0197786-01_BA_HeadVerification_708_DE.pdf - 第51页
SIPLACE „Head Ver ification“ Bedienungsanleitun g Ausgabe 01/2015 51 4.8.3 Erklärung des Messergebnisses anhand der Ergebnis-PDF Diese Ergebnisse k ann man sehen, wenn man im Summar y-Menü nac h unten scrollt, oder eine …

SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
50
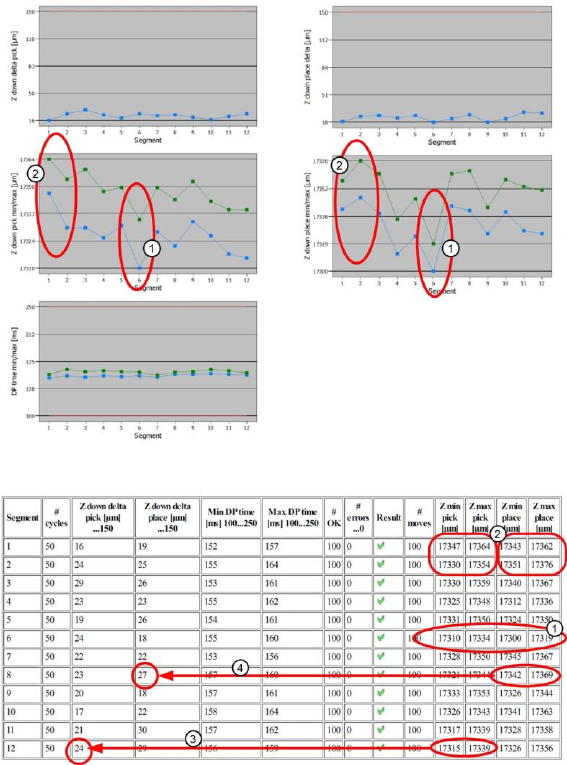
4. Ermittelter Wert Z down delta place [µm]
Dieser Wert ergibt sich aus der Differenz aus dem kleinsten (Z min place [µm] (13)) und dem
größten (Z max place [µm] (14)) Positionswert der Z-Achsenpositionierung nach Schalten der
Lichtschranke Z-Unten bei den Abholzyklen.
Dieser Wert muss innerhalb einer plausiblen Toleranz (in unserem Beispiel von 0..150µm)
liegen!
Z down delta place [µm] = Z max place [µm] - Z min place [µm]
5. Der Wert Min DP time [ms] ist die kürzeste erreichte Positionierzeit der DP beim Positionieren
um 180°. Dieser Wert muss innerhalb einer plausiblen Toleranz (in unserem Beispiel von
100..250ms) liegen!
6. Der Wert Max DP time [ms] ist die längste benötigte Positionierzeit der DP beim Positionieren
um 180°. Dieser Wert muss innerhalb einer plausiblen Toleranz (in unserem Beispiel von
100..250ms) liegen!
7. Ergebnis-Anzeige, wie viele Hübe erfolgreich waren
8. Anzahl der Fehler während der 50x Gesamtzyklen.
9. Ergebnis-Anzeige (OK grüner Hacken / NOK rotes X)
10. Anzahl der Einzelbewegungen der Z-Achse (in unserem Fall 50x ab + 50x auf = 100)
11. Z min pick [µm] ist der kleinste erreichte Positionswert der Z-Achsenpositionierung nach
Schalten der Lichtschranke Z-Unten bei den Abholzyklen. Dieser Wert wird für die Berechnung
von Z down delta pick [µm] (3) verwendet.
12. Z max pick [µm] ist der größte erreichte Positionswert der Z-Achsenpositionierung nach
Schalten der Lichtschranke Z-Unten bei den Abholzyklen. Dieser Wert wird für die Berechnung
von Z down delta pick [µm] (3) verwendet.
13. Z min place [µm] ist der kleinste erreichte Positionswert der Z-Achsenpositionierung nach
Schalten der Lichtschranke Z-Unten bei den Bestückzyklen. Dieser Wert wird für die
Berechnung von Z down delta place [µm] (4) verwendet.
14. Z max place [µm] ist der größte erreichte Positionswert der Z-Achsenpositionierung nach
Schalten der Lichtschranke Z-Unten bei den Bestückzyklen. Dieser Wert wird für die
Berechnung von Z down delta place [µm] (4) verwendet.
15. In diesem Diagramm werden die Werte Z down delta pick [µm] (3) der Segmente dargestellt.
Blaue Linie Z down delta pick [µm]
Rote Grenzlinien Toleranzen Min und Max (in unserem Fall 0..150µm)
Mit dem Button kann das Diagramm vergrößert werden.
16. In diesem Diagramm werden die Werte Z down pick min/max [µm] (11,12) der Segmente
dargestellt.
Blaue Linie Z down pick min [µm]
Grüne Linie Z down pick max [µm]
Mit dem Button kann das Diagramm vergrößert werden.
17. In diesem Diagramm werden die Werte DP time min/max [ms] (5,6) dargestellt.
Blaue Linie DP time min [ms]
Grüne Linie DP time max [ms]
Rote Grenzlinien Toleranzen Min und Max (in unserem Fall 100..250ms)
Mit dem Button kann das Diagramm vergrößert werden.
18. In diesem Diagramm werden die Werte Z down delta place [µm] (4) der Segmente dargestellt.
Blaue Linie Z down delta pick [µm]
Rote Grenzlinien Toleranzen Min und Max (in unserem Fall 0..150µm)
Mit dem Button kann das Diagramm vergrößert werden.
19. In diesem Diagramm werden die Werte Z down place min/max [µm] (13,14) dargestellt.
Blaue Linie Z down place min [µm]
Grüne Linie Z down place max [µm]
Mit dem Button kann das Diagramm vergrößert werden.
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
51
4.8.3 Erklärung des Messergebnisses anhand der Ergebnis-PDF
Diese Ergebnisse kann man sehen, wenn man im Summary-Menü nach unten scrollt, oder eine
Ergebnis-PDF erzeugt!
Abbildung 34: Ergebnis-PDF Head endurance run LS_1
Abbildung 35: Ergebnis-PDF Head endurance run LS_2
Punkt 1:
Anhand der Diagramme Z down pick min/max und Z down place min/max und den dazugehörigen
Messwerten in der Tabelle ist ersichtlich, dass Segment 6 von allen anderen Segmenten signifikant
abweicht, sowohl beim Abholen als auch beim Bestücken! Gegenüber allen anderen Segmenten
kommt dieses Segment bei beiden Bewegungen nicht so weit nach unten.
Eventuell handelt es sich hier um eine schwerlaufende Linearführung des Segments oder die
Lichtschranke schaltet immer aufgrund eines defekten Blendschaltring (Anti Glare Shield) früher oder
das Lichtschrankenfenster im Segment CPP ist verschmutzt.
Punkt 2:
Anhand der Diagramme Z down pick min/max und Z down place min/max und den dazugehörigen
Messwerten in der Tabelle ist ersichtlich, dass für die Segmente 1 und 2 eine signifikante Abweichung
zwischen Abholen und Bestücken zu sehen ist. Beim Abholen kommt die Z-Achse nicht so weit nach
unten wie beim Bestücken.
Eine mögliche Ursache wäre vielleicht, dass die Linearführungen der DP zu schwergängig laufen,
somit sich hier ein Austausch des Segments oder der Linearführung der DP ankündigt.
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
52
Punkt 3:
Hier kann man sehen, wie sich der Wert Z down delta pick [ms] aus den beiden Grenzwerten Z min
pick [ms] und Z max pick [max] ergibt. Ein Wert, der in Richtung des oberen Grenzwertes (in diesem
Beispiel 150µm) geht, deutet auf ein Problem mit der Linearführung des Segmentes hin.
Punkt 4:
Hier kann man sehen, wie sich der Wert Z down delta place [ms] aus den beiden Grenzwerten Z min
place [ms] und Z max place [max] ergibt. Ein Wert, der in Richtung des oberen Grenzwertes (in
diesem Beispiel 150µm) geht, deutet auf ein Problem mit der Linearführung des Segmentes hin.
4.8.4 Deutung der Ergebnisse
Fehler bei Z down delta pick [µm] und Z down delta place [µm] an allen Segmenten:
1. Z-Motor defekt Austausch Z-Motor
2. Linearführung des Z-Motor schwergängig Austausch Z-Motor
3. Leseeinheit Z-Motor verschmutzt Reinigung des Leseeinheit
4. Lichtschranke Z-Unten verschmutzt / defekt Reinigen / Tausch der Lichtschranke
Fehler bei Z down delta pick [µm] oder Z down delta place [µm] an einzelnen Segmenten:
1. Linearführung der DP schwergängig Austausch DP
2. Linearführung des Segments schwergängig Austausch Linearführung Segment
3. Anti glare shield defekt oder schlecht montiert Austausch Anti glare shield
4. Lichtschranke im Segment verschmutzt Reinigen der LS durch das Fenster
Fehler bei Min DP time [ms] oder Max DP time [ms] an einzelnen Segmenten:
1. Internes Problem der DP/Segment Austausch DP/Segment
4.9 Messung „Segment offset up & down (fast)“
Für diese Messungen werden folgende Teile benötigt:
CPP: 12x Nozzletype 2057 03070280-01 (Kalibrierpipette)
CPP: Kalibrierteil CPP 03010565-01
CP20P: 20x Nozzletype 4235 03098748-01 (Kalibrierpipette)
CP20A: 20x Nozzletype 1235 03015222-01 (Kalibrierpipette)
C&P20A/P: Kalibrierteil 03034148-01
4.9.1 Erklärung der Messung – Ablauf
Mit der Messung „Segment offset up & down (fast)“ wird ein Schnelltest gemacht, inwiefern sich ein
Segment außerhalb seiner Rotationsachse befindet, also verbogen ist. Falls bei dieser Vermessung
ein Segment außerhalb der Grenzwerte ist, also zu sehr verbogen ist, so werden alle nachfolgenden
Messung abgebrochen, da der Kopf (also durch dieses Segment) nicht mehr in einem
Produktionsfähigen Zustand ist. Das Segment muss sofort ausgetauscht werden, um weitere Messung
sinnvoll durchführen zu können.
Diese Aussermittigkeit der Segmentmitte zur Mitte der Kamera wird als Segmentoffset bezeichnet. Es
gibt einen Segment offset up, welcher die Rotation (Offset) des Segmentes im eingefahrenen Zustand
zur Bauelementekamera beschreibt. Der Segment offset unten beschreibt dann die Rotation des
Segmentes in der unteren Position. Diese Position beschreibt dann die Aussermittigkeit der
Segmentachse in der Abhol- bzw. Bestückposition, somit dem Offset zwischen Bauelemente- und
Leiterplattenkamera. Diese Vermessung ist wichtig, damit die Maschine beim Abholen bzw. Bestücken
diesen Versatz in die Sollpositionen miteinrechnen kann und somit erhöht sich die Abhol- bzw.
Bestückgenauigkeit. Die Messung „Segment offset up & down (fast)“ wird für jedes Segment in der