0197786-01_BA_HeadVerification_708_DE.pdf - 第65页
SIPLACE „Head Ver ification“ Bedienungsanleitun g Ausgabe 01/2015 65 Aufgrund dieses k leinen Wertes ist auch der W ert CS Variati on [µm] außerhalb der erlaubten Toleranz. Eine zuverlässige Bestüc k ung über den gesam t…
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
64
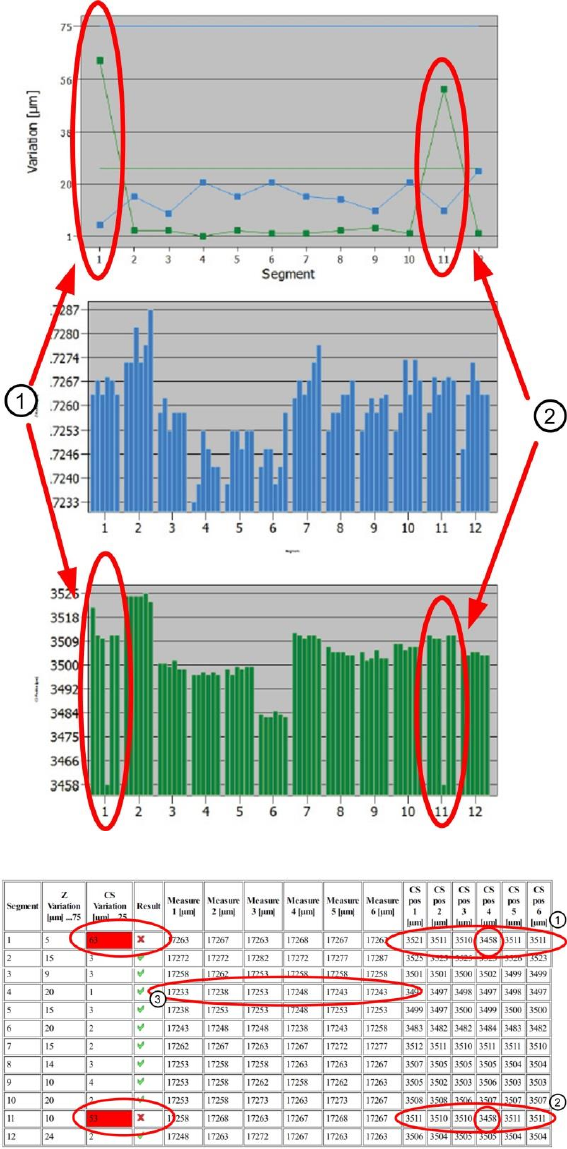
4.11.3 Erklärung des Messergebnisses anhand der Ergebnis-PDF
Diese Ergebnisse kann man sehen, wenn man im Summary-Menü nach unten scrollt, oder eine
Ergebnis-PDF erzeugt!
Abbildung 43: Ergebnis-PDF DP-Z-Positioning_1
Abbildung 44: Ergebnis-PDF DP-Z-Positioning_2
Hier kann man klar erkennen, dass beim Segment 1 (1) und auch beim Segment 11 (2) jeweils beim
Winkel 180° der BE-Sensorwert CS pos 4 [µm] früher schaltet. Dies zeigt sich dann auch im grünen
Balkendiagramm.
SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
65
Aufgrund dieses kleinen Wertes ist auch der Wert CS Variation [µm] außerhalb der erlaubten
Toleranz.
Eine zuverlässige Bestückung über den gesamten DP-Positionierbereich kann somit nicht mehr
gewährleistet werden.
Eine Überprüfung der Pipette auf einen korrekten Sitz wäre eine Möglichkeit, das Problem zu
beheben.
Beim Segment 4 (3) kann man als Beispiel sehen, dass der Wert Measure 1 [µm] für die
Lichtschranke Z-Unten beim DP-Winkel 0° etwas früher schaltet als bei anderen Winkeln.
Hier müsste man am Segment 4 die Lichtschranken durch die Service-Lucke reinigen und
gegebenenfalls auch den Schaltring säubern!
4.11.4 Deutung der Ergebnisse
Fehler bei Z Variation [µm] und CS Variation [µm] an allen Segmenten:
1. Mechanische Beschädigung der Linearführung Z-Achse Z-Antrieb austauschen
2. Leseeinheit Z-Achse verdreckt Z-Leseeinheit reinigen
Fehler bei Z Variation [µm] an einzelnen Segmenten:
1. Linearführung des Segments beschädigt Tausch Linearführung Segment
2. Überprüfung Lichtschranke Z-Unten Segment Reinigung der LS und Schaltring durch
Servicelucke
Fehler bei CS Variation [µm] an einzelnen Segmenten:
1. BE-Sensor verdreckt Reinigen der Optik
2. BE-Sensor defekt Austausch BE-Sensor
Fehler bei CS Variation [µm] an einzelnen Segmenten:
1. Linearführung des Segments beschädigt Tausch Linearführung Segment
2. Schlechter Pipettensitz Überprüfung der Pipettenschnittstelle
3. Schlechter Pipettensitz Austausch der Pipette
4.12 Messung „DP-Rotation test“
Für diese Messungen werden folgende Teile benötigt:
CPP: 12x Nozzletype 2057 03070280-01 (Kalibrierpipette)
CPP: 1x Kalibrierteil 03010565-01
CP20P: 20x Nozzletype 4235 03098748-01 (Kalibrierpipette)
CP20A: 20x Nozzletype 1235 03015222-01 (Kalibrierpipette)
C&P20A/P: 1x Kalibrierteil 03034148-01
4.12.1 Erklärung der Messung – Ablauf
Mit der Messung „DP-Rotation test“ wird ermittelt, wie zuverlässig eine DP den vorgegebenen
Drehwinkel erreicht.
Hierzu wird das Kalibrierteil mit der Pipette aufgenommen.
Dann wird das Kalibrierteil unter die Bauelementekamera gefahren und um 4° (4,000°) mit der DP
positioniert.
Nach dem Erreichen der Endemeldung, wird mithilfe der Bauelementekamera die Kalibrierteilstruktur
ausgewertet und man bekommt die reale Verdrehung des Kalibrierteils.

SIPLACE „Head Verification“
Bedienungsanleitung Ausgabe 01/2015
66
Der gemessene Drehwinkel des Kalibrierteiles muss nun innerhalb einer erlaubten plausiblen
Winkeltoleranz sein. Wird diese Toleranz unter- bzw. überschritten, so kann davon ausgegangen
werden, dass diese DP ein Problem mit der Positionierung des Drehwinkels hat.
Mithilfe der Ergebnisse dieser Messungen können letztendlich auf folgende Ursachen Rückschlüsse
gezogen werden:
1. Positioniergenauigkeit der DP-Achse der Segment
Ablauf der Messung im Detail:
Kalibrierpipetten sind an den Segmenten
1. Kopf wird über die Kalibrierteilablage gefahren.
2. Segment 1 holt Kalibrierteil ab.
3. Segment 1 wird mit dem Stern zu Bauelementekamera gedreht.
4. Bauelementekamera ermittelt die Position und den Winkel des Kalibrierteiles an der Pipette
5. Segment 1 wird um 4° (4,000°) gedreht
6. Bauelementekamera ermittelt die Position und den Winkel des Kalibrierteiles an der Pipette.
7. Der ermittelte Winkel des Kalibrierteiles muss innerhalb einer bestimmte Toleranz liegen,
welche die Positioniergenauigkeit der DP-Achse verifiziert!
4.12.2 Erklärung des Messergebnisses im Menü Progress
Nach Beendigung der Messung erscheint im Menü Progress folgendes Ergebnis:
Abbildung 45: Ergebnis DP Rotation
Legende:
1. Gemessenes Segment
2. Ermittelter Winkel DP rotation angle des Kalibrierteiles an der Pipette nach Auswertung
durch die Bauelementekamera.
Die Werte müssen innerhalb einer plausiblen Toleranz (in unserem Fall 3,800°..4,300°) sein.
3. Ergebnis-Anzeige (OK grüner Hacken / NOK rotes X)
4. In diesem Diagramm werden die Werte DP rotation angle (2) der Segmente dargestellt.
Blaue Linie DP rotation angle
Rote Linien untere und obere Grenzwerte (in unserem Fall 3,800°..4,300°)
Mit dem Button kann das Diagramm vergrößert werden.
5. Bild der Auswertung des Kalibrierteiles unter der Bauelementekamera