SiplaceX4_en.pdf - 第250页
1 - 22 S tudent Guide SIPLACE X 6 Collect &Place-He ad 6/12 Edition 09/2005 22 6.2.6 Pollution and Compo nent s ar e Rejected / Nozzles T urned to 0° Fig. 6.2 - 8 Sequence vacuumcheck – The Gantry axes move the Colle…
1 - 21
Student Guide SIPLACE X
Edition 09/2005 6 Collect &Place-Head 6/12
21
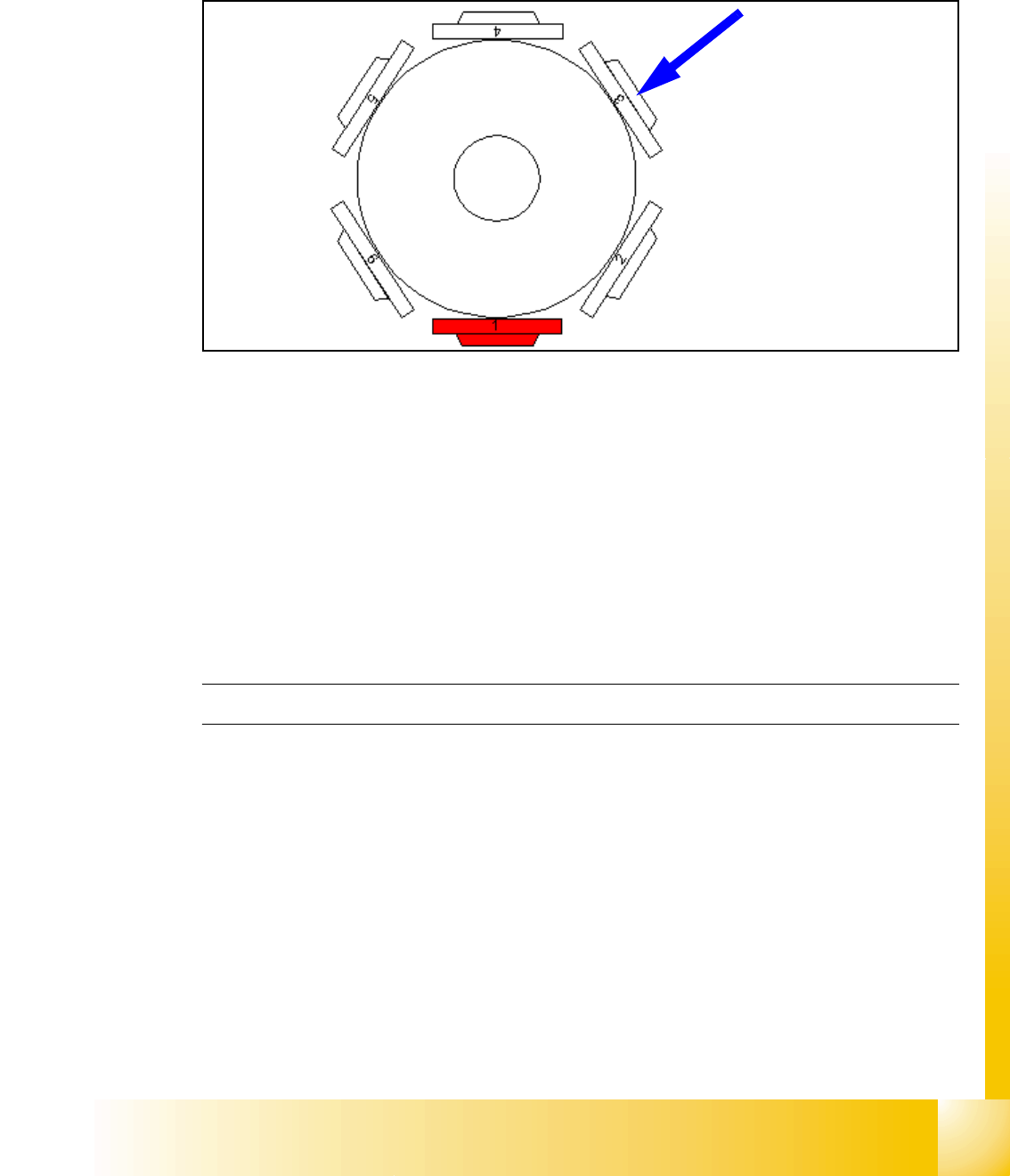
6.2.5 Reference Run at Dp-axis
The function of the DP axis is, to turn the nozzle in the correct pick up angle. After the component
recognition the DP-axis turn the components in correct placement angle.
Fig. 6.2 - 7 Reference run at DP-axis
– The segment now in the DP-station is turned to reference position. (Segment 3 at 6 nozzle
head / Segment 5 at 12 nozzle head.)
– Sequence: the DP-station swivels in. The axis starts and searches for the zero pulse. The Zero
pulse is checked on failure. The DP-station swivels out after the end signal.
– The swiveling function is controlled by the CAN-Bus.
– Turning the sleeve is controlled by the axis controller with signals from DP-position encoder.
– The zero point correction on the DP-axis is always 0 (because up to 12 segments are operated
by one drive).
C&P Head Reference run finished!
1 - 22
Student Guide SIPLACE X
6 Collect &Place-Head 6/12 Edition 09/2005
22
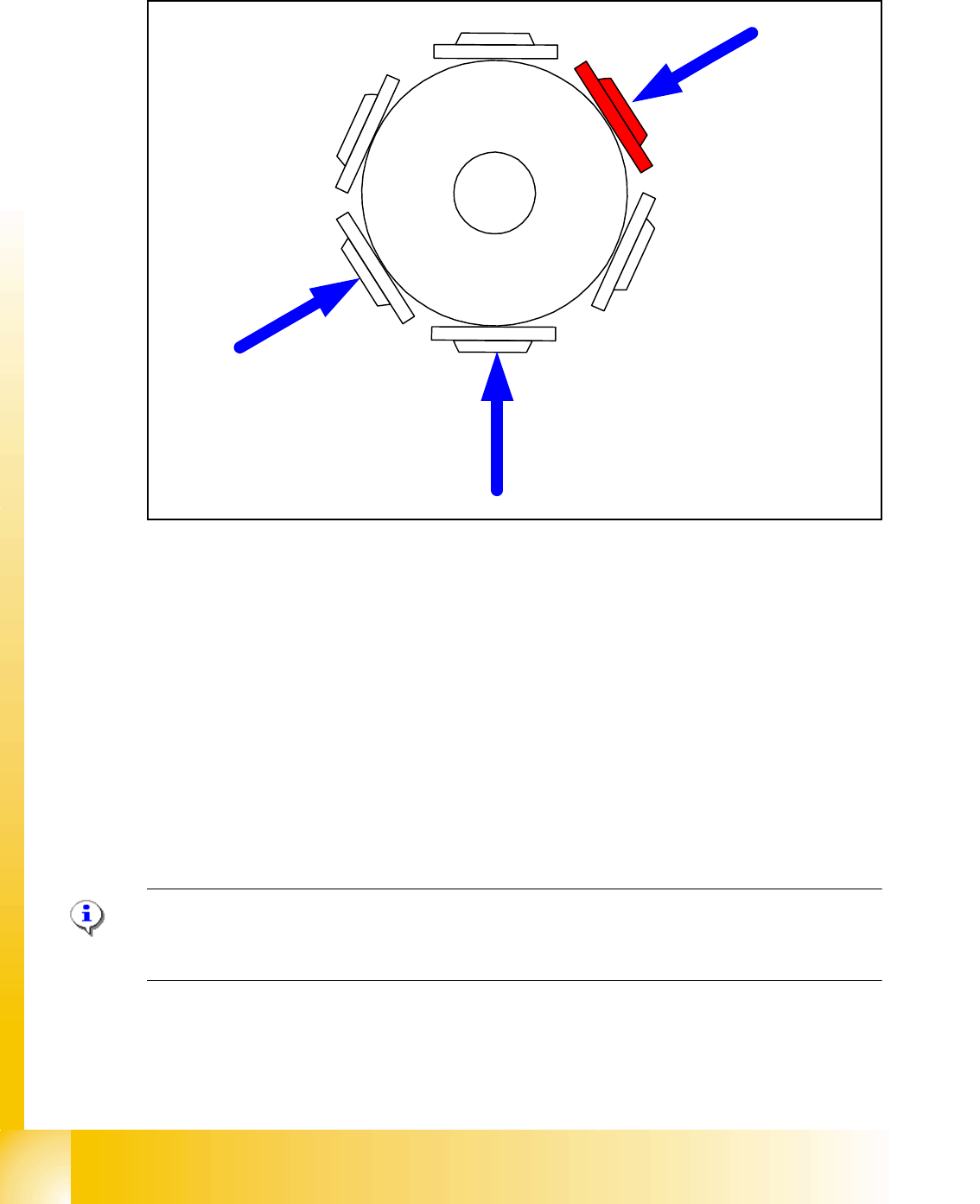
6.2.6 Pollution and Components are Rejected / Nozzles Turned to 0°
Fig. 6.2 - 8 Sequence vacuumcheck
– The Gantry axes move the Collect & Place head to the reject position.
– The star axes move anticlockwise and all three functions are carried out within a head cycle
and at same time (see Fig. 6.2 - 8).
1. The DP-station is swiveled in and turns each segment to 0° position.
2. The air kiss valve is opened, the valve drive of the reject position is activated and switches
between open and closed. Anything on the nozzle is rejected.The air kiss valve is closed.
3. The vacuum reference values at the pick-up
/ placement station are measured.
– These are the reference values for each segment for the vacuum checks during placement.
– These three steps are executed parallel.
Note:
The position 2 in Fig. 6.2 - 8 will used only on the X4 and X3/X2 Machine. The reject position on
the Siplace HF and SIPLACE X is below at position 3.
4
1
5
2
3
6
1
3
2
1 - 23
Student Guide SIPLACE X
Edition 09/2005 6 Collect &Place-Head 6/12
23
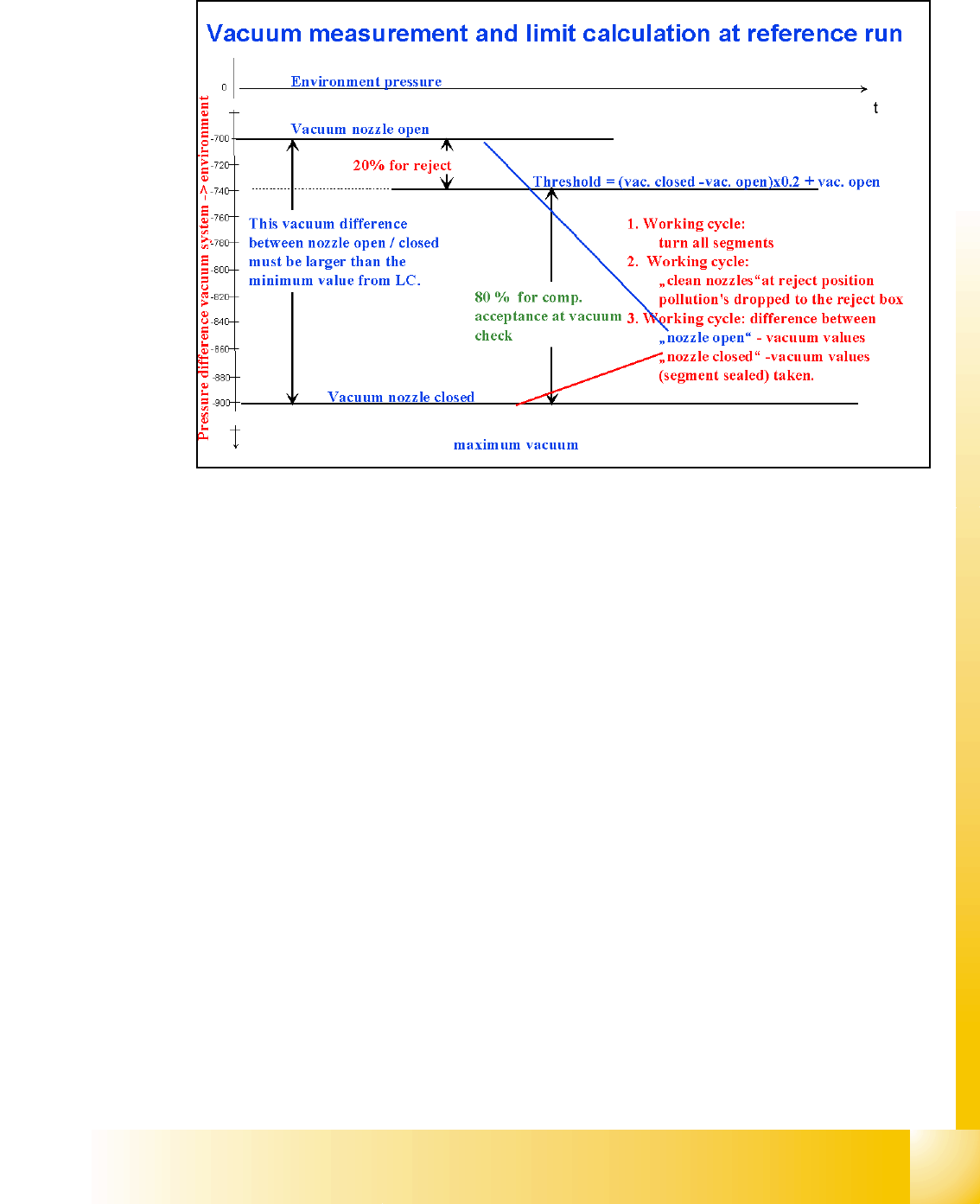
6.2.7 Determining the Vacuum and Threshold Values
Fig. 6.2 - 9 Measuring and calculating the vacuum values for a reference run
1. The vacuum is measured twice at the reference point: once with closed and once with open
valve, while air flows through the nozzle.
2. The value with closed valve depends on the ambient pressure and may vary significantly, ac-
cording to the local weather conditions and altitude. In principle, the rule applies that the
greater the altitude at the machine installation site (higher ambient pressure), the lower the
vacuum by closed valve.
3. The value by open valve depends on the nozzle size and condition. The smaller the nozzle,
the greater the open valve value will be. A contaminated or blocked nozzle will also give a
higher valve.
4. The difference between the open and closed nozzles has been preset by the line computer as
an ideal case minimum value. This value is different for all nozzle types e.g. 120 mbar for 714,
704, 914 and 904 nozzles. If these values are not achieved, the error message "Vakuumdiffer-
enz offen-geschlossen zu gering" (vacuum difference open-closed is too low) will appear.
5. The threshold for component acceptance is also set now. In this case, we have a value of 700
mbar by open nozzle and 900 mbar by closed nozzle. The calculation is as follows:
Threshold = (900(closed) - 700(open))= x 0.2 + 700(open)
= 200 x 0.2 + 700
= 740