编程手册 - 第22页
AV131 编程手册 3.1 NC 数据的设定项目 D79PCC-43- 070-B0 3.1- 5 4. 确定多原 点 ( 120 站 : 1 ~ 120 供料器 ) / (60 站 : 1 ~ 60 供料器 ) 多原点: 以供料器 ZNo . 指定的元 件供给部 (Z 侧 ) 的原 点。 指定 Z 编号为供料器架编号 的基准位置 (1 号供 料器位置 ) 。 因为可按各 NC 数据指定 , 预先将供 料器的排列设 置成多个种类 …
AV131
编程手册
3.1 NC 数据的设定项目
D79PCC-43-070-B0
3.1-4
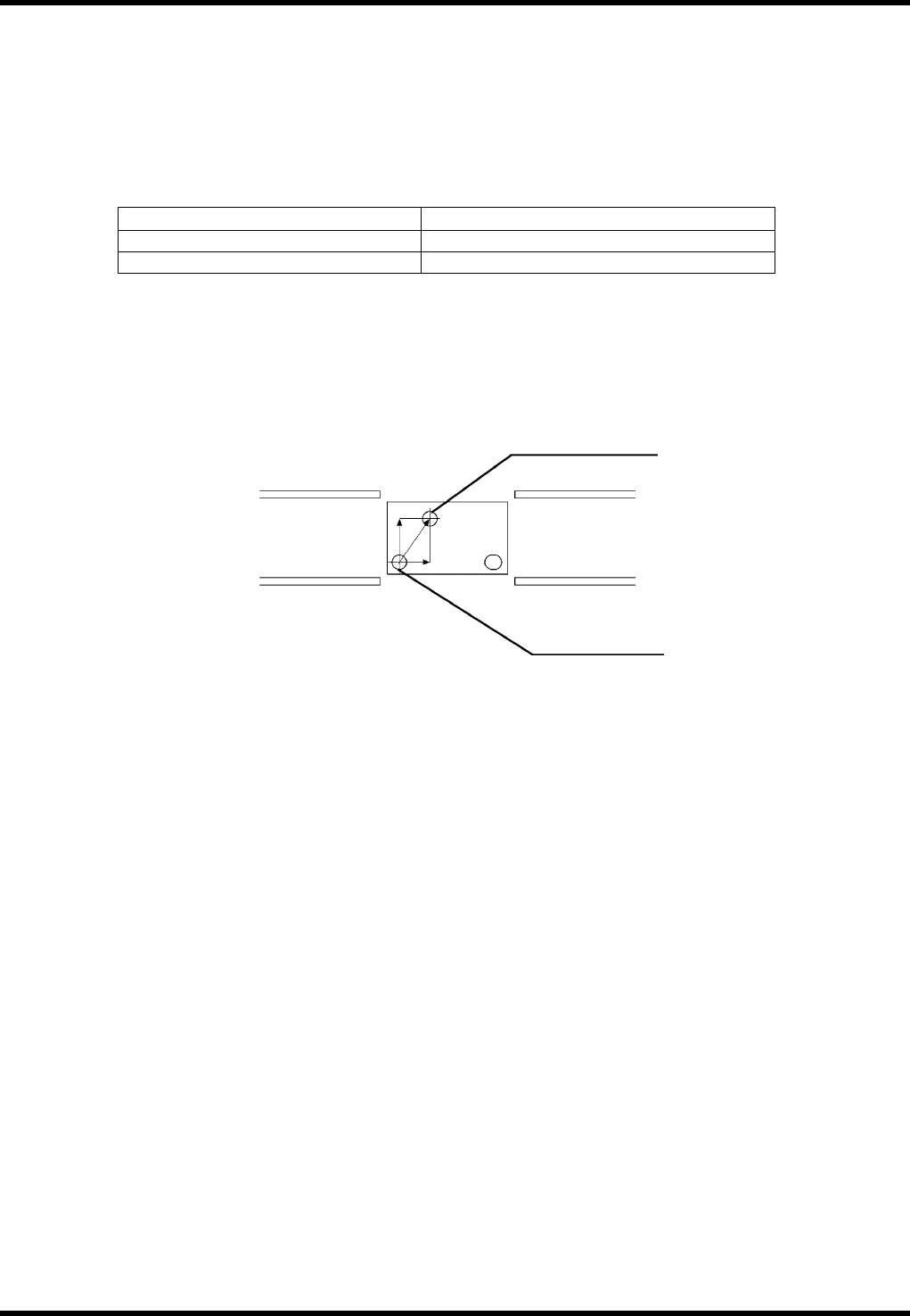
3. 确定程序偏移量。
程序偏移量:
这是从基板的座标原点到机械原点的距离。
机械原点是绝对不会变的。
但是,由于可以为各 NC 数据确定不同的座标原点,因而必须对各 NC 数据输入程序补偿值。
标准设定 (基准销位置[固定侧]为座标原点时);
标准设定 (大约)
X 221.00 mm
Y 385.00 mm
例:当基准销位置 (固定侧) 为座标原点时。
=提示=
各台机器的程序补偿值稍有不同。为了找到确切的补偿值,应进行试验插入。修正补偿值直到精确定位为
止。
下料器
基
板
上料器
机械原点
X-Y 坐标原点
AV131
编程手册
3.1 NC 数据的设定项目
D79PCC-43-070-B0
3.1-5
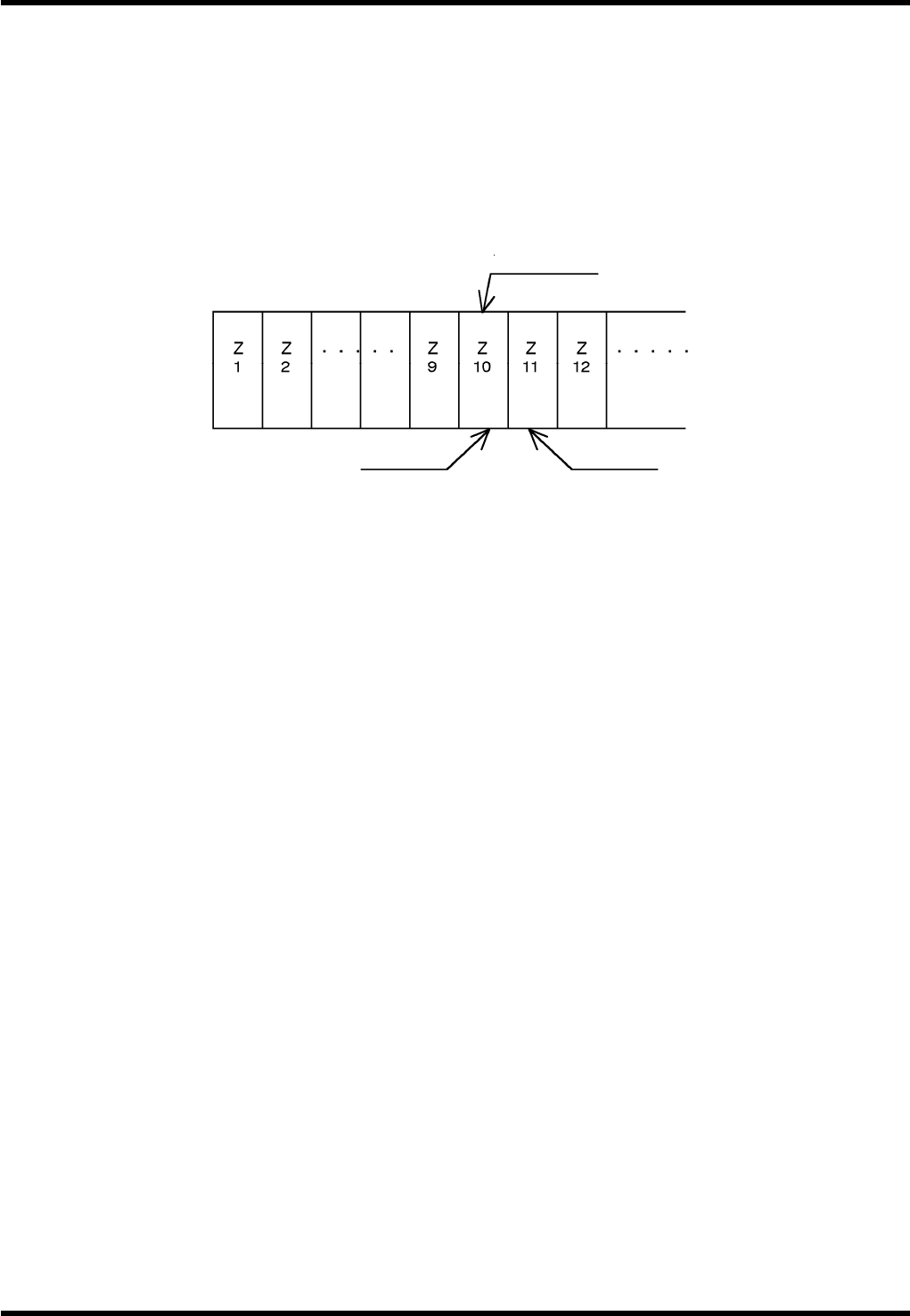
4. 确定多原点 (120 站 : 1 ~ 120 供料器) / (60 站 : 1 ~ 60 供料器)
多原点:
以供料器 ZNo. 指定的元件供给部 (Z 侧) 的原点。
指定 Z 编号为供料器架编号的基准位置 (1 号供料器位置)。
因为可按各 NC 数据指定,预先将供料器的排列设置成多个种类之后,只要改变对多原点的指定,就
可进行元件的机种切换。
例:当多原点指定为 F = 10 时。
=注意=
即使已输入了多原点,基板也能按照无多原点输入的数据来生产。对于以上的例子,需要有 Z1 和 Z2 的
元件数据,而 Z10 和 Z11 的元件数据则不需要。
当 Z 轴料架动作模式设定在交换连接模式 (用于 120 站设备) 或选择了 EOP 补插功能的话,则不可以使
用多原点功能。
5. 确定插入顺序,分配区段号 (区段 1 ~ 5000)。
区段 No.:
这是 NC 数据步的 ID 数。
在分配区段号之前确定插入顺序。
实际的 NC 数据的执行,是按照该区段号的顺序进行的。
=提示=
安排插入次序时应使 X-Y 工作台的移动量最小。
安排插入次序时应使供料器架的移动量最小。
在元件插入区段之前,有步重复要进入时,请按照‘区段的优先顺序’进行设置。
区段的优先顺序
(1) 重复指定区段。
(2) 任意孔补正指定的区段。
(3) 通常插入的区段。
多原点
Z 轴 1 号 Z 轴 2 号
AV131
编程手册
3.1 NC 数据的设定项目
D79PCC-43-070-B0
3.1-6
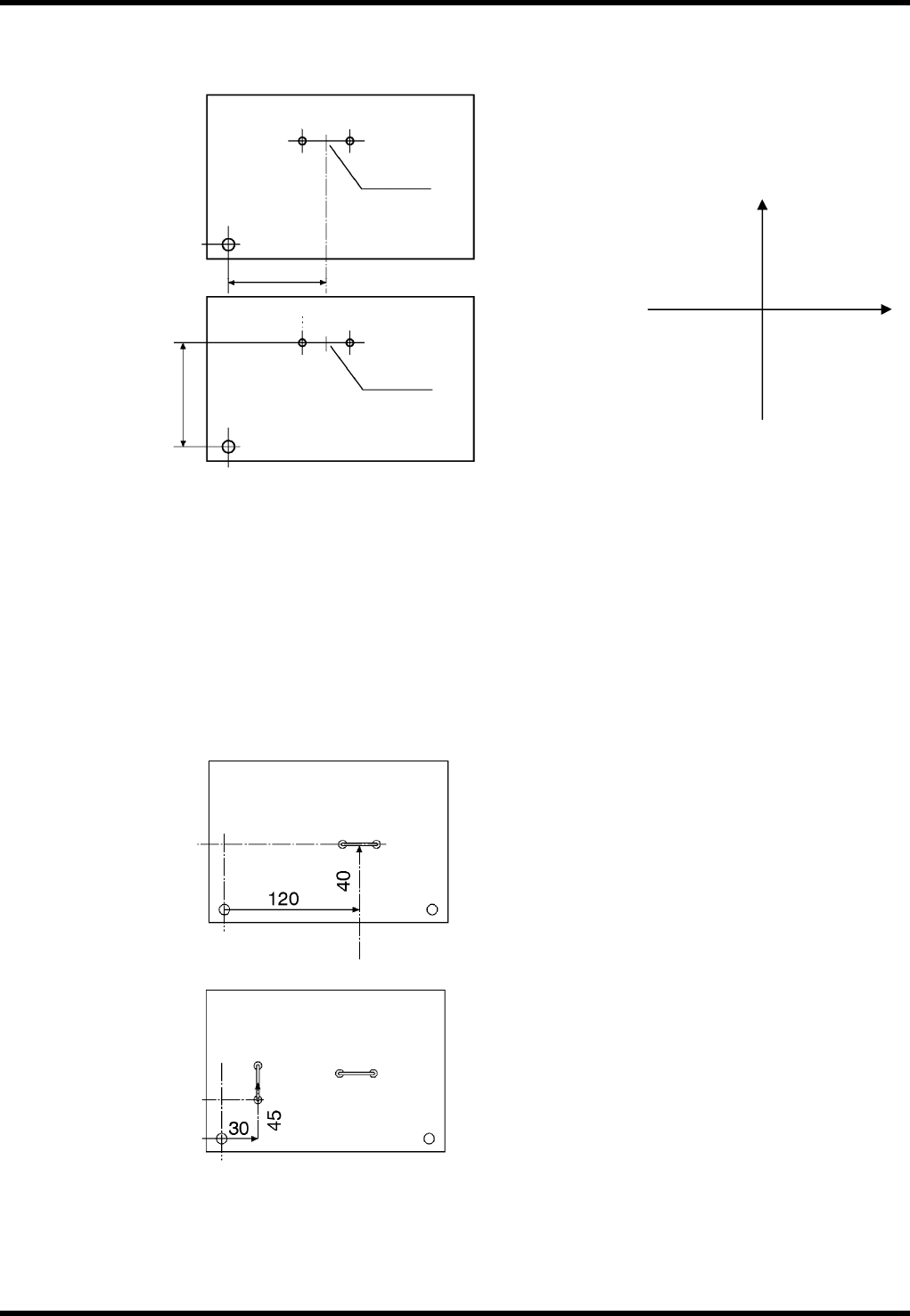
6. 确定插入位置。(X和 Y 方向均为-9999.99~9999.99mm)
测定从第 2 步规定的座标原点到元件插入位置的距离,确定 X 和 Y 的座标。
X (ABS):
从座标原点到 X 方向插入位置的距离。单位:mm
Y (ABS):
从座标原点到 Y 方向插入位置的距离。单位:mm
绝对值法 (ABS) :
采用这种方法时,元件的插入位置始终从座标原点开始进行测量。
例:
插入孔
2 孔的中点
座标原点
X 座标
插入孔
座标原点
2 孔的中点
Y 座标
第一次插入的元件
第二次插入的
元件
第一次插入的元件
第一次插入 X: 120 mm
Y: 40 mm
第二次插入 X: 30 mm
Y: 45 mm
(+)
(-)
(-) (+)
=提示=
XY 坐标系