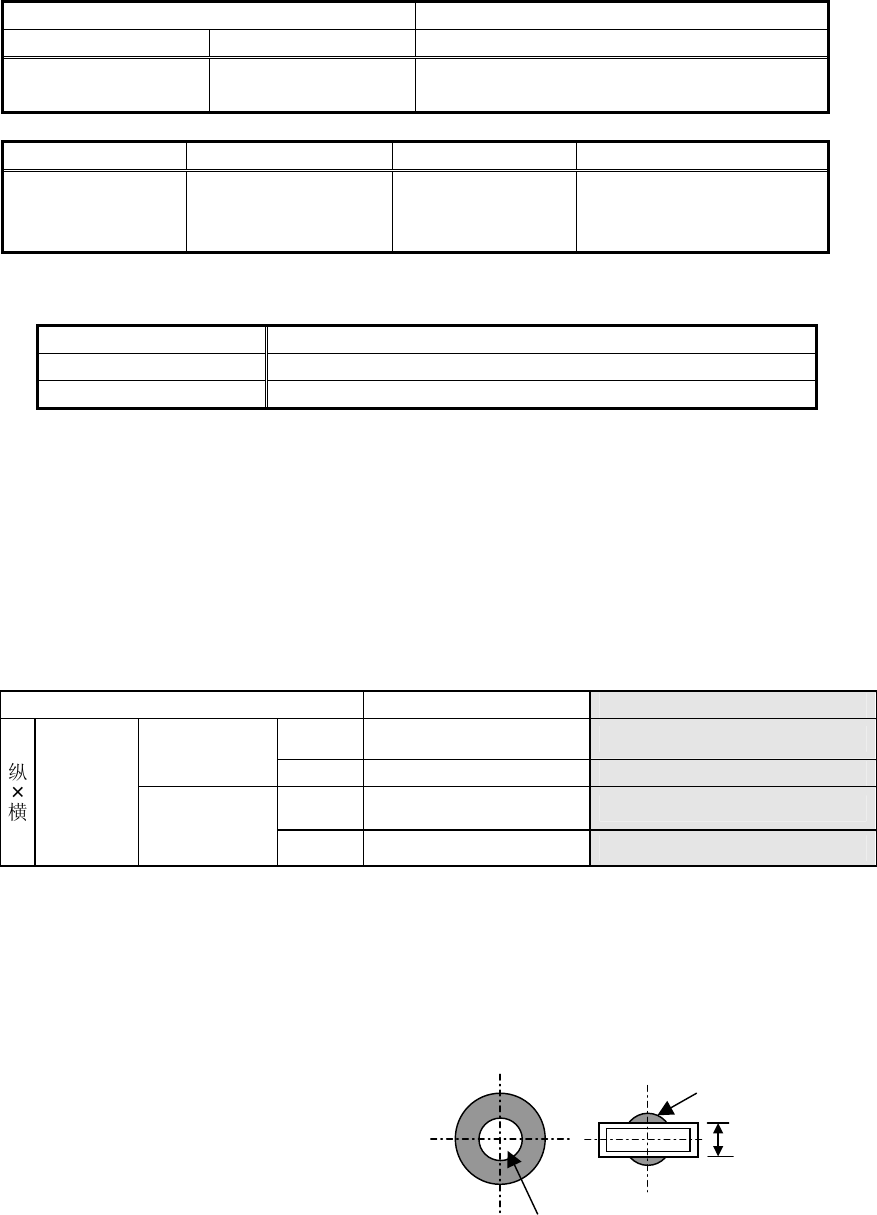
适用吸嘴
・ 标准吸嘴: 500~508 为适用吸嘴。用 VCS 拍摄#505、#506、#507、#508 时,请注意要使用吸取面不发
光的。
・ 特别订货吸嘴: 用 VCS 摄像时吸附面应不
发光。但是距离吸嘴中心±2.0mm
的范围除外。
发光范围应在Φ4mm 以下
应不发光
宽度应 4mm 以下
21
5-15. SCS(选项)
SCS(Setup Control System),是通过使用条形码和无线 LAN 系统,防止误装元件的一种系统。
此外,标准装备中还有元件剩余数管理功能。
还可以使用 SCS 选项的扩展功能,执行外部准备核对、跟踪管理等。
① 防止误装元件(SCS 标准功能)
进行准备工作(换送料器)、元件用完更换元件时,进行元件条码识别,核对结束之前禁止进入
生产。
通过使用本项系统,可防止错装元件、避免出现基板次品。
② 元件剩余数量管理系统(SCS 标准功能)
使用此项功能,可对每卷元件序列号的定位、元件剩余数量(库存)进行管理。
③ 外部准备核对辅助系统(SCS 选项)
是指:单独使用统一更换台车进行下一个生产工序的准备时,核对元件的功能。
经过核对后,安装统一更换台车时,用条形码阅读器读取统一更换台车的 ID, 完成核对工作后才
可进入生产。
④ 跟踪管理辅助系统(SCS 选项)
在搬入基板时,由贴片机读取贴在基板上的序列号码,把该基板上所贴装的元件的元件卷序列号
(批号)全部纪录下来。
可根据这些纪录,查找基板上所贴装的全部元件序列号。
基板序列号码与一维条形码、或二维条形码相对应。
序列号码种类 读取方法
一维条形码 注 1) 注 2)
通过设置在搬入入口处的专用条形码阅读器读取。
二维条形码 注 3) 通过 OCC 阅读。
※ 注 1)主机为 M 规格或 L 规格时,要使用一维条形码时,需有传送延长选购项。
※ 注 2)关于 CE 规格机
① M 规格:需要选购项的传送延长带(限于 150mm)和更换传送罩。
② L 规格:不能对应。
③ L-Wide 规格、E 规格:需要更换传送罩。
※ 注 3)
二维条形码可读取的最大尺寸为□5.5 mm。
5-16. 对应 0402 元件功能(出厂选项)
系贴装 0402 尺寸元件的出厂选项
※注1
。
贴装 0402 元件时,需要使用专用吸嘴(509)和专用带式供料器(AQ02HP)。
※注 1:以前销售的机器为对象外。
·贴装速度
元件高度规格 SC(6mm) NC(12mm) HC(20mm) EC(25mm)
贴装速度(CPH) 6,200 6,050 5,800 5,550
·规格
贴装精度(Cpk≧1) 邻接间隔 邻接元件高度
·X,Y :±50
μ
m
·
θ
:±5°以内
0.15mm 以上 最大 0.5mm
*仅对应顺序吸取。不对应同时吸取。
*
吸取位置自动校正(自动校正)OFF。
·可以对应的元件 电阻 :北陆电工、Panasonic、釜屋
电容器 :muRata、TDK、ROHM