0197786-01_BA_HeadVerification_708_DE.pdf - 第22页
SIPLACE „Head Ver ification“ Bedienungsanleitun g Ausgabe 01/2015 22 Der Wert f ür Variation Z-down (2) err echnet sich aus d en minim alen W ert für Z -down bei Segm ent 6 und dem m aximalen W ert für Z-down bei Segm en…
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
21
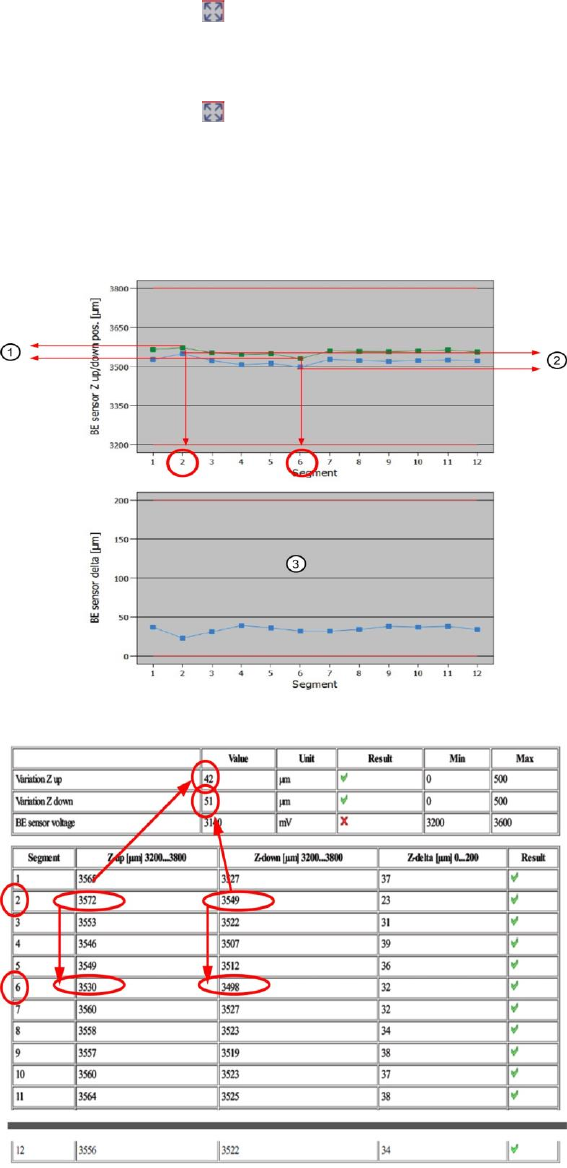
6. In diesem Diagramm werden die Werte der Segmente für Z-up and Z-down veranschaulicht.
Grüne Linie Z-up
Blaue Linie Z-down
Rote Grenzlinien Toleranzen Min und Max (in unserem Fall 3200..3800µm)
Mit dem Button kann das Diagramm vergrößert werden.
7. In diesem Diagramm werden die Hysterese-Werte der Segmente für Z-delta veranschaulicht.
Blaue Linie Z-delta
Rote Grenzlinien Toleranzen Min und Max (in unserem Fall 0..200µm)
Mit dem Button kann das Diagramm vergrößert werden.
4.1.3 Erklärung des Messergebnisses anhand des Ergebnis-PDF
Diese Ergebnisse kann man sehen, wenn man im Summary-Menü nach unten scrollt, oder eine
Ergebnis-PDF erzeugt!
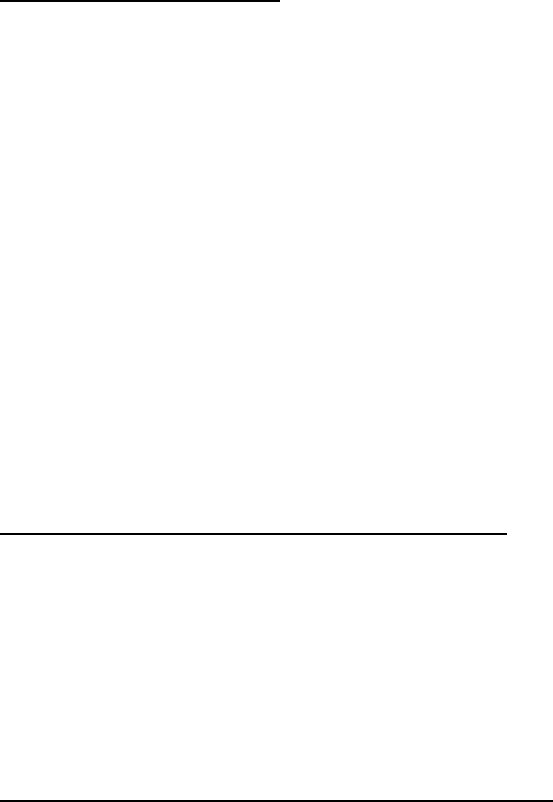
Abbildung 13: Ergebnis-PDF BE-Sensor Diagramm
Abbildung 14: Ergebnis BE-Sensor Tabelle
Der Wert für Variation Z-up (1) errechnet sich aus dem minimalen Wert für Z-up bei Segment 6 und
dem maximalen Wert für Z-up bei Segment 2!
3572µm – 3530µm = 42µm (1)
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
22
Der Wert für Variation Z-down (2) errechnet sich aus den minimalen Wert für Z-down bei Segment 6
und dem maximalen Wert für Z-down bei Segment 2!
3549µm – 3498µm = 51µm (2)
Die Werte für die Hysterese jedes Segmentes Z-delta errechnet sich aus der Differenz Z-up – Z-Down!
Als Beispiel Segment 4: 3546µm – 3507µm = 39µm (Hysterese)
4.1.4 Deutung der Ergebnisse
Fehler bei BE-Sensor Voltage
Ist der gemessene analoge Spannungswert unter der plausiblen Toleranz, so kommen folgende
Ursachen und Maßnahmen in Frage:
1. Verschmutzte Optik (Prisma) des BE-Sensors
Reinigung mit Isopropylalkohol und Wattestab
2. Überprüfung des „BE-Sensor Spannungswert“ in den Kopf-Einzelfunktionen
wenn dort in Ordnung, dann diesen Fehler hier ignorieren
3. Überprüfung der Optik (Prisma) des BE-Sensors auf Beschädigung
Zur Überprüfung der Optik, kann auch ein weißes Blatt Papier zwischen Sender und
Empfänger gehalten werden. Als Ergebnis muss sich ein runder roter Punkt abbilden.
Erkennt man eine Streuung, so ist die Optik beschädigt.
Austausch BE-Sensor
4. Interne Elektronik des BE-Sensors defekt
Austausch BE-Sensor
Ist der gemessene analoge Spannungswert über der plausiblen Toleranz, so kommen folgende
Ursachen in Frage:
5. Interne Elektronik des BE-Sensors defekt
Austausch BE-Sensor
Fehler bei Z-delta / Z-down / Z-up an allen Segmenten
1. Der Mitnehmer (Rachen) der Z-Achse ist ausgeschlagen oder verstellt
CPP: Frontplatte mit Z-Motor komplett tauschen
CP20A: Z-Antrieb komplett tauschen
CP20P: komplette Z-Einheit tauschen
CP20A: Rachen neu einstellen (gemäß Anleitung)
2. BE-Sensor defekt oder verdreckt
Tauschen oder Reinigen des BE-Sensors
Fehler bei Z-delta / Z-down / Z-up an einzelnen Segmenten
1. Schlechter Pipettensitz
Austausch der Pipette
Visuelle Überprüfung, dann eventuell Austausch der DP
2. Mitnehmerlager an der DP ist ausgeschlagen
Austausch der DP
3. Linearführung (Segmentführung) der DP ist ausgeschlagen
CP20P/A: Austausch der DP
CPP: Austausch der Segmentführung
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
23
4.2 Messung „Holding Circuit (sealed nozzles)”
Für diese Messungen werden folgende Teile benötigt:
CPP: 12x Nozzletype 2069 03094135-01 (Vakuumpipette rot geschlossen)
CP20P: 20x Nozzletype 4069 03106244-01 (Vakuumpipette rot geschlossen)
CP20A: 20x Nozzletype 1069 03094112-01 (Vakuumpipette rot geschlossen)
4.2.1 Erklärung der Messung – Ablauf
Zuerst wird ein Referenzlauf der Sternachse durchgeführt, um die Achse in eine definierte Position zu
bringen.
Dann wird der Haltekreis mit Vakuum beaufschlagt, so dass jedes Segment in dem Zustand ist, als
wenn es nach dem Abholen ein Bauelement an der Pipette hat. Durch die Verwendung der
geschlossenen Vakuumpipette kann dies simuliert werden.
Danach wird der Vakuumwert des Haltekreises für jedes Segment gemessen.
Mithilfe der Ergebnisse dieser Messungen können letztendlich auf folgende Ursachen Rückschlüsse
gezogen werden:
1. Defekte Filterscheiben
2. Vakuum-Schläuche defekt oder verdreckt
3. Vakuum-Pumpe defekt
4. Vakuum-Pumpenkreislauf undicht
5. Haltekreis verdreckt
6. Undichte Vakuumpipette
7. Schlechter Pipettensitz
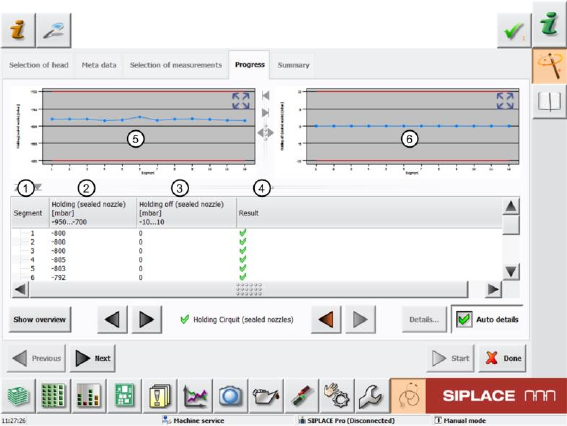
4.2.2 Erklärung des Messergebnisses im Menü Progress
Nach Beendigung der Messung erscheint im Menü Progress folgendes Ergebnis:
Abbildung 15: Holding Circuit (sealed nozzles) – Menü Progress
Das gezeigte Ergebnis ist die Messung des Haltekreises eines CPP-Kopfes. Bei einem CP20P/A
schaut der Screen leicht unterschiedlich aus, aber das Ergebnis ist gleich!