0197786-01_BA_HeadVerification_708_DE.pdf - 第47页
SIPLACE „Head Ver ification“ Bedienungsanleitun g Ausgabe 01/2015 47 Abbildung 31 : Ergebni s -PDF Head en durance run 0100 5_2 Punkt 1: Anhand der Diagram me Z down pick min/m ax und Z down place min/m ax und den dazuge…
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
46
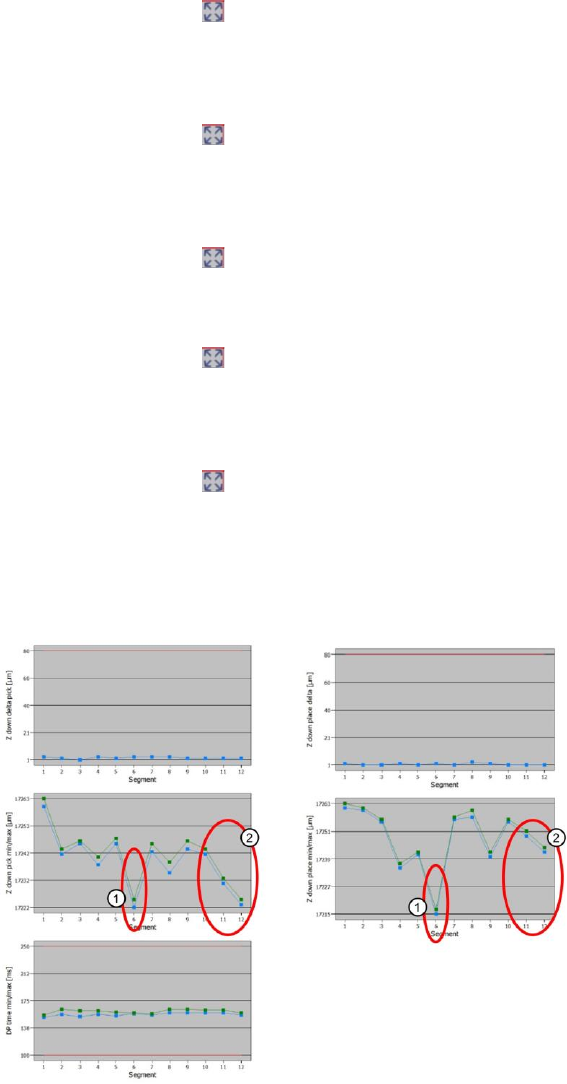
15. In diesem Diagramm werden die Werte Z down delta pick [µm] (3) der Segmente dargestellt.
Blaue Linie Z down delta pick [µm]
Rote Grenzlinien Toleranzen Min und Max (in unserem Fall 0..80µm)
Mit dem Button kann das Diagramm vergrößert werden.
16. In diesem Diagramm werden die Werte Z down pick min/max [µm] (11,12) der Segmente
dargestellt.
Blaue Linie Z down pick min [µm]
Grüne Linie Z down pick max [µm]
Mit dem Button kann das Diagramm vergrößert werden.
17. In diesem Diagramm werden die Werte DP time min/max [ms] (5,6) der Segmente dargestellt.
Blaue Linie DP time min [ms]
Grüne Linie DP time max [ms]
Rote Grenzlinien Toleranzen Min und Max (in unserem Fall 100..250ms)
Mit dem Button kann das Diagramm vergrößert werden.
18. In diesem Diagramm werden die Werte Z down delta place [µm] (4) der Segmente dargestellt.
Blaue Linie Z down delta pick [µm]
Rote Grenzlinien Toleranzen Min und Max (in unserem Fall 0..80µm)
Mit dem Button kann das Diagramm vergrößert werden.
19. In diesem Diagramm werden die Werte Z down place min/max [µm] (13,14) der Segmente
dargestellt.
Blaue Linie Z down place min [µm]
Grüne Linie Z down place max [µm]
Mit dem Button kann das Diagramm vergrößert werden.
4.7.3 Erklärung des Messergebnisses anhand der Ergebnis-PDF
Diese Ergebnisse kann man sehen, wenn man im Summary-Menü nach unten scrollt, oder eine
Ergebnis-PDF erzeugt!
Abbildung 30: Ergebnis-PDF Head endurance run 01005_1
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
47
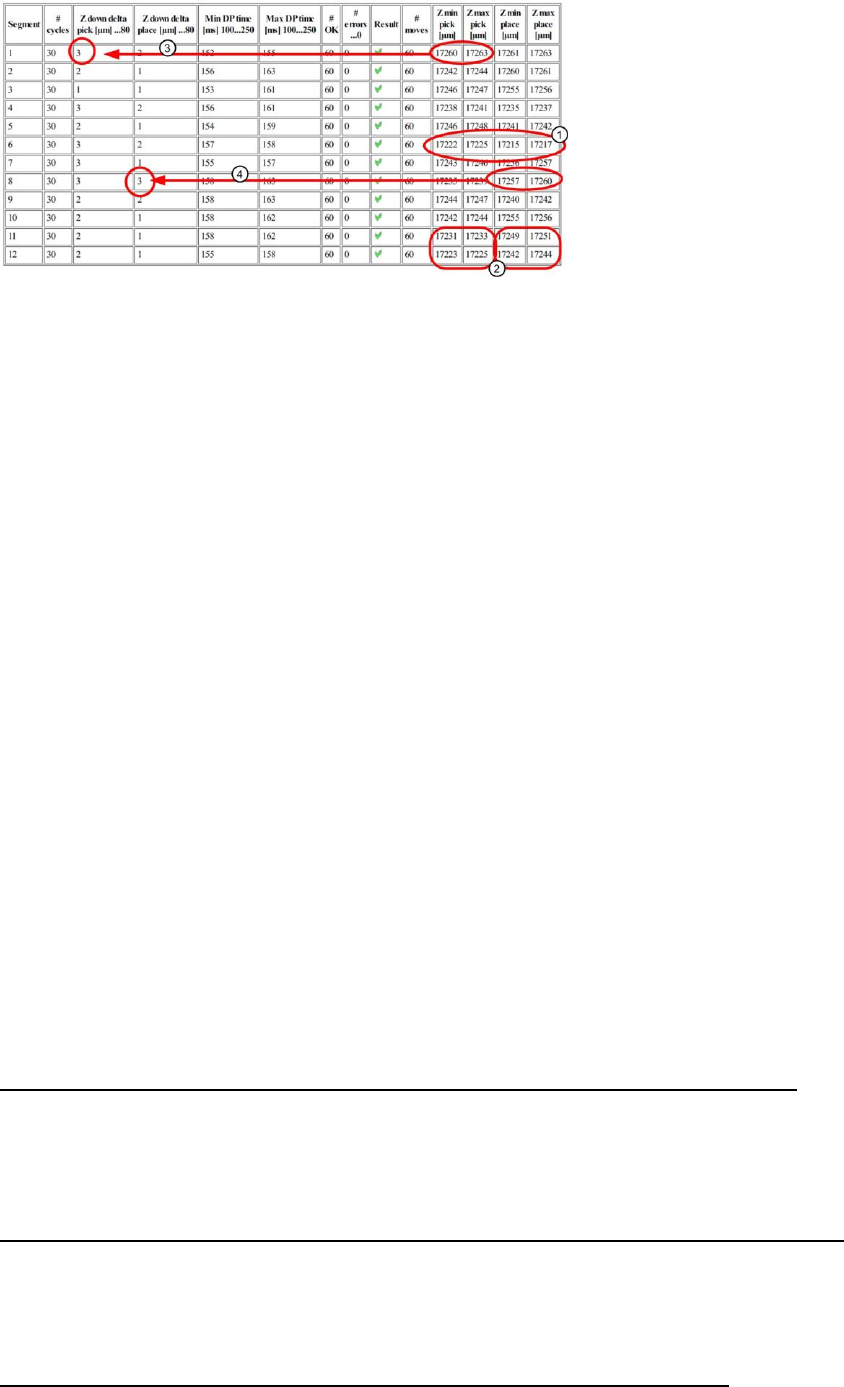
Abbildung 31: Ergebnis-PDF Head endurance run 01005_2
Punkt 1:
Anhand der Diagramme Z down pick min/max und Z down place min/max und den dazugehörigen
Messwerten in der Tabelle ist ersichtlich, dass Segment 6 von allen anderen Segmenten signifikant
abweicht, sowohl beim Abholen als auch beim Bestücken! Im Vergleich zu allen anderen Segmenten
kommt dieses Segment bei beiden Bewegungen nicht so weit nach unten.
Eventuell handelt es sich hier um eine schwerlaufende Linearführung des Segments.
Punkt 2:
Anhand der Diagramme Z down pick min/max und Z down place min/max und den dazugehörigen
Messwerten in der Tabelle ist ersichtlich, dass für die Segmente 11 und 12 eine signifikante
Abweichung zwischen Abholen und Bestücken zu sehen ist. Beim Abholen kommt die Z-Achse nicht
so weit nach unten wie beim Bestücken.
Eine mögliche Ursache wäre vielleicht, dass die Linearführungen der DP zu schwergängig laufen,
somit sich hier ein Austausch des Segments oder der Linearführung der DP ankündigt.
Punkt 3:
Hier kann man sehen, wie sich der Wert Z down delta pick [ms] aus den beiden Grenzwerten Z min
pick [ms] und Z max pick [max] ergibt. Ein Wert, der in Richtung des oberen Grenzwertes (in diesem
Beispiel 80µm) geht, deutet auf ein Problem mit der Linearführung des Segmentes hin.
Punkt 4:
Hier kann man sehen, wie sich der Wert Z down delta place [ms] aus den beiden Grenzwerten Z min
place [ms] und Z max place [max] ergibt. Ein Wert, der in Richtung des oberen Grenzwertes (in
diesem Beispiel 80µm) geht, deutet auf ein Problem mit der Linearführung des Segmentes hin.
4.7.4 Deutung der Ergebnisse
Fehler bei Z down delta pick [µm] und Z down delta place [µm] an allen Segmenten:
1. Z-Motor defekt Austausch Z-Motor
2. Linearführung des Z-Motor ist schwergängig Austausch Z-Motor
3. Leseeinheit des Z-Motor ist verschmutzt Reinigung des Leseeinheit
Fehler bei Z down delta pick [µm] oder Z down delta place [µm] an einzelnen Segmenten:
1. Linearführung der DP ist schwergängig Austausch DP
2. Linearführung des Segments ist schwergängig Austausch Linearführung
Segment
Fehler bei Min DP time [ms] oder Max DP time [ms] an einzelnen Segmenten:
1. Internes Problem der DP/Segment Austausch DP/Segment

SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
48
4.8 Messung „Head endurance run LS“
Für diese Messungen werden folgende Teile benötigt:
CPP: 12x Nozzletype 2057 03070280-01 (Kalibrierpipette)
CP20P: 20x Nozzletype 4235 03098748-01 (Kalibrierpipette)
CP20A: 20x Nozzletype 1235 03015222-01 (Kalibrierpipette)
4.8.1 Erklärung der Messung – Ablauf
Mit der Messung „Head endurance run LB“ werden die Ist-Positionsabweichungen der Z-Achse
ermittelt und auch der minimale und maximale Weg der Segmente während dem Abholen und
Bestücken. Ebenso werden die Positionierzeiten der DP-Antriebe für eine Drehung von 0° auf 180°
protokolliert und können für eine Beurteilung der DP-Qualität herangezogen werden.
Mithilfe der Ergebnisse dieser Messungen können letztendlich auf folgende Ursachen Rückschlüsse
gezogen werden:
1. Schwergängigkeit der DP-Antriebe
2. Zustand der Linearführungen Z-Motor
3. Zustand der Linearführungen DP/Segment
4. Montage und Zustand Anti glare shield (Blendschaltring)
5. Zustand Lichtschranke Z-Unten
Ablauf der Messung im Detail:
1. Der Kopf wird über der Höhenreferenzlaufposition auf der festen Transportwange positioniert.
2. Segment 1 wird durch den Stern in die Bestückposition gedreht.
3. Die Z-Achse wird mit dem Verfahrprofil TP5 [TP5 LIGHT BARRIER] nach unten positioniert und
ein Abholen simuliert. Sobald die Lichtschranke Z-Unten die Endemeldung ausgibt, wird der
Wert für die Position der Endemeldung als Z Pick [µm] gespeichert.
4. Ebenso wird beim Herunterfahren die DP auf 0° positioniert. Dies ergibt eine Positionierzeit DP
time [ms].
5. Nun fährt die Z-Achse mit Verfahrprofil TP1 wieder nach oben.
6. Die Z-Achse wird zum Bestücken mit dem Verfahrprofil TP5 [TP5 LIGHT BARRIER] nach
unten positioniert. Sobald die Lichtschranke Z-Unten die Endemeldung ausgibt, wird der Wert
für die Position der Endemeldung als Z Place [µm] gespeichert.
7. Ebenso wird beim Herunterfahren die DP auf 180° positioniert. Dies ergibt eine Positionierzeit
DP time [ms].
8. Nun fährt die Z-Achse mit Verfahrprofil TP1 wieder nach oben.
9. Dieser Ablauf wird für Segment 1 nun 50x durchlaufen, was insgesamt 100x Bewegungen (50x
Abholen / 50x Bestücken) der Z-Achse entspricht und auch insgesamt 100x Positionierzeiten
für die DP ergibt.
10. Alle Abholpositionen Z-Pick [µm] werden intern gespeichert und es werden die minimalen (Z
min pick [µm]) und maximalen (Z max pick [µm]) Position zur Auswertung benutzt.
11. Alle Bestückpositionen Z-Place [µm] werden intern gespeichert und es werden die minimalen
(Z min place [µm]) und maximalen (Z max place [µm]) Position zur Auswertung benutzt.
12. Ebenso werden die Positionierzeiten der Drehungen eines jeden Segments um 180°
ausgewertet und ergeben dann eine minimale (Min DP Time [ms]) und maximale (Max DP
Time [ms]) für jedes Segment.
13. Jetzt dreht der Stern das Segment 2 in die Bestückposition
14. Die Sequenzen 3.-13. werden nun für alle weiteren Segmente durchlaufen.