X系列用户手册(708.1以上)-中文.pdf - 第30页
1 介绍 《用户手册》 SIPLACE X- 系列 1.2 贴片机说明 使用软件版本 708.1 或更新 05/2015 版 30 1.2 贴片机说明 1.2.1 SIPLACE 原理 贴片头从料车中固定的供料器模块拾 取元件,然后将其贴装在已准备好 的印制板上。 已在其他 SIPLACE 贴片机 型中获得了验证的 “ 静止元件供给 ” 和 “ 静止 PCB” 原理,可以为您带 来多种决定性的优势: – 元件续料和料带接合 不会导致停机…
《用户手册》 SIPLACE X- 系列 1 介绍
使用软件版本 708.1 或更新 05/2015 版 1.1 贴片机总览
29
可选择三种贴片方法处理元件:
– 收集 & 贴片,
– 拾取 & 贴片,
– “ 收集 & 贴片 ” 和 “ 拾取 & 贴片 ” 方法的组合 (混合模式)。
SIPLACE X2 S 型贴片机有两个贴片区域,带有一个单轨传送导轨或者一个双轨传送导轨。双传
送导轨上可以同时贴装两块印制板。
共有四个供应元件的料位。这些料位可以装配元件料车并且可配置高达 40 条料轨。
SIPLACE X2 S 型贴片机有两个悬臂。位于 1 号贴片区域的悬臂对着 4 号料位。位于 2 号贴片区
的悬臂对着 2 号料位。
这些悬臂可以通过线性马达实现快速、精确定位,朝 X 轴和 Y 轴方向彼此独立地运行。
1.1.6.1 贴片头配置总览
T:0
CPP_H = 位于高装配位置的 Multistar CPP
CPP_L = 位于低装配位置的 Multistar CPP
1 号贴片区 2 号贴片区
C&P20 C&P20
C&P20 CPP_L
C&P20 CPP_H
CPP_L CPP_L
CPP_H CPP_H
CPP_L CPP_H
C&P20 TH
CPP_L TH
CPP_H TH
TH TH
1 介绍 《用户手册》 SIPLACE X- 系列
1.2 贴片机说明 使用软件版本 708.1 或更新 05/2015 版
30
1.2 贴片机说明
1.2.1 SIPLACE 原理
贴片头从料车中固定的供料器模块拾取元件,然后将其贴装在已准备好的印制板上。
已在其他 SIPLACE 贴片机型中获得了验证的 “ 静止元件供给 ” 和 “ 静止 PCB” 原理,可以为您带
来多种决定性的优势:
– 元件续料和料带接合不会导致停机。
– 无振动的元件供料器,可确保即便是最小的元件 (如, 03015 元件)也可以被稳妥地拾起。
– 由于 PCB 在贴片过程中不运动,因此元件不会滑落。
– 带有吸嘴交换器的贴片头组合始终能够保证每次贴装都能使用最优的吸嘴配置,从而减少了
移动行程且优化了贴装顺序。
极高的灵活性、效率和可靠设置保证 SIPLACE 贴片机可实现最佳的生产率。
最短时间的停机提高了利用率和生产率。
《用户手册》 SIPLACE X- 系列 1 介绍
使用软件版本 708.1 或更新 05/2015 版 1.2 贴片机说明
31
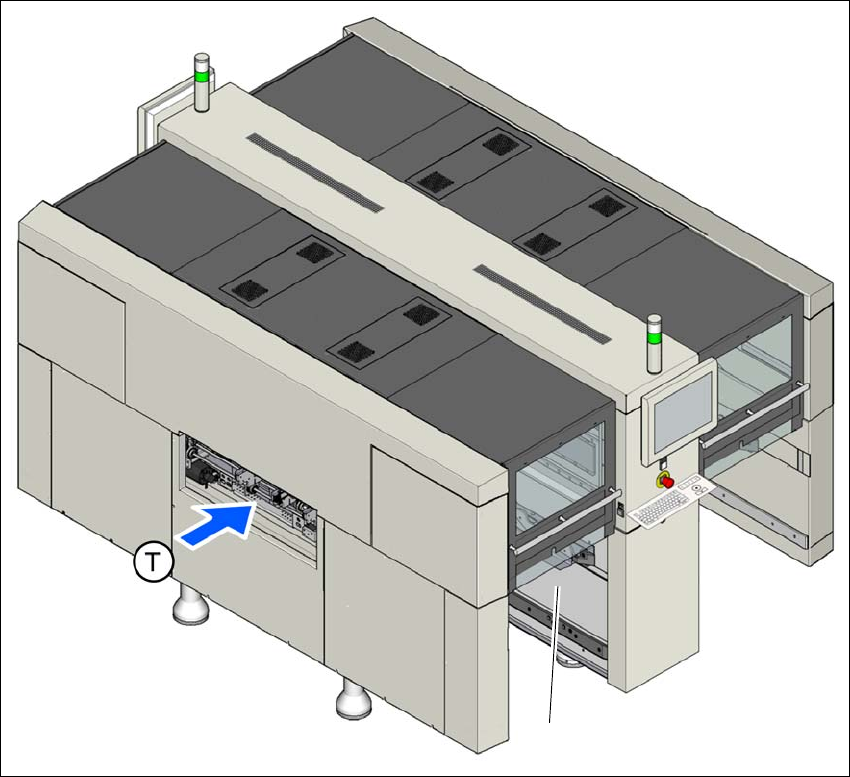
1.2.2 贴片机序列号
贴片机的序列号位于贴片机框架内侧的位置 1 处。
T:0
图 1.2 - 1 带有产品序列号的铭牌位置 (示例为 SIPLACE X2 S / X3 S / X4 S 贴片机)
(T) 行程方向
(1) 铭牌
(1)