00196478-08_MM_SX12DX12_en.pdf - 第13页
Introduction 1.1.9 Laser Classification Preparat ory Work... Maintenance Manual SIPLACE SX1/SX2/DX1/DX2 13 ► Release of stored energy: Stored energy in the compr essed air supply or ele ctrical energy in electrolytic cap…
Introduction
Preparatory Work... 1.1.9 Laser Classification
12 Maintenance Manual SIPLACE SX1/SX2/DX1/DX2
1.2
1.2 Preparatory Work...
Preparatory Work...
Purpose and Scope
Before performing any preventive maintenance work, conversion work or service work, a procedure of
locking and tagging must be followed and warning signs must be attached if not stated otherwise. If it is
not necessary to switch off the machine, it is explicitly mentioned.
The procedure, when followed correctly, eliminates the possibility of an employee being injured.
Description
Whenever it becomes necessary to isolate, control and release energy, the following procedure is to be
followed.
► Notify affected employees.
► Switch off the machine and all additional devices. Carry out all normal stopping procedures:
⇨ Press the STOP button.
⇨ Shut down the station computer.
⇨ Switch the machine off at the main switch.
► Isolate the machine from all its energy sources:
⇨ Shut off the compressed air supply.
⇨ Shut off the main power supply.
► Lock out the machine.
⇨ Attach a lock wherever possible (e.g. to the main power switch or the motor contactor).
► Alternative: attaching warning signs
If a machine can be locked, it must be. However, there are situations where energy isolating devices
cannot accommodate locks. In these cases, the energy isolating devices must be tagged to warn
employees that the machine is de-energized for servicing. The tag or label must be securely fas-
tened, it must be placed in a position visible to all and it may only be removed by the person who
attached it.
NOTICE
Additional safety measures
These procedures represent the minimum lock/tag out requirements for the machine during
preventive maintenance work and service work. Any additional safeguards needed to complete
work safely can be specified by facilities supervision, the safety officer, the safety committee
and the health department.
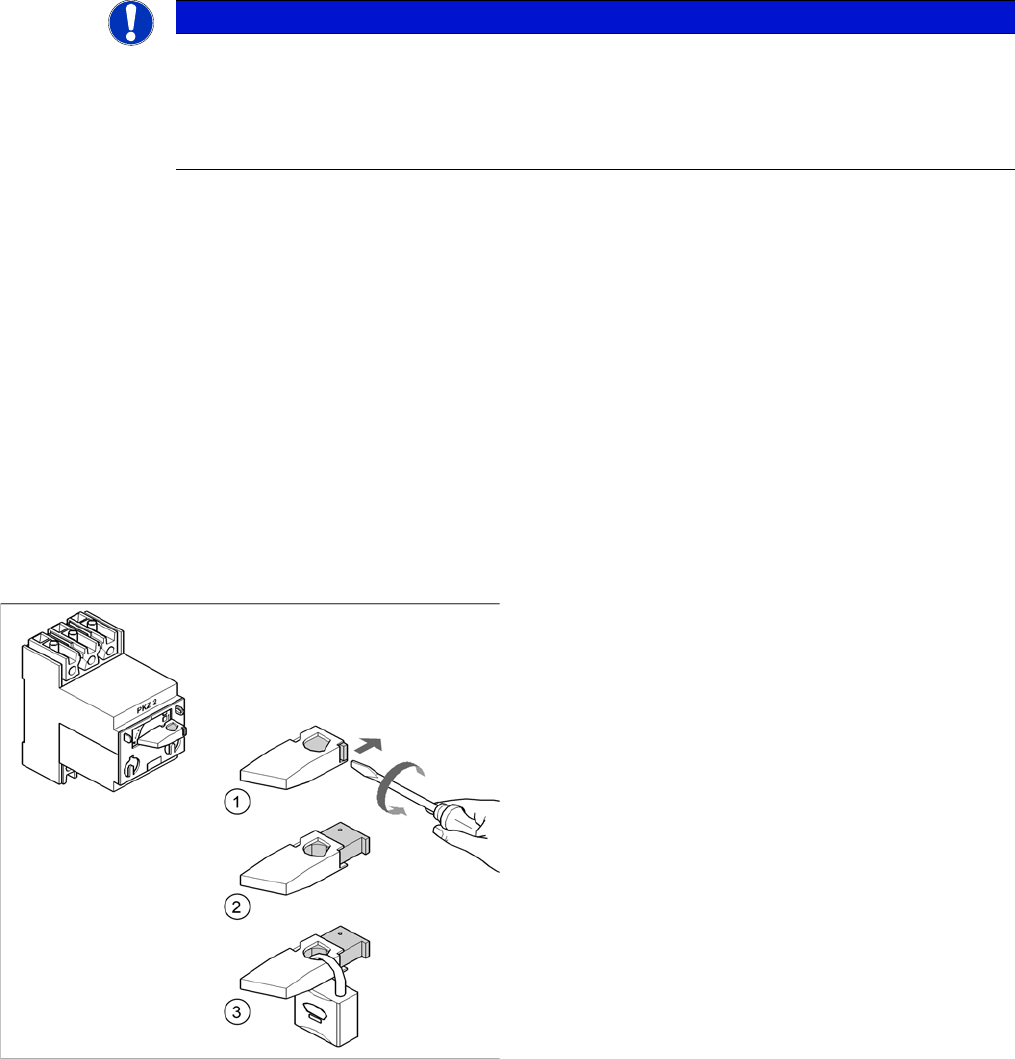
Example: attaching a padlock to the motor contactor
► Turn the operating lever (1) counterclockwise.
► Use the screwdriver to push the locking lug (2) out of
the operating lever (1).
► Secure the operating lever with a padlock (3).
Introduction
1.1.9 Laser Classification Preparatory Work...
Maintenance Manual SIPLACE SX1/SX2/DX1/DX2 13
► Release of stored energy:
Stored energy in the compressed air supply or electrical energy in electrolytic capacitors must be
released by appropriate means.
⇨ After switching off the machine, wait until the voltages and the compressed air have discharged,
so that work can be performed without any risk.
► Testing the lock out:
The lock can be easily tested by pressing the START button.
► The following steps must be taken to restore the machine to operation.
► Check the working area. Authorized employees should remove all of their tools and reinstall all safety
features.
► Notify all affected employees.
► Before removing even one lock or tag, inform all workers in the affected area that the machine is
going to be restarted.
► Remove locks/tags
► Every authorized employee must remove his own lock and shut it away.
► Turn the machine on. Make sure that authorized staff check the equipment in operation to ensure
that repairs were performed correctly
Testing
Service personnel may test circuits by energizing them briefly without suspending the Lock Out / Tag
Out Procedure. This may only be done when no other work is being performed by any other person on
the equipment being tested.
It is extremely important that all remote START switches be tagged with the "Do Not Operate" tag to pre-
vent inadvertent operation of the equipment during these periods.
Responsibilities
▪ It shall be the responsibility of the maintenance and service personnel to make sure this procedure
is adhered to.
▪ It shall be the responsibility of the maintenance and service personnel's immediate supervisor to in-
struct his personnel on this procedure.
▪ It shall be the responsibility of the Safety Officer with assistance from the Safety Committee, Health
Service Department, and the various managers and vice-presidents to administer the Lock Out / Tag
Out Procedure.
Introduction
Maintenance Notes 1.3.1 Minor and Major Maintenance
14 Maintenance Manual SIPLACE SX1/SX2/DX1/DX2
1.3
1.3 Maintenance Notes
Maintenance Notes
See also
1.1.7 Safety Instructions for Maintenance Tasks [ ➙ 9]
1.3.1
1.3.1 Minor and Major Maintenance
Minor and Major Maintenance
Maintenance to production equipment is subject to underlying conditions stipulated by the production
schedule and other organizational circumstances. The availability of the staff trained and authorized to
perform SIPLACE maintenance also plays a role in the ability to realize maintenance work.
To facilitate easier realization of SIPLACE maintenance in the daily work routine, this SIPLACE mainte-
nance manual takes into account the degree of complexity for each maintenance task. The tasks are
therefore differentiated between Minor Maintenance and Major Maintenance.
Minor Maintenance
Minor Maintenance includes weekly maintenance tasks. The tasks of the weekly maintenance intervals
can be carried out using the Maintenance Manual; thus no special training is needed. These tasks are
typically executed by the operating personnel.
Minor Maintenance summarizes all maintenance tasks that are to be carried out on a weekly basis. The
average time needed is approximately 1 hour per line, depending on the line configuration as well as the
number of persons who carry out the maintenance and their experience.
Minor Maintenance = weekly maintenance break, simple tasks
Major Maintenance
Major Maintenance summarizes recommended maintenance tasks with a higher degree of complexity
that are usually carried out every 6 or 12 months. These tasks require a special training.
Normally, these tasks are carried out by adequately trained operating, maintenance or service person-
nel. Major Maintenance tasks are planned and carried out on a 6 and 12 month basis (3 month basis for
C&P20). Planning the Major Maintenance is normally connected to the planned major maintenance of
the oven within the production line.
Major Maintenance = 3, 6, 12 monthly maintenance breaks, complex tasks
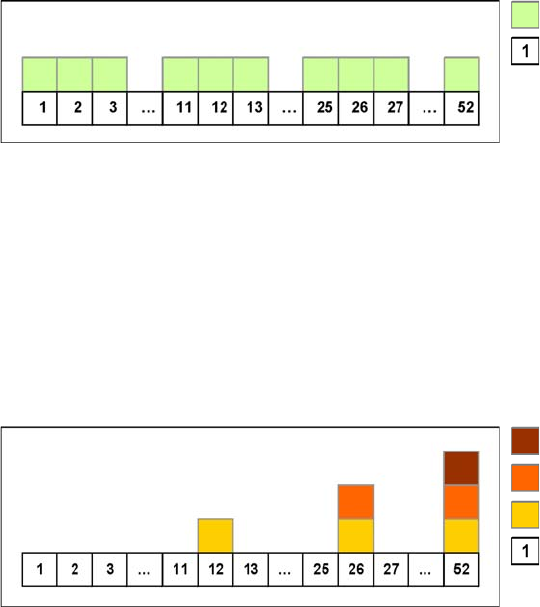
Weekly maintenance tasks
Week
12 monthly maintenance work
6 monthly maintenance work
3 monthly maintenance work
Week