CX-1_机器控制参数.pdf - 第57页
R e v 2 . 0 0 机器控制参数 4-15 4-1-7 θ 轴 PTP 动作的速度比 图 4-1-7 θ 轴 PTP 动作的速度比 [1] 设定画面的显示方法 菜单∶ MNLA 时, [ 输入 ]→[Head]→[MNLA]→[T]→[PTP]→[ 速度比 ] F M L A 时, [ 输入 ]→[Head]→[FMLA]→[T]→[PTP]→[ 速度比 ] 起动∶ MNLA 时, [Head] 按键 →[MNLA]Tab→[T…
Rev2.00
机器控制参数
4-14
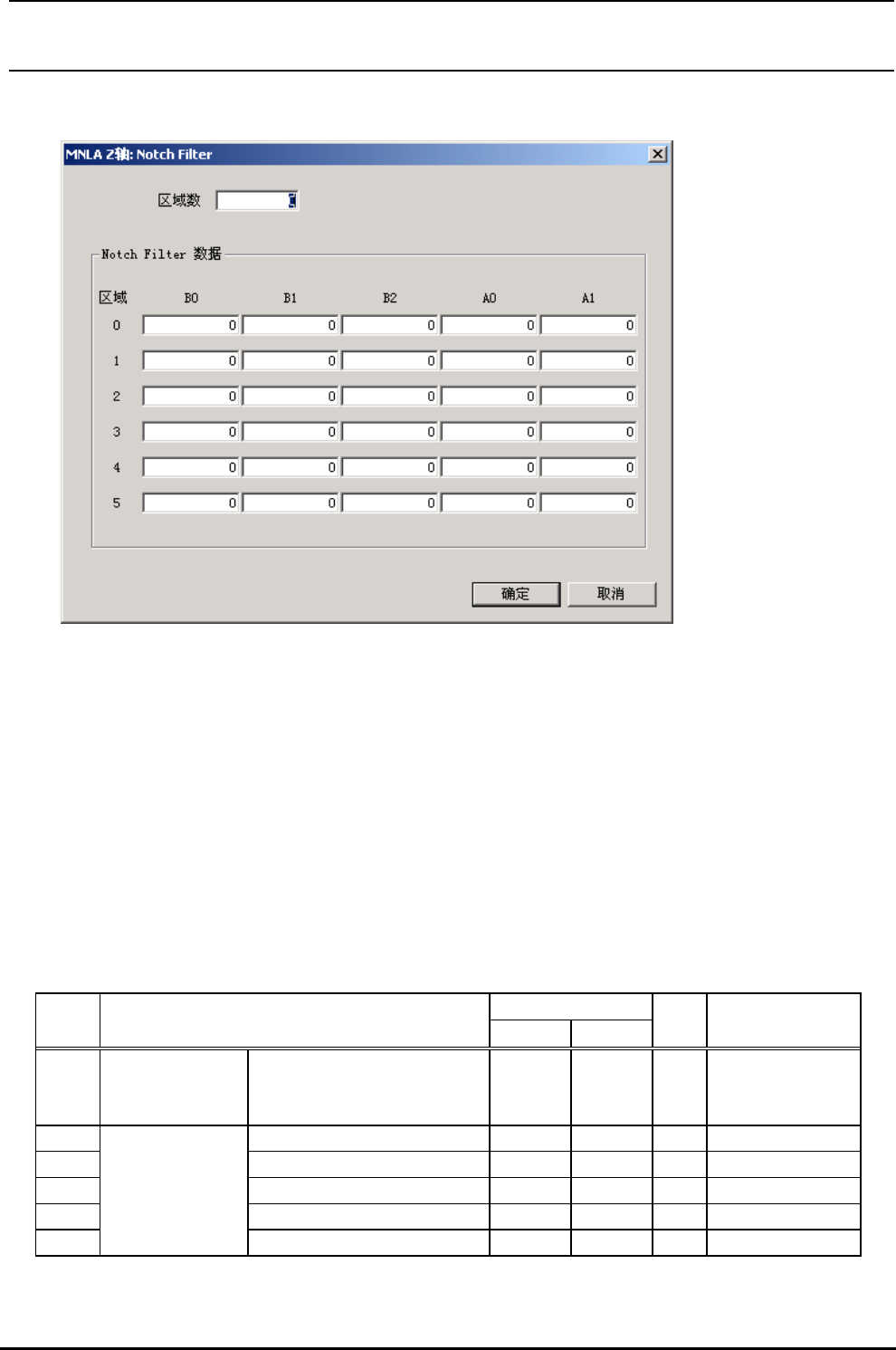
4-1-6 Z轴Notch Filter
图 4-1-6 Z轴 Notch Filter
(1)设定画面的显示方法
菜单∶MNLA 时,[输入]→[贴装头]→[MNLA]→[Z]→[Notch Filter]
FMLA时,[输入]→[贴装头]→[FMLA]→[Z]→[Notch Filter]
起动 :MNLA时,[贴装头]按键→[MNLA]Tab→[Z]Tab→[Notch Filter]Tab→[Notch Filter]按键
FMLA时,[贴装头]按键→[FMLA]Tab→[Z]Tab→[Notch Filter]Tab→[Notch Filter]按键
注) 变更后选择[OK]按键,催促注意与增益数据的统一性的确认画面被显示,在信息画面上按[OK]按键,
变更值变为有效,结束设定画面。在信息画面选择定[取消]按键,则返回设定画面。
(2)设定项目(MNLA、FMLA 通用)
输入范围
№ 项目
最小值 最大值
单
位
备考
1 部位数
Notch Filter 数据
的有效部位数
0~5
2 Analog 数据 B0
3 Analog 数据 B1
4 Analog 数据 B2
5 Analog 数据 A0
6
Notch Filter 数
据
(部位 0~5)
Analog 数据 A1
Rev2.00
机器控制参数
4-15
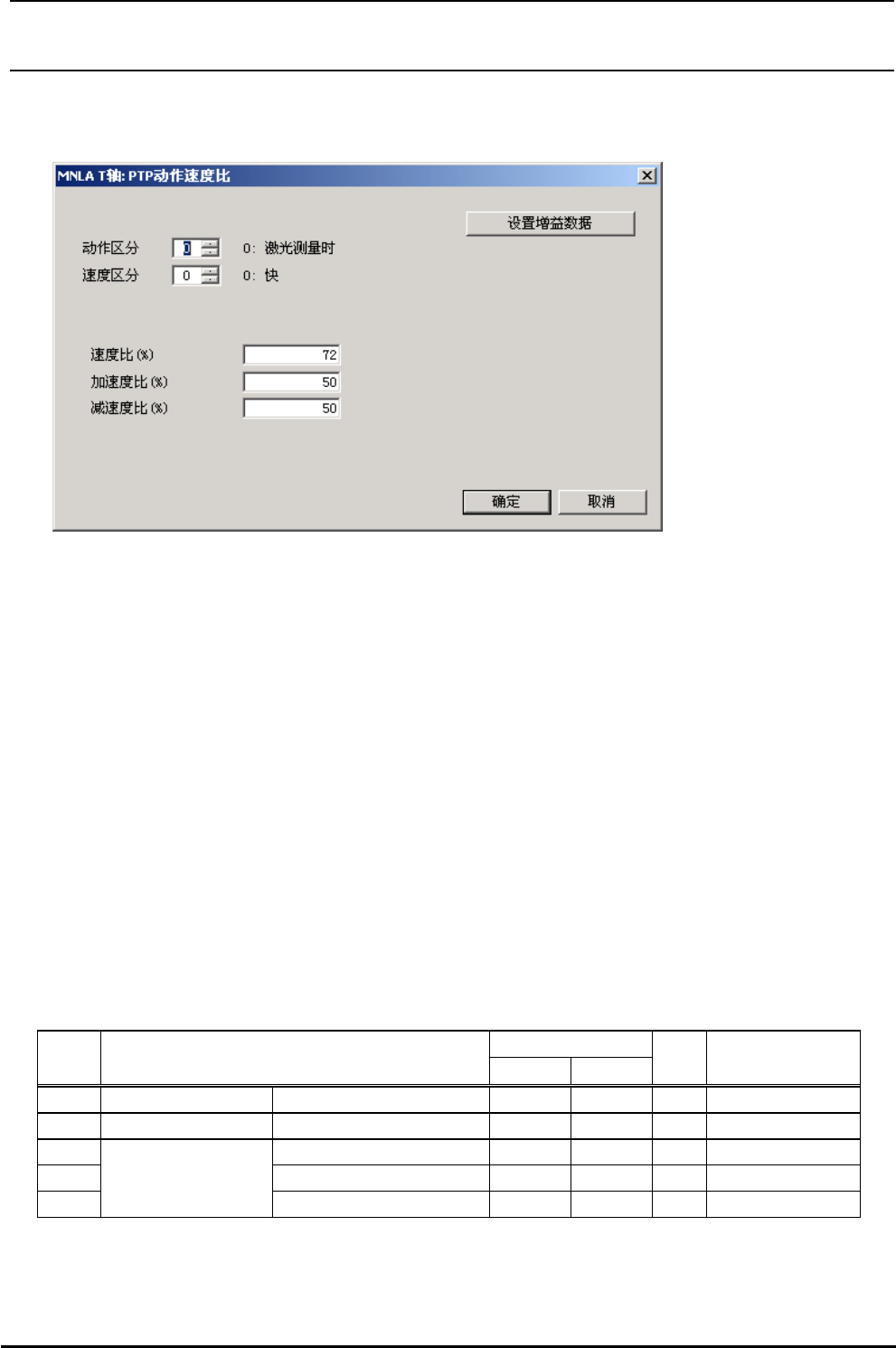
4-1-7 θ轴PTP动作的速度比
图 4-1-7 θ轴 PTP 动作的速度比
[1]设定画面的显示方法
菜单∶MNLA 时,[输入]→[Head]→[MNLA]→[T]→[PTP]→[速度比]
FMLA时,[输入]→[Head]→[FMLA]→[T]→[PTP]→[速度比]
起动∶MNLA 时,[Head]按键→[MNLA]Tab→[T]Tab→[PTP]Tab→[速度比]按键
FMLA时,[Head]按键→[FMLA]Tab→[T]Tab→[PTP]Tab→[速度比]按键
从增益设定画面(图 4-1-8)∶ [设置速度比]按键
注 1) 选择了[设置增益数据]按键之后,增益数据设定画面(图 4-1-8)被显示出来。此时,在现在显示的“动
作区分”、“速度区分”上显示出有关增益数据。
注 2) 从增益数据设定画面(图 4-1-8)显示出本画面后,不显示[设置增益数据]按键。此时,使用[OK]按
键或[取消]按键结束本画面之后,返回增益数据设定画面。
(2)设定项目(MNLA、F
MLA 通用)
输入范围
№ 项目
最小值 最大值
单
位
备考
1 动作区分 0 19 参照(3)动作区分
2 速度区分 0 7 参照(4)速度区分
3 速度比(%) % 0.0~100.0
4 加速度比(%) % 0.0~100.0
5
θ轴 PTP 动作的速
度表
减速度比(%) % 0.0~100.0
Rev2.00
机器控制参数
4-16
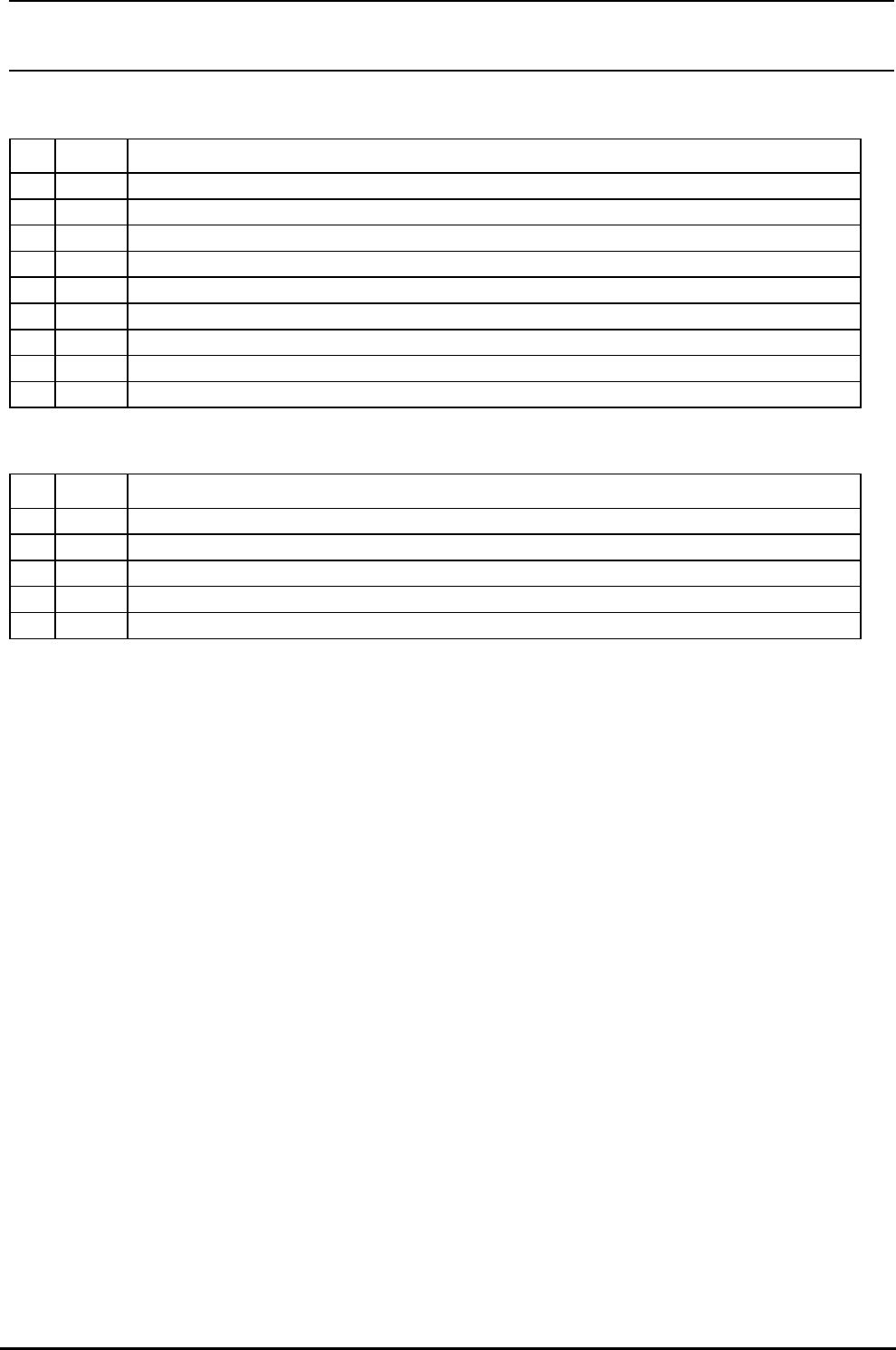
(3)动作类别
№ 类别 内 容
1 0 激光测定时
2 1 激光试验测定时
3 2 激光测定以外
4 3 VCS 识别动作时
5 4 贴片角度
6 5 无元件动作
7 6 生产动作之外(有标准化)
8 7 生产动作之外(无标准化)
9 8~19 预备
(4)速度类别
№ 类别 内 容
1 0 高速
2 1 中速
3 2 低速
4 3 超低速
5 4~7 预备