0197786-01_BA_HeadVerification_708_DE.pdf - 第61页
SIPLACE „Head Ver ification“ Bedienungsanleitun g Ausgabe 01/2015 61 Ablauf der Messung im Detail: 1. Zuerst wird der Kopf über d ie Höhenreferen zlaufposition an der T ransportwange p ositioniert. 2. Segm ent 1 wird mit…
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
60
4.10.3 Erklärungen des Messergebnissen anhand der Ergebnis-PDF
Diese Ergebnisse kann man sehen, wenn man im Summary-Menü nach unten scrollt, oder eine
Ergebnis-PDF erzeugt!
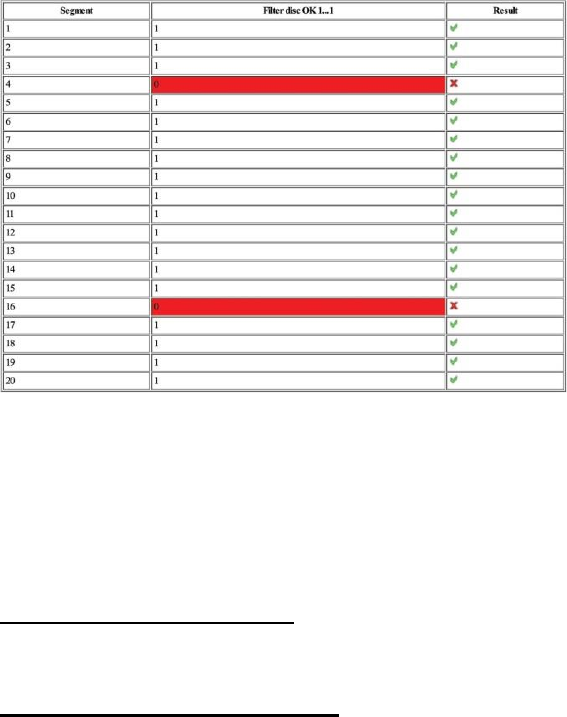
Abbildung 40 Ergebnis-PDF Filter Disc
Hier ist ersichtlich, dass die Filterscheibe an Segment 4 und Segment 16 als fehlerhaft erkannt worden
ist. Leider kann man aufgrund der Übersicht nicht die Ursache erkennen. Das aufgezeichnete Bild der
Kamera (Kapitel 6.10.2 Legende 4.) ist nach Erzeugen der PDF gelöscht worden.
4.10.4 Deutung der Ergebnisse
Fehler bei allen Filterscheiben:
1. Überprüfen der Bauelementekamera auf Verunreinigung
Fehler bei einzelnen Filterscheiben:
1. Filterscheibe verunreinigt Austausch der Filterscheibe
2. Filterscheibe gebrochen Austausch der Filterscheibe
3. Filterscheibe fehlt Einbau einer neuen Filterscheibe
4. Filterscheibe fehlt bei jedem Test Überprüfung der Filterscheibenaufnahme am DP, ob hier
eine Beschädigung vorliegt Austausch DP
4.11 Messung „Z/DP Positioning“
Für diese Messungen werden folgende Teile benötigt:
CPP: 12x Nozzletype 2069 03094135-01 (Vakuumpipette rot geschlossen)
4.11.1 Erklärung der Messung – Ablauf
Mit dieser Messung wird die Abweichung zwischen der Lichtschranke Z-Unten und dem BE-Sensor in
Abhängigkeit von der Winkelstellung des Segments gemessen.
Mithilfe der Ergebnisse dieser Messungen können letztendlich auf folgende Ursachen Rückschlüsse
gezogen werden:
1. Zustand der Linearführung einzelner Segmente
2. Zustand und Sauberkeit der Lichtschranke Z-Unten am Segment (DP)
3. Zustand des BE-Sensor

SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
61
Ablauf der Messung im Detail:
1. Zuerst wird der Kopf über die Höhenreferenzlaufposition an der Transportwange positioniert.
2. Segment 1 wird mit dem Verfahrprofil TP5 [TP5 LIGHT BARRIER] nach unten positioniert.
Das Segment hat den Dreh-Winkel 0°.
3. Während der Abwärtsbewegung wird der BE-Sensor überwacht.
Sobald der BE-Sensor von der Pipettenspitze unterbrochen wurde, wird dieser Wert als CS
pos 1 [µm] gespeichert. Dies ist nun der Wert für den Weg der Z-Achse, wenn die Pipette am
Segment 1 mit 0° den BE-Sensor unterbricht.
4. Wenn die Pipette auf die Höhenreferenzlaufposition der Transportwange trifft, wird die Feder
im Segment komprimiert und die Lichtschranke Z-Unten wird vom Schaltring betätigt. Dieses
Position wird als Endemeldung ausgegeben. Der Wert wird als Measure 1 [µm] für Segment
1 mit 0° gespeichert
5. Segment 1 wird mit dem Verfahrprofil TP1 nach oben gefahren.
6. Segment 1 wird um 60° gedreht 60° absolut
7. Segment 1 wird erneut mit dem Verfahrprofil TP5 [TP5 LIGHT BARRIER] nach unten
positioniert. Das Segment hat den Dreh-Winkel 60°.
8. Während der Abwärtsbewegung wird der BE-Sensor überwacht.
Sobald der BE-Sensor von der Pipettenspitze unterbrochen wurde, wird dieser Wert als CS
pos 2 [µm] gespeichert. Dies ist nun der Wert für den Weg der Z-Achse, wenn die Pipette am
Segment 1 mit 60° den BE-Sensor unterbricht.
9. Wenn die Pipette auf die Höhenreferenzlaufposition der Transportwange trifft, wird die Feder
im Segment komprimiert und die Lichtschranke Z-Unten wird vom Schaltring betätigt. Dieses
Position wird als Endemeldung ausgegeben. Der Wert wird als Measure 2 [µm] für Segment
1 mit 60° gespeichert
10. Segment 1 wird mit dem Verfahrprofil TP1 nach oben gefahren.
11. Segment 1 wird nochmals um 60° gedreht 120° absolut
12. Jetzt werden die Sequenzen 2.-5. nochmal durchlaufen.
13. Dies wird für die weiteren absoluten Winkel 180° / 240° / 300° / 360° ebenfalls wiederholt.
14. Am Ende ergeben sich für das Segment 1 folgende Messwerte
Drehwinkel 0° BE-Sensorwert CS pos 1 [µm] & Z-Down LS Measure 1 [µm]
Drehwinkel 60° BE-Sensorwert CS pos 2 [µm] & Z-Down LS Measure 2 [µm]
Drehwinkel 120° BE-Sensorwert CS pos 3 [µm] & Z-Down LS Measure 3 [µm]
Drehwinkel 180° BE-Sensorwert CS pos 4 [µm] & Z-Down LS Measure 4 [µm]
Drehwinkel 240° BE-Sensorwert CS pos 5 [µm] & Z-Down LS Measure 5 [µm]
Drehwinkel 300° BE-Sensorwert CS pos 6 [µm] & Z-Down LS Measure 6 [µm]
Somit hat man für eine komplette Segmentdrehung im Abstand von jeweils 60°
Messergebnisse.
15. Nun werden die Sequenzen 2.-14. für alle weiteren Segmente durchgeführt.
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
62
4.11.2 Erklärung des Messergebnisses im Menü Progress
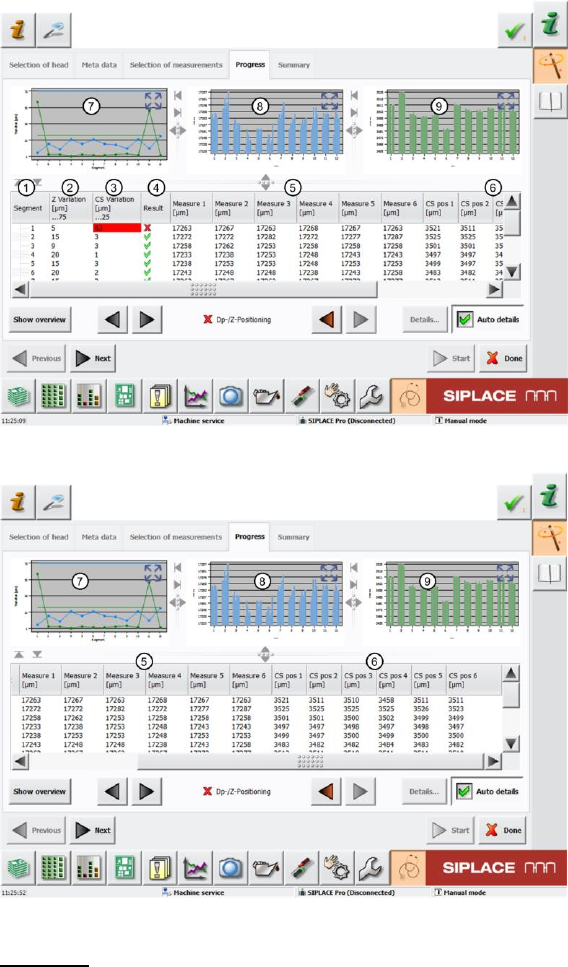
Nach Beendigung der Messung erscheint im Menü Progress folgendes Ergebnis:
Abbildung 41: Ergebnis DP-Z-Positioning_1
Abbildung 42: Ergebnis DP-Z-Positioning_2
Legende:
1. Gemessenes Segment
2. Ermittelter Wert Z Variation [µm] Dieser Wert errechnet sich aus der Differenz zwischen
dem minimalen und dem maximalen Wert der Measure 1 – Measure 6 (Endemeldung
Lichtschranke Z-Unten).
Z Variation [µm] = Maximaler Wert Measure 1-6 [µm] – Minimaler Wert Measure 1-6 [µm]
Der Wert Z Variation [µm] zeigt die Varianz der Endemeldung Lichtschranke Z-Unten in
Abhängigkeit vom Drehwinkel des Segments.
Der Wert Z Variation [µm] muss in einer plausiblen Toleranz (in unserem Fall 0..75µm) liegen.
Ist der Wert außerhalb der Toleranz, so kann eine exakte Bestückung bei jedem Winkel nicht
garantiert werden.
3. Ermittelter Wert CS Variation [µm] Dieser Wert errechnet sich aus der Differenz zwischen
dem minimalen und dem maximalen Wert der CS pos 1 – CS pos 6 (Unterbrechung des BE-
Sensor).
CS Variation [µm] = Maximaler Wert CS pos 1-6 [µm] – Minimaler Wert CS pos 1-6 [µm]
Der Wert CS Variation [µm] zeigt die Varianz der BE-Sensor CS pos 1-6 in Abhängigkeit vom
Drehwinkel des Segments.