SiplaceX4_en.pdf - 第384页
1 - 18 S tudent Guide SIPLACE X 8 Collect&Place-Head 20 Edition 09/2005 18 Note:
1 - 17
Student Guide SIPLACE X
Edition 09/2005 8 Collect&Place-Head 20
17
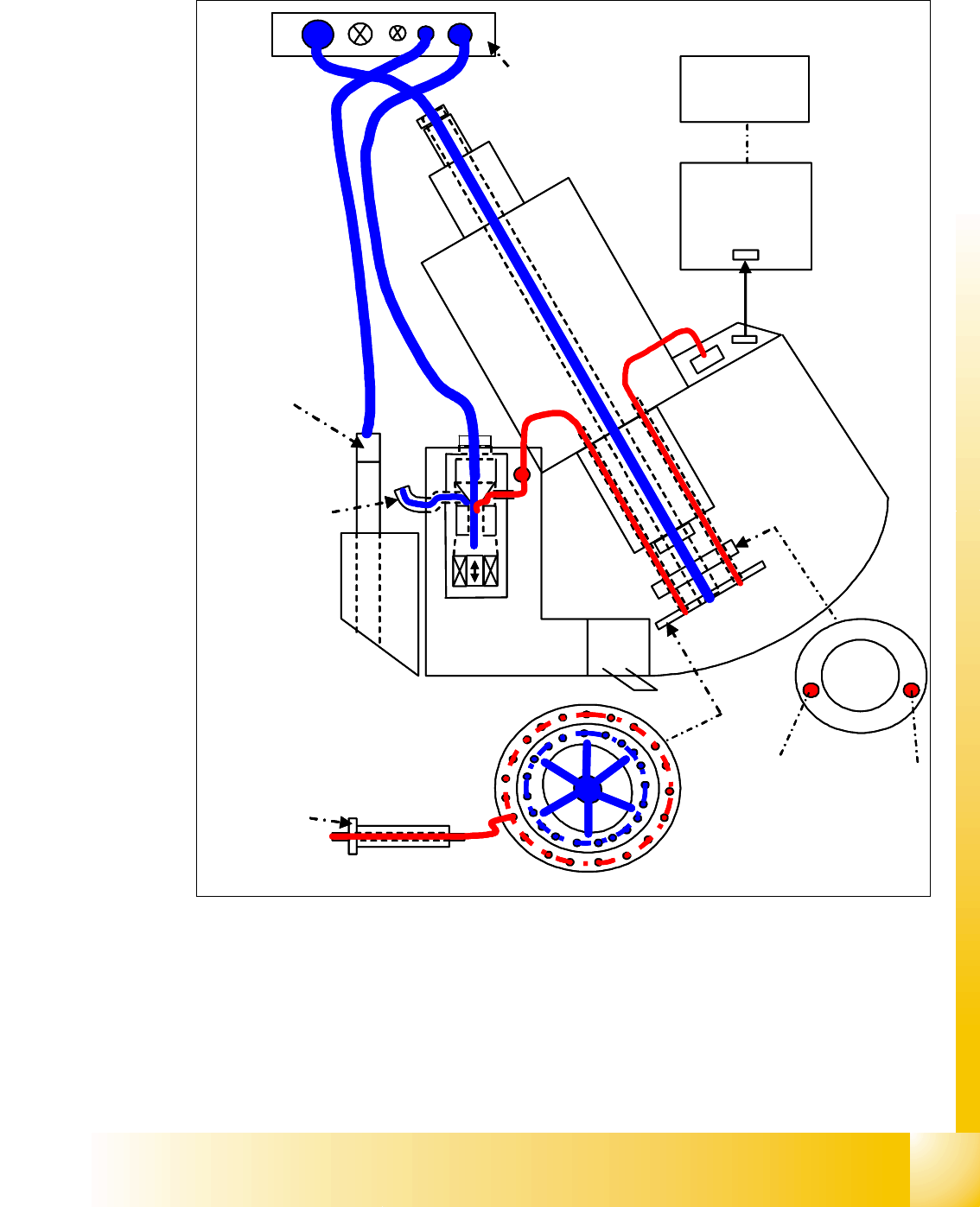
8.1.4.3 Overview Vacumm supply
8
Fig. 8.1 - 5 General overview of the function Vacuum
e.g. Segment 1
Intermediate
board
Z-axis
A
B
C
B
A
A
Compressed air
distributor
(4.8-5.0bar)
MC
CAN bus
C
Cooling system
X-motor
Retract unit
Z-axis
Pickup/
placement
circuit
A
Measurement of vacuum/
air kiss values is
performed in the
pressure control valve
e.g. Segment 1
Intermediate
board
Z-axis
A
B
C
B
A
A
Compressed air
distributor
(4.8-5.0bar)
MC
CAN bus
C
Cooling system
X-motor
Retract unit
Z-axis
Pickup/
placement
circuit
A
Measurement of vacuum/
air kiss values is
performed in the
pressure control valve
1 - 18
Student Guide SIPLACE X
8 Collect&Place-Head 20 Edition 09/2005
18
Note:
1 - 19
Student Guide SIPLACE X
Edition 09/2005 8 Collect&Place-Head 20
19
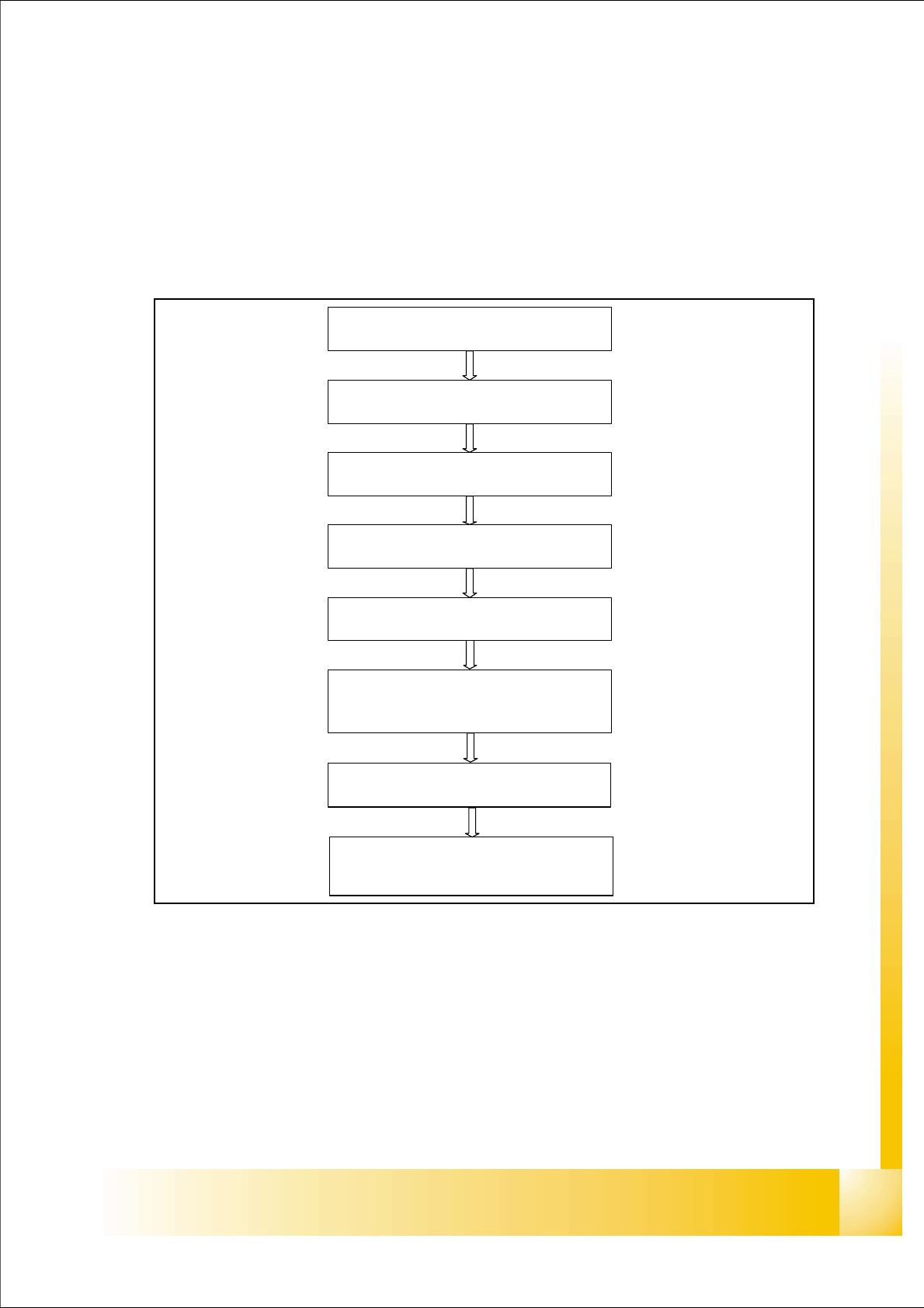
8.2 Reference Run
The C&P20 head has 3 axis types: the Z-axis, Star axis and DP axes, pluse the X and Y axes for
the gantry. Before starting production, all axes must be initialized, so that the axis controller can
locate their actual mechanical positions. The software start procedure first loads the DP master
firmware and then rotates the DP axes into the 0° position.
General sequence 8
– With a few exceptions, this reference run principle is the same as that of the DLM2 6 and 12
nozzle C&P heads. However, stepping motors are no longer to initialize, as the C&P20 head
is equipped with a pressure control valve for vacuum and air kiss and each segment has its
own DP drive. For this reason, the functions previously performed by the stepping motor are
now redundant.
– In Siplace X machines, all heads C&P head, TWIN head make the reference run at the same
time, the gantry axes follows.
Press Start button
Reference run for X/Y axes
Initializes head axes
(Star, Z, DP axes)
The X/Y axes move head to reject
position
Rejects component with cleaning pulse
for all segments, if necessary
The X/Y axes move the head to the fixed conveyor side
Nozzle height and closed vacuum is measured for
all segments.
Conveyor reference run
The X/Y axes move to wait position.