SiplaceX4_en.pdf - 第257页
1 - 29 S tudent Guide SIPLACE X Edition 09/2005 6 Coll ect &Place-Head 6/12 29 Fig. 6.3 - 3 PCB position recogniti on run to the PCB nominal position 6.3.4 PCB position recognition ce ntering of the PCB fiducials Fig…
1 - 28
Student Guide SIPLACE X
6 Collect &Place-Head 6/12 Edition 09/2005
28
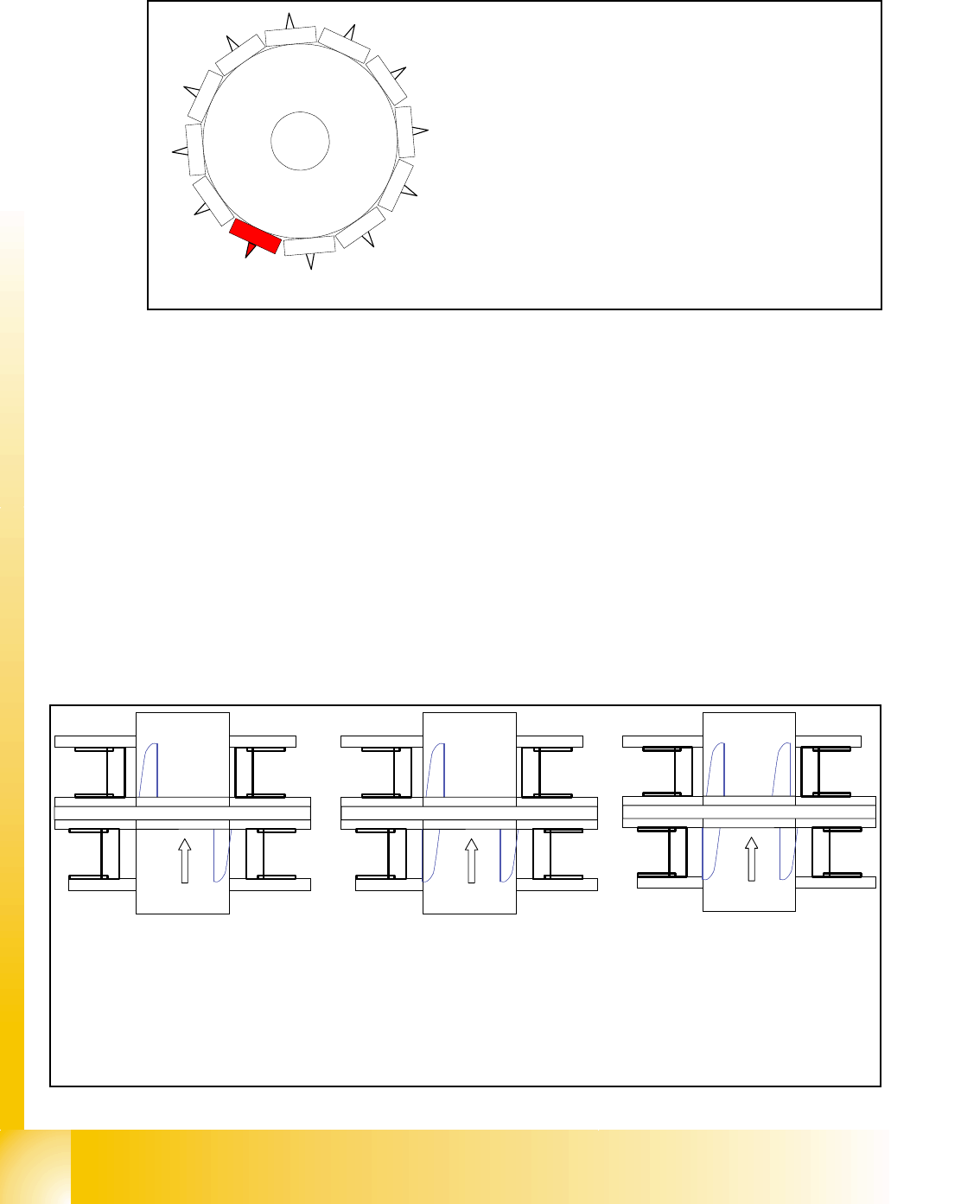
6.3.2 12 nozzle Collect & Place head in home position star 15
°
Fig. 6.3 - 2 12 nozzle Collect & Place head in home position
6.3.3 PCB position recognition and temperature compensation
The PCB recognition is necessary to determined the correct position of the PCB in the machine
(Transport --> Placement area).
It should be two fiducials on each PCB minimum. With this two fiducial we are able to determined
the X/Y position and the angle of the PCB in the transport. The fiducials shouldn‘t be in one line
on the PCB.
Up to 3 fiducials can program for the PCB recognition. With the third fiducial, we determined ad-
ditional to the position of the PCB the geometric data of the PCB layout, that means is the PCB
stretch.
The Siplace X machine increase the accuracy, so that we make additional to the PCB recognition
a temperature compensation with the second gantry in the placement area.
1
2
1
1
1
0
9
8
7
6
5
1
2
3
4
the Star-axis is turned to home position.
When the X- and Y-axis is in waiting position
Star position:
15 degrees
Digit: 15.000
1 degree is equivalent to 1000 digits
TSP
30
1
Gantry 1
Gantry 3
Gantry 4
Siplace X 3
TSP
30
1
Gantry 1
Gantry 3
Gantry 4
Transport
direction
Siplace X 4
Gantry 2
TSP
30
1
Gantry 1
Gantry 2
Siplace X 2
Transport
direction
Transport
direction
Gantry 1 and 2 PCB recog-
nition with max. 3 fiducials
Gantry 4 PCB recognition with
max. 3 fiducials Gantry 3 with
2 fiducials
Gantry 1 temperature compensa-
tion with the fiducials.
Gantryl 4 PCB recognition with
max. 3 fiducials Gantry 2 with
2 fiducials
Gantry 1 and 3 temperature com-
pensation with the fiducials.
1 - 29
Student Guide SIPLACE X
Edition 09/2005 6 Collect &Place-Head 6/12
29
Fig. 6.3 - 3 PCB position recognition run to the PCB nominal position
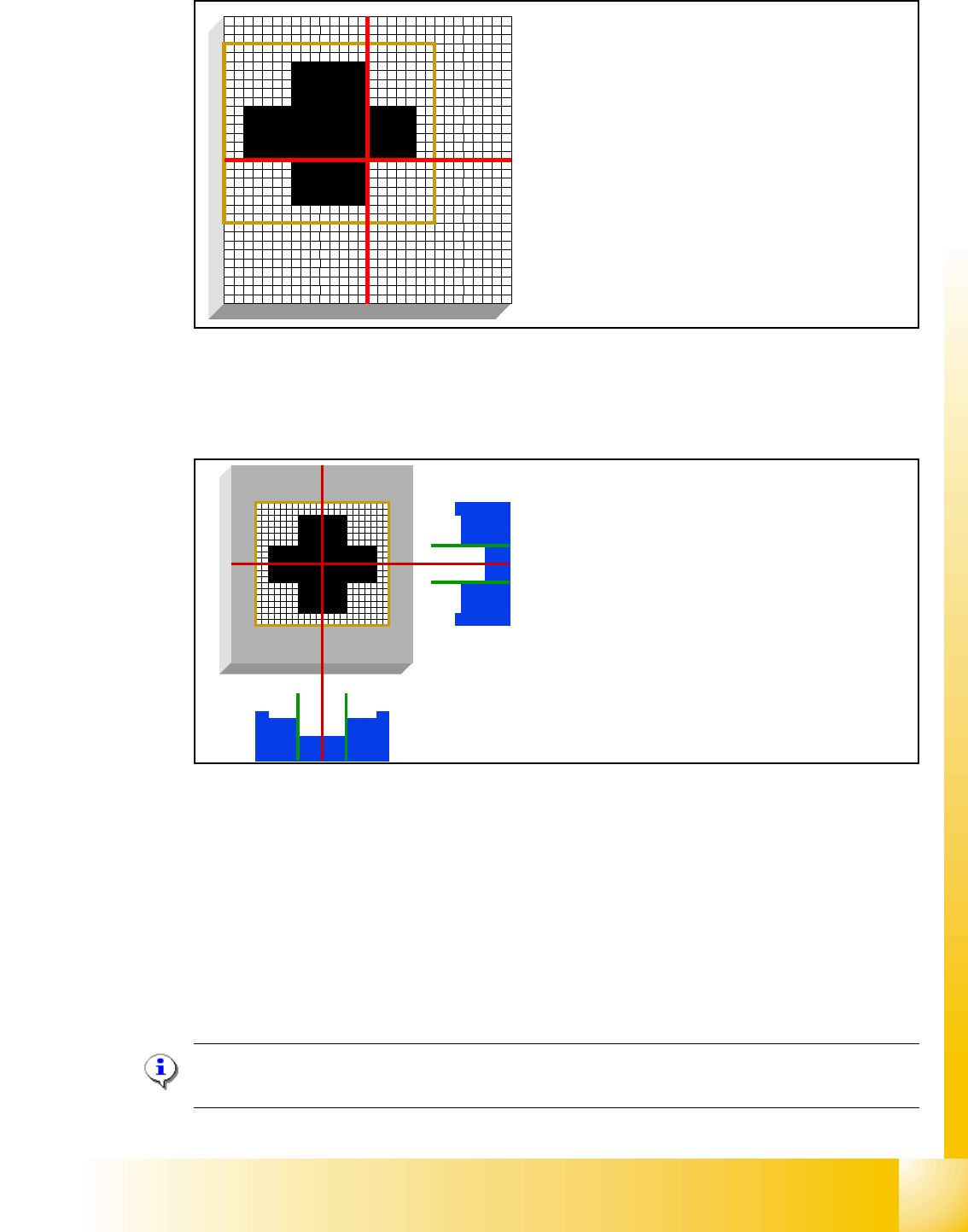
6.3.4 PCB position recognition centering of the PCB fiducials
Fig. 6.3 - 4 PCB position recognition centering of the PCB fiducials
– The camera takes the picture of the second fiducial and the vision system calculates the center
position of this picture.
– The 2nd calculation is the deviation between nominal and calculated fiducial position.
– All board fiducials are optically centered with this procedure.
– This data is sent to the machine controller
– The correction values are calculated for the X, Y and the angular position of the PCB .
– Now the gantry axes move the placement head to the first pick up position
Please Note If synthetic fiducials are used nothing change on the described sequence. The only
thing what change: the Inkspot recognition could be done after fiducial recognition.
The fiducial is expected at this nominal position.
The PCB camera is moved from waiting position
to this fiducial position.
– PCB position recognition is done before the
first component is picked up.
– The gantry axes move the PCB camera to the
theoretical fiducial position. The camera
takes the picture of the first fiducial and the vi-
sion system calculates the center position.
The centered fiducial define now the actual
position of the board.
1 - 30
Student Guide SIPLACE X
6 Collect &Place-Head 6/12 Edition 09/2005
30
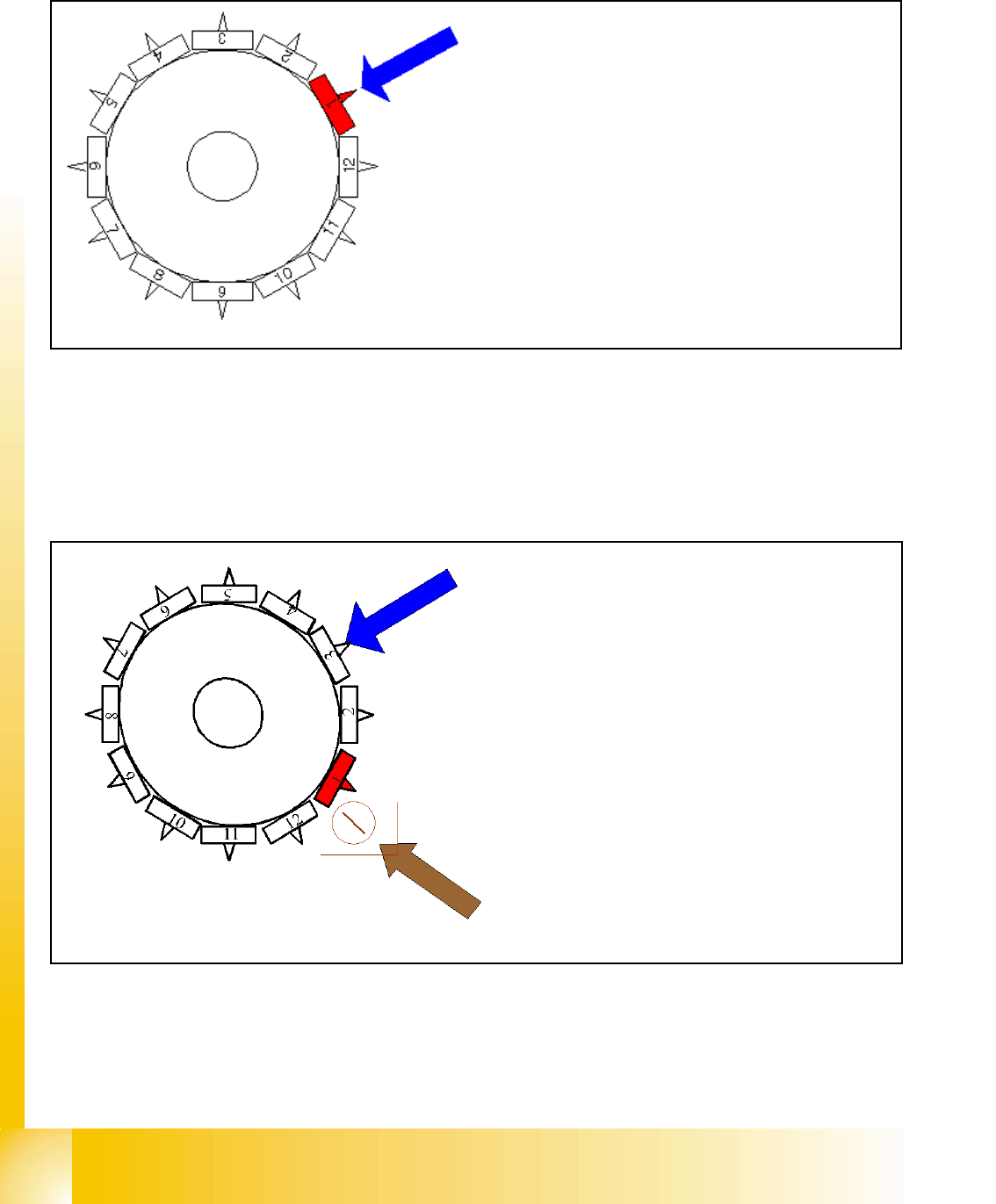
6.3.5 Turn nozzle 1 to Pick up angle (0° or 90°)
Fig. 6.3 - 5 Turn nozzle 1 to Pick up angle (0° or 90°)
The remaining nozzles on the head are turned to their pick up angles as the star steps
6.3.6 Check nozzle length for component recognition
Fig. 6.3 - 6 Check the nozzle length for component recognition in the comp. sensor
Star position 240°
– The star-axis is turned to 240° (equivalent to
240000 Digits). Now the nozzle 1 is in DP-station.
– DP-station swivels in and the DP-axis controller
system turns the rectangular nozzle to their 0° or 90
° Pick up angle (Standard pick up angle´s).
– When the nozzle is in position the end signal is trig-
gered and the DP-station swivels off.
Component sensor (option) measures at
315°:
– the component sensor measures the noz-
zle length.
– The measured length before pickup is ver-
ified with the reference length
– A length difernce of +0.15 mm or -0.1 mm
generate a error message and gantry
move immediatelly to Service position.
– The measurement in the component sen-
sor happens at full movement of the star
axis -"on the fly"- .