编程手册 - 第24页
AV131 编程手册 3.1 NC 数据的设定项目 D79PCC-43- 070-B0 3.1- 7 7. 确定供料 器编号 (Z1 ~ Z121) -(120 站设备 ) / (Z1 ~ Z 60 & Z 121) - (60 站设备 ) 。 Z No.: 以 Z 编号指定 元件供给部的供料器 的被安装位 置。 确定在 6. 中确定的 各区段要插入 怎样的 元件 ( 使用哪 个供料器 ) 。 如在半自动的确 认动作中执行 …
AV131
编程手册
3.1 NC 数据的设定项目
D79PCC-43-070-B0
3.1-6
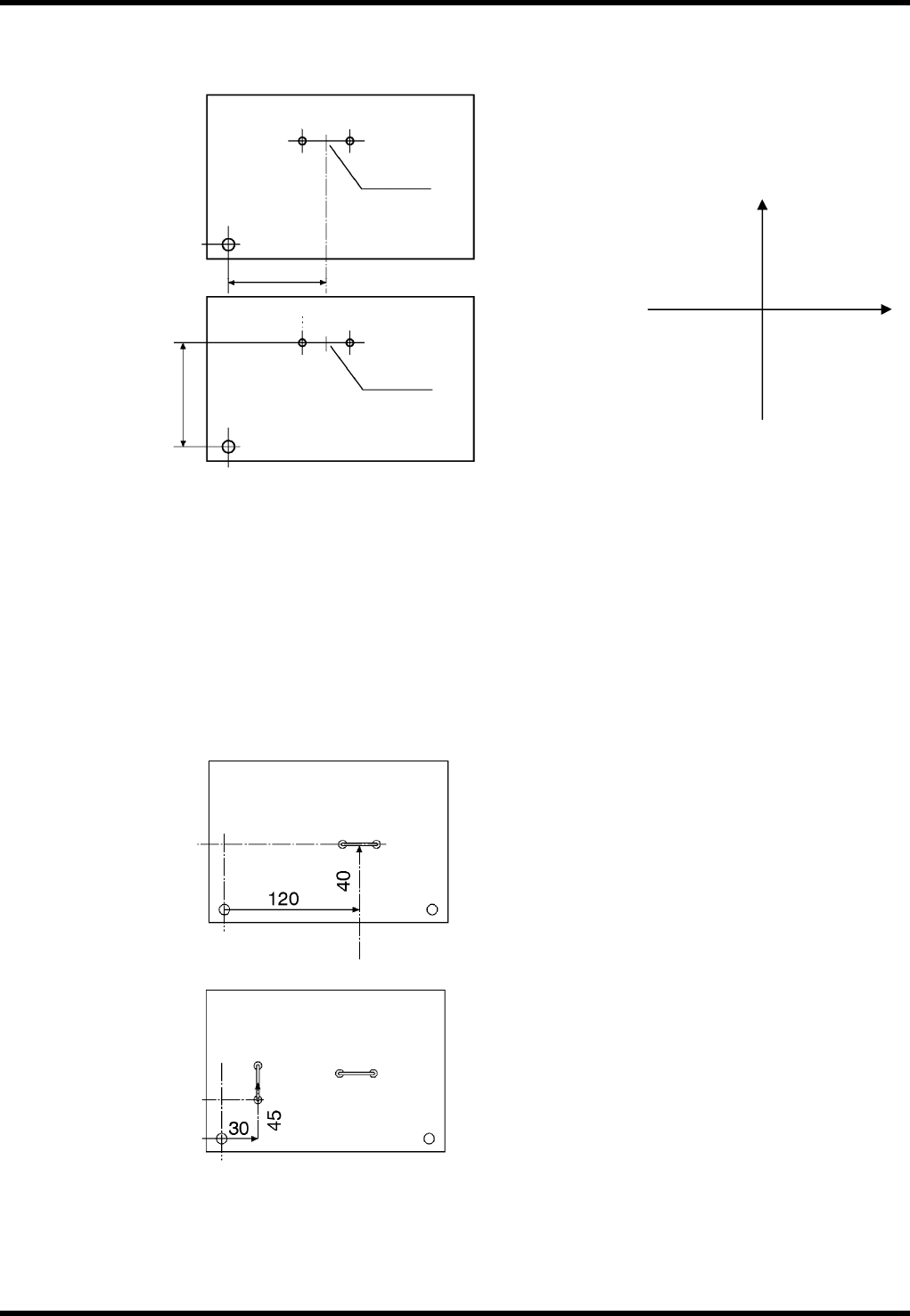
6. 确定插入位置。(X和 Y 方向均为-9999.99~9999.99mm)
测定从第 2 步规定的座标原点到元件插入位置的距离,确定 X 和 Y 的座标。
X (ABS):
从座标原点到 X 方向插入位置的距离。单位:mm
Y (ABS):
从座标原点到 Y 方向插入位置的距离。单位:mm
绝对值法 (ABS) :
采用这种方法时,元件的插入位置始终从座标原点开始进行测量。
例:
插入孔
2 孔的中点
座标原点
X 座标
插入孔
座标原点
2 孔的中点
Y 座标
第一次插入的元件
第二次插入的
元件
第一次插入的元件
第一次插入 X: 120 mm
Y: 40 mm
第二次插入 X: 30 mm
Y: 45 mm
(+)
(-)
(-) (+)
=提示=
XY 坐标系
AV131
编程手册
3.1 NC 数据的设定项目
D79PCC-43-070-B0
3.1-7
7. 确定供料器编号 (Z1~Z121) -(120 站设备) / (Z1~Z60 & Z121) - (60 站设备)。
Z No.:
以 Z 编号指定元件供给部的供料器的被安装位置。
确定在 6.中确定的各区段要插入怎样的元件 (使用哪个供料器)。
如在半自动的确认动作中执行 NC 程序数据,就会通过移动 Z 轴,使 Z 轴编号指定的供料器位置移
到转动夹的夹头位置。
通常情况下,Z 轴编号与 Z 编号相同。但是,当多原点设定数不为 1 时,Z 轴号要从指定的 Z 编号开
始计数,它即成为 1 号 Z 轴。
Z121 指定为插入跳线,不能指定为任何其它 Z 轴 (元件供料器)。这一指定在多原点情况下是无效的。
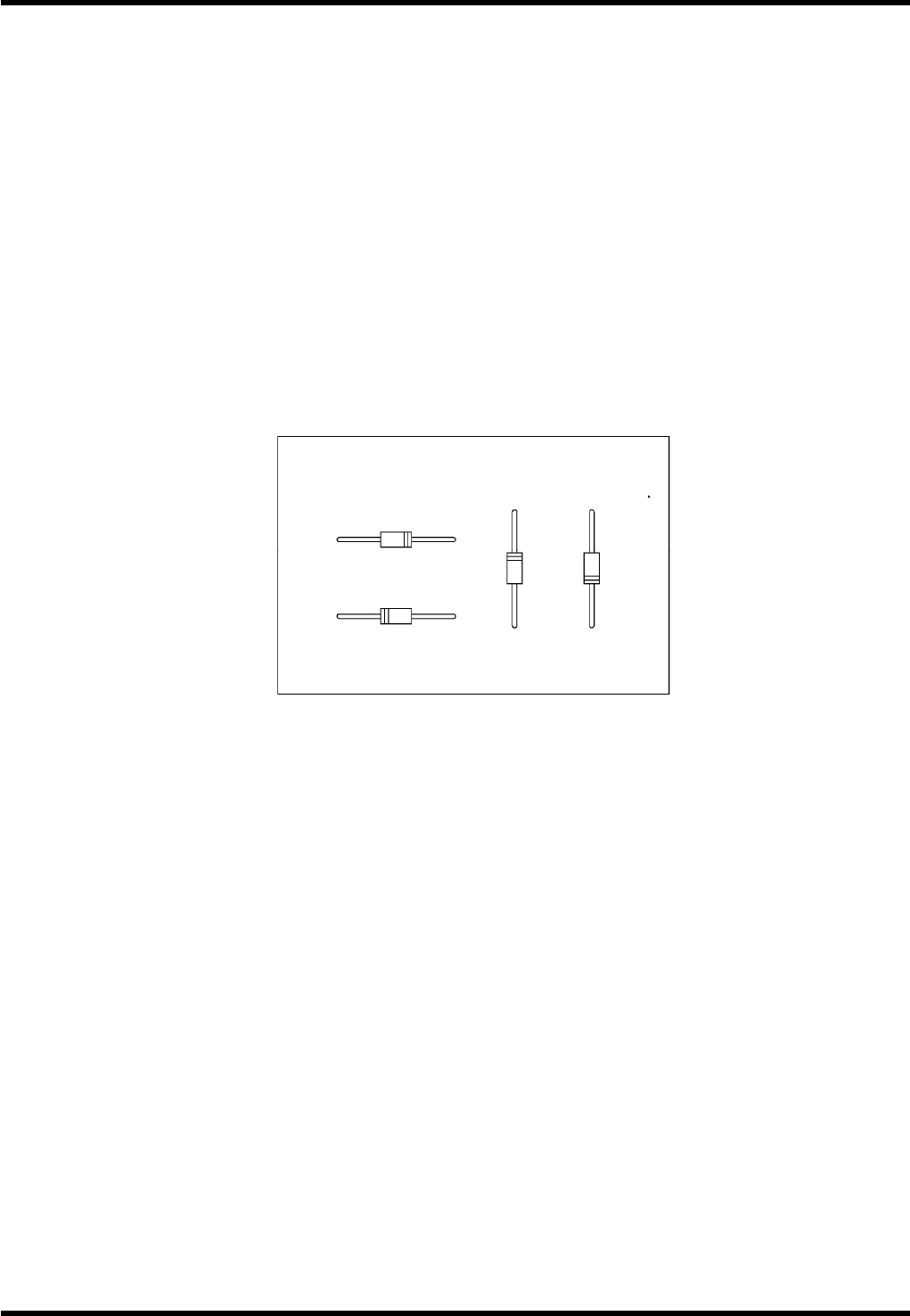
8. 确定插入角度 (0°=0,90°=1,180°=2,270°=3) 。
插入方向:
这是指元件插到基板上时的角度。
(正视)
180°插入
0°插入
90°
插入
270°
插入
AV131
编程手册
3.1 NC 数据的设定项目
D79PCC-43-070-B0
3.1-8
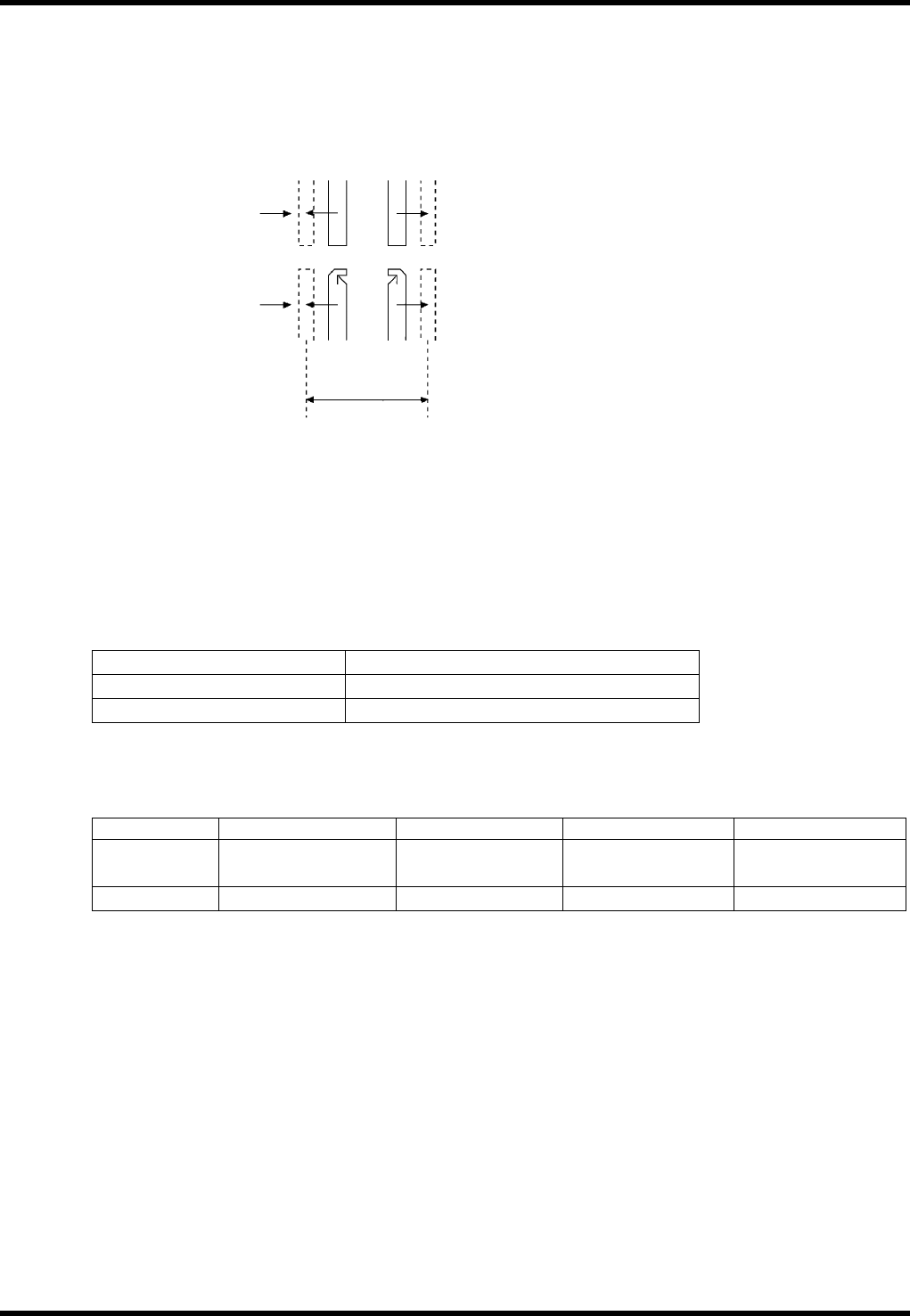
9. 确定插入跨距。
插入宽度:
指定切刀和砧座的插入跨距宽度。跳线的供料长度也由该值决定。
例:当插入跨距指定为 10.00 mm 时。
=提示=
当切刀和砧座位于原点时,它们的宽度为 5 mm。
10. 指定执行插入或禁止插入。
是否插入:
这是有关是否要插入元件的代码。
代码
0
执行插入
1
禁止插入
被指定为禁止插入的区段,虽然不执行插入,但对 XY 工作台的定位是被执行的。
例:在 N2 区段指定为禁止插入的场合。
N1 N2 N3 N4
插件头 空动作+空动作+
插入
停 空动作+空动作+
插入
插入
X-Y 工作台 N1 区段坐标 N2 区段坐标 N3 区段坐标 N4 区段坐标
カッター、アンビルともに原点では
5mm ピッチ挿入になっています。
したがって 10.000mm ピッチ移動すると
5mm だけカッター、アンビルが移動し、
10.00mm ピッチのジャンパが挿入できます。
切刀
砧座
10 mm 间距
当切刀和砧座都位于它的原点时,两者的宽度均
为 5 mm。若插入宽度设定为 10 mm,则切刀
和砧座应再移开 5 mm。