编程手册 - 第20页
AV131 编程手册 3.1 NC 数据的设定项目 D79PCC-43- 070-B0 3.1- 3 3.1. 3 NC 数据的编制 NC 数据编制的步骤 1. 1. 确定 NC 数据名 ( 最多 16 个字 符 ) 。 NC 数据 : 这是区分 NC 数据的 名称。用户可以自由 确定 NC 程序名。 字母 “P” 自动 设定为程序名 的一个组成字 符。 程序名的其余字 符可以由数字 0~ 9 、字母 A~ Z 、加号 “+” …
AV131
编程手册
3.1 NC 数据的设定项目
D79PCC-43-070-B0
3.1-2
3.1.2 NC 数据编辑屏幕显示 / NC 数据表
区段
No.
X
(ABS)
Y
(ABS)
Z No.
插入
方向
插入
宽度
节拍
是否
插入
S&R
跳越
区段
识别
不良
标记
FIX 说明
1
2
3
4
5
6
7
8
9
10
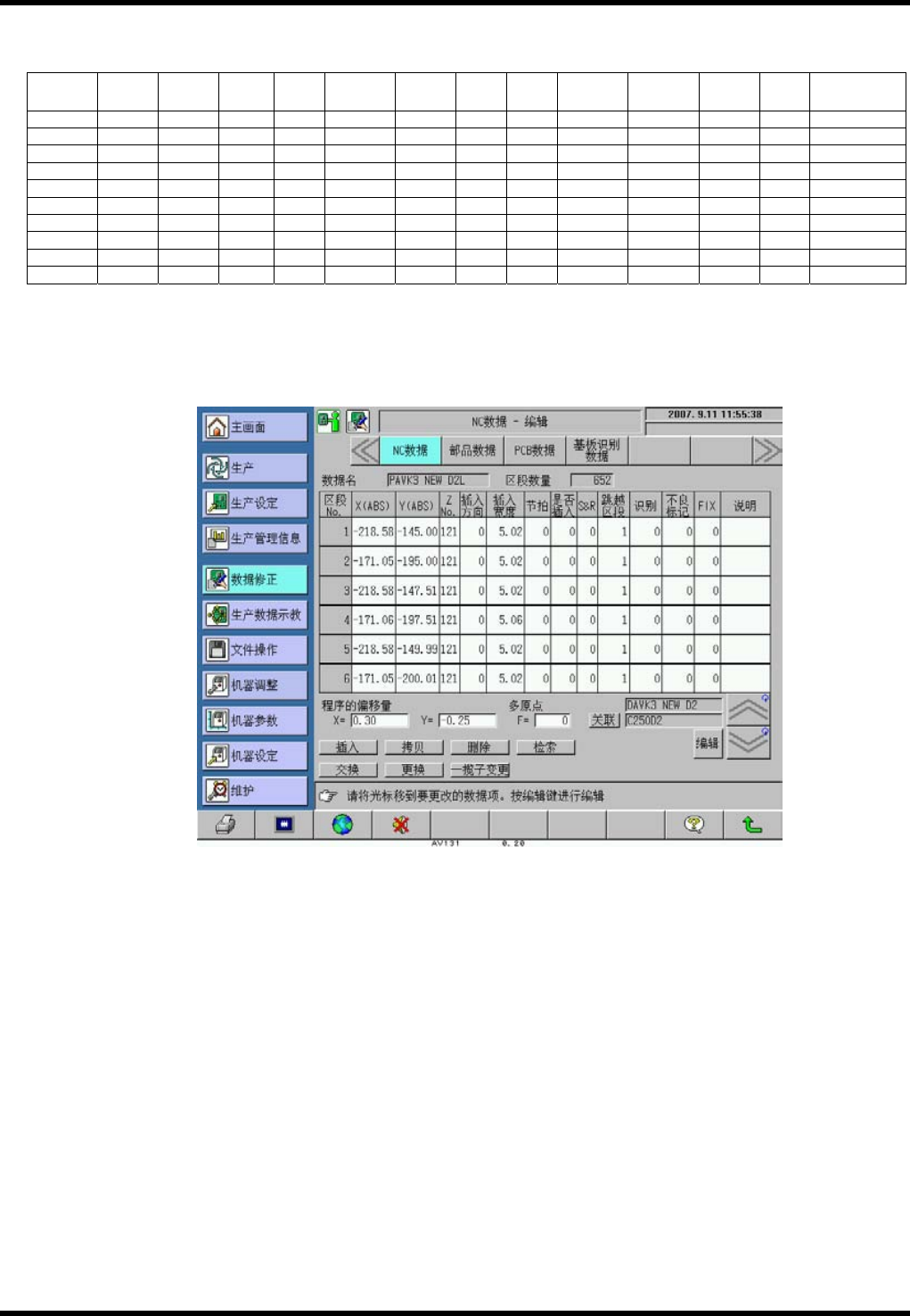
可以通过屏幕显示的 NC 数据编辑栏输入 NC 数据。NC 数据编辑栏如下图所示。
先填写 NC 数据表,然后将表中的数据输入屏幕显示的 NC 数据编辑栏的各参数项中。
AV131
编程手册
3.1 NC 数据的设定项目
D79PCC-43-070-B0
3.1-3
3.1.3 NC 数据的编制
NC 数据编制的步骤
1.
1. 确定 NC 数据名 (最多 16 个字符)。
NC 数据:
这是区分 NC 数据的名称。用户可以自由确定 NC 程序名。
字母 “P” 自动设定为程序名的一个组成字符。
程序名的其余字符可以由数字 0~9、字母 A~Z、加号 “+”、减号 “-”、点号 “·” 和空格 “ ” 组成。
例: P 0 0 1 P A N A S O N I C A V K
自动设定 最多 15 个字符
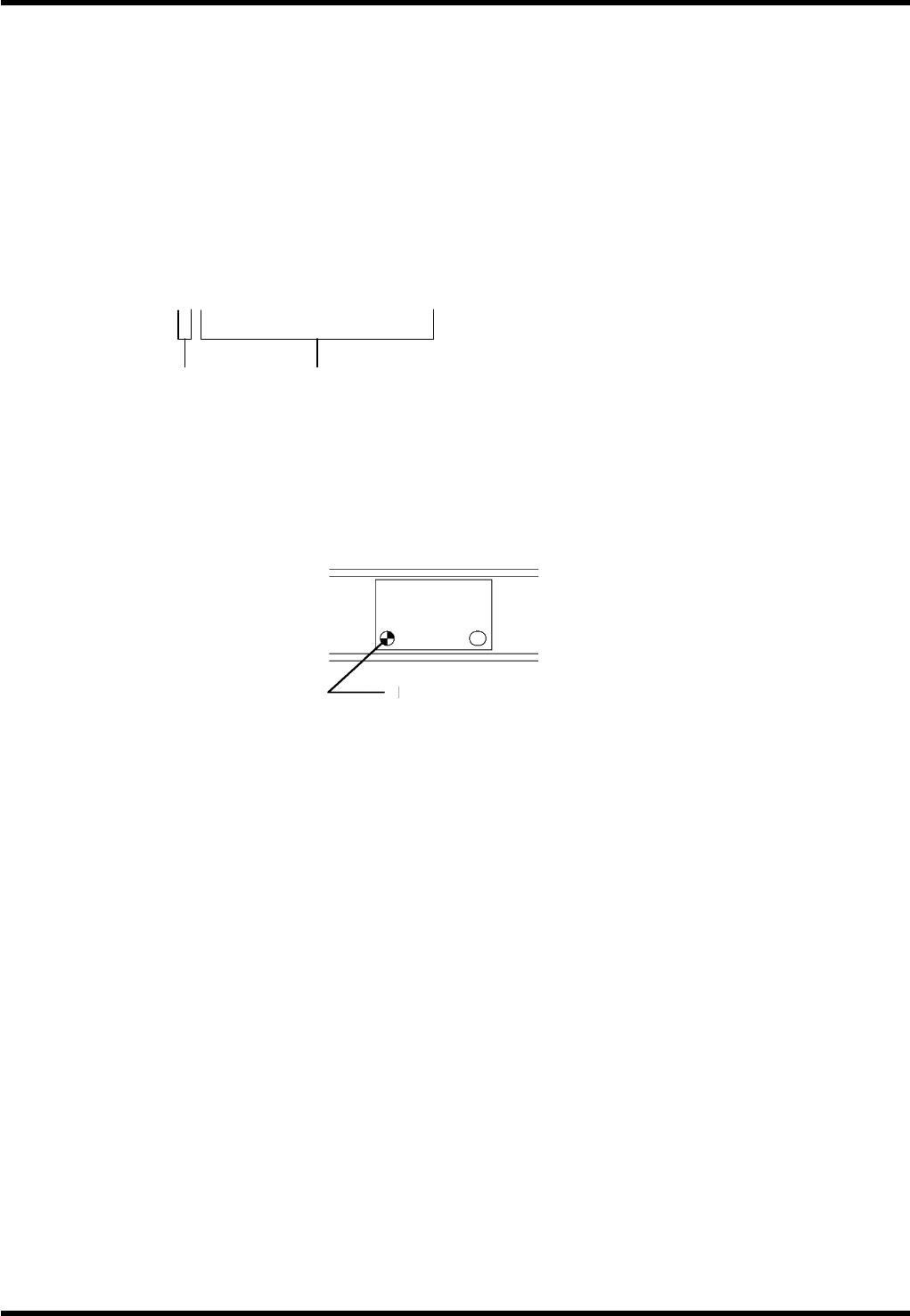
2. 确定基板上的座标原点。
座标原点:
从基板上的基准点测定元件的插入位置。
=提示=
用户可以自由确定座标原点。在本手册中,将座标原点设定在基准销位置 (固定侧)。
例如基准销 (座标原点)
AV131
编程手册
3.1 NC 数据的设定项目
D79PCC-43-070-B0
3.1-4
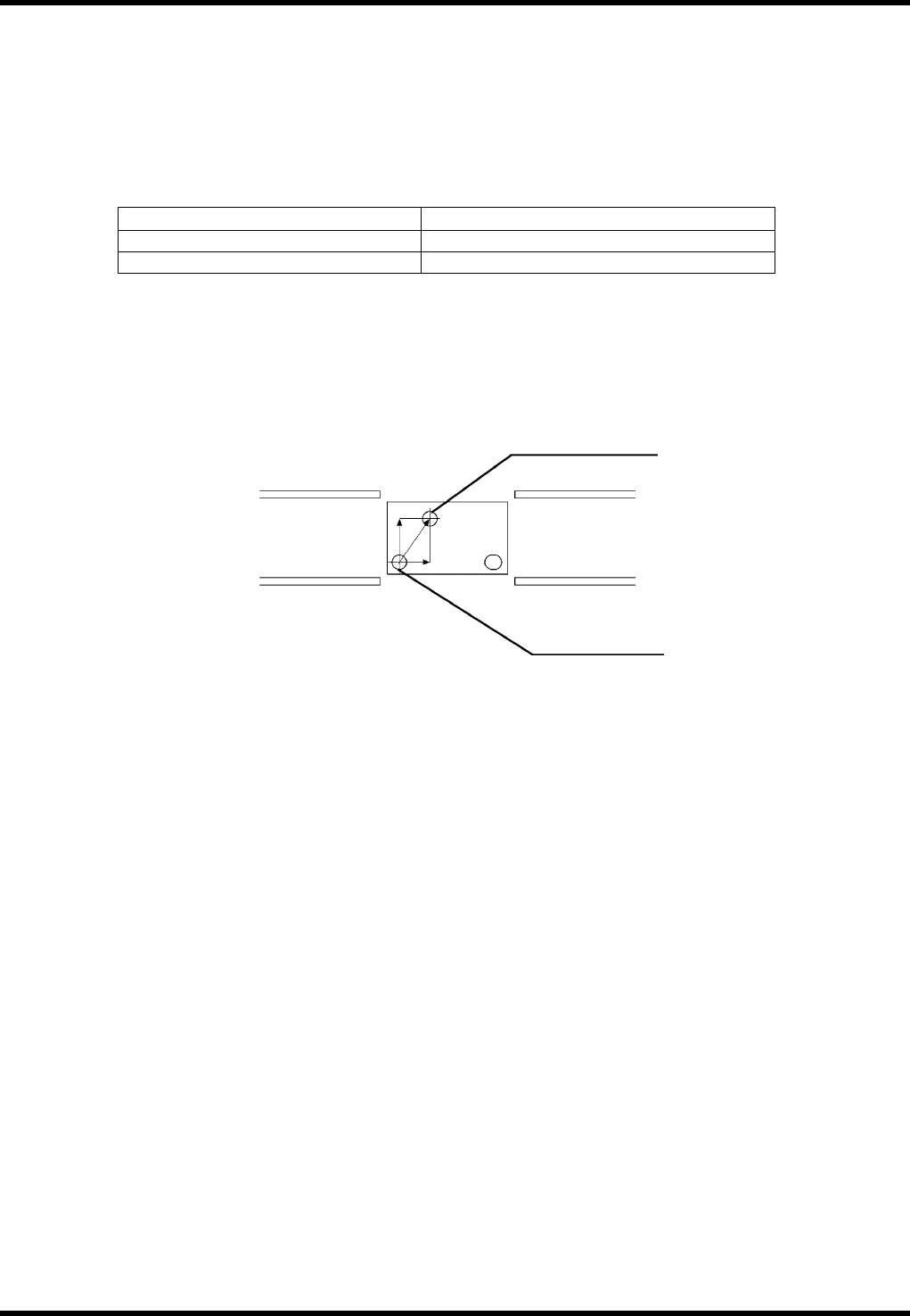
3. 确定程序偏移量。
程序偏移量:
这是从基板的座标原点到机械原点的距离。
机械原点是绝对不会变的。
但是,由于可以为各 NC 数据确定不同的座标原点,因而必须对各 NC 数据输入程序补偿值。
标准设定 (基准销位置[固定侧]为座标原点时);
标准设定 (大约)
X 221.00 mm
Y 385.00 mm
例:当基准销位置 (固定侧) 为座标原点时。
=提示=
各台机器的程序补偿值稍有不同。为了找到确切的补偿值,应进行试验插入。修正补偿值直到精确定位为
止。
下料器
基
板
上料器
机械原点
X-Y 坐标原点