深度解析JUKI设备调试.pdf - 第100页
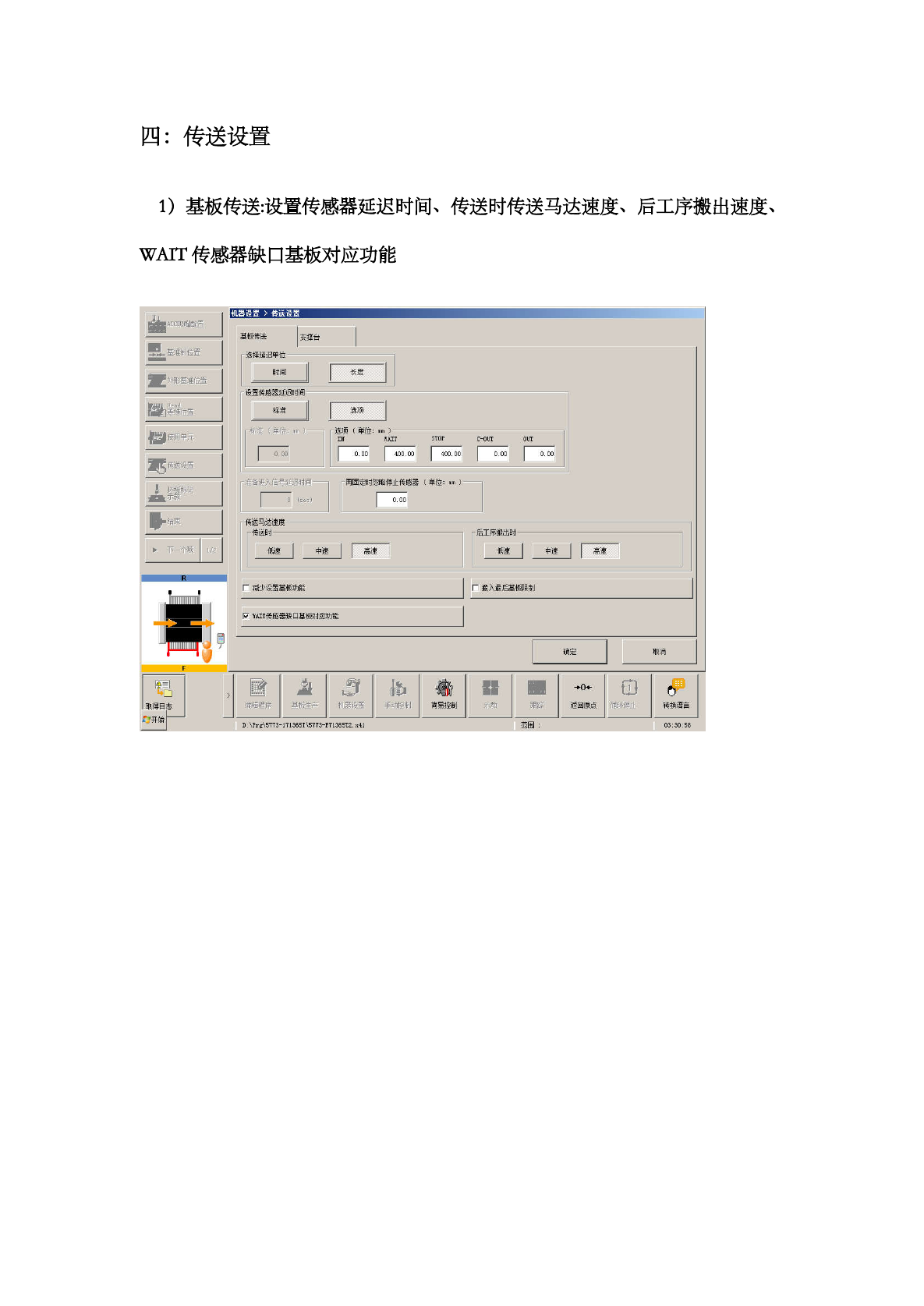
四 : 传送设置 1 ) 基板传送 : 设置传感器延迟时间 、 传送时传送马达速度 、 后工序搬出速度 、 WAIT 传感器缺口基板对应功能 机 3 设罟 > 传送设昔 4 s ATC 吸麵晋 基板传 1 支搭台 基准钎位晋 迭择延迟单位 时间 长度 董外形墓准位 S 设晋传感器延迟时间 标准 迭项 「 标准 ( 単 迭项 ( 単位 : 關 ) 德使用单元 STOP IN WAIT C - OTJT OUT 0.00 0.00 4…
xj
E
501033
11
及取鈐裾和机器设
S
的使用单元设费不匹孩
。
m
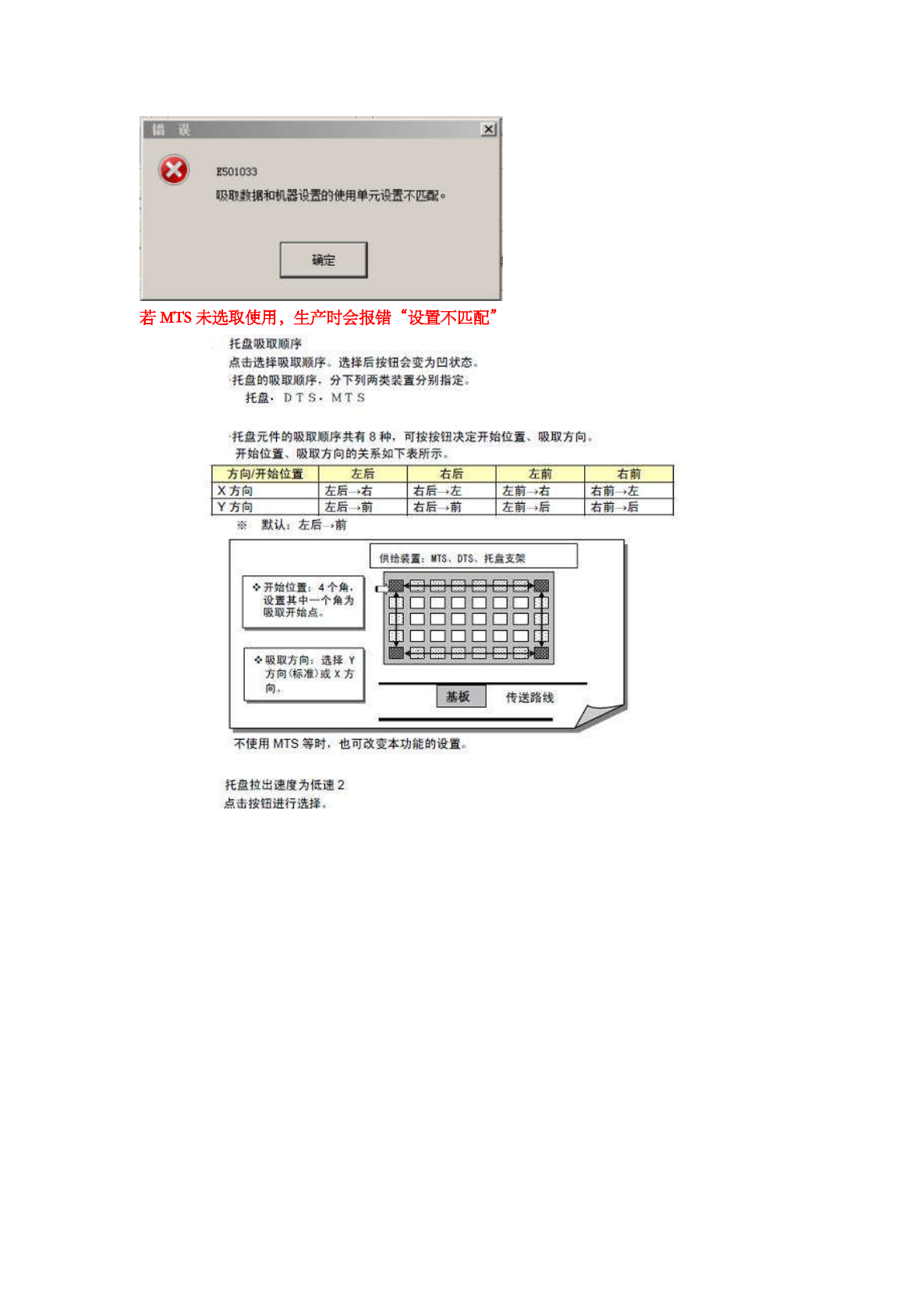
若
MTS
未选取使用
,
生产时会报错
“
设置不匹配
:
托盘吸取颇序
点击选择吸取顺序
.
选择后按纽会变为凹状态
.
托盘的吸取顚序
,
分下列两类装
M
分别指定
.
.
托盘
•
DT
S
.
MT
S
托盘元件的吸取颗序共有
8
种
,
可按按钮决定开始位
S
.
吸取方向
开始位董
、
吸取方向的关系如下表所示
-
方向
/
开始位
M
右后
左前
左后
右前
左后
>
右
右 后 ★ 左
左 笛
*
右
右 前
*
左
X
方 向
右 后
>
前
右 前
后
Y
方 向
左 后 身 前
左 前
后
糸 默 认
:
左 后
前
供给
*
霣
【
MTS
.
DTS
、
托遒支架
1
琴
OEHE
3
.
E
3
~
E
)
_
[
]
□
□
□
□□
:
4
个角
.
设
M
其中一个角为
吸取开始点
-
■
ES
:
选择
Y
方向
<
标
《
>
或
X
方
向
,
棊板
传送路线
不使用
MTS
等时
.
也可改变本功能的设
m
.
托盘拉出速度为低速
2
点击按纽进行选择
.
四
:
传送设置
1
)
基板传送
:
设置传感器延迟时间
、
传送时传送马达速度
、
后工序搬出速度
、
WAIT
传感器缺口基板对应功能
机
3
设罟
>
传送设昔
4
s
ATC
吸麵晋
基板传
1
支搭台
基准钎位晋
迭择延迟单位
时间
长度
董外形墓准位
S
设晋传感器延迟时间
标准
迭项
「
标准
(
単
迭项
(
単位
:
關
)
德使用单元
STOP
IN
WAIT
C
-
OTJT
OUT
0.00
0.00
400.00 400.00
0.00 0.00
传送隨
「
准备进入信号酬周
再固定时忽略倡止传感器
(
単位
:
_
)
0
(
sec
]
0.00
结束
传送马达速度
传送时
后工序搬出时
►
7
—
个顷
1
/
2
墓速
低速
中速
低速
中速
高速
r
減少设
s
基板功能
厂搬入最后基板眼制
BjPj
*
W
WAIT
传感器缺口基板对应功能
J
9
确定
取消
么 麝
‘
扇 鼉
■
O
㈣
>
机器设晋
手动控制
编辑程序
基板生产
薄離制
S
艇
遐回原点
循环信止
转换语言
取得曰
^
开始
P
范困
:
D
:
\
Prg
\
5773
-
171365
T
\
5773
-
F
71365
T
2
.
x
41
03
:
30
:
58
选择是一致还是个别设罝传送的各传感器的延迟时间
。
若选
择则按钮成为凹状态
。
•
标准
:
各传感器采用相同的延迟时间
•
可选
:
各传感器可设罝为不同的延迟时间
延迟时间的选择
若选样
“
标准
”
,
则以下的
“
标准
”
传感器延迟时间为有效
,
若
选择
“
可选
”
,
则
“
可选
”
的各传感器设罝的延迟时间有效
U
从时间
(
ms
:
1
/
1000
邱
)
和长度
(
mm
)
中选样葙板传送传感器延迟
的设定值的单位
。
选择后
,
按钮成为凹状态
。
延迟的单位
“
延迟时间选择
”
选择了
“
标
准
”
时
,
设罝延迟时间或长度
。
可设罝的值为
0
2500
(
ms
)
、
0
1000
(
mm
)
c
传感器延迟时间
用
“
延迟时间选择
”
选择了
“
可选
”
时
,
分別设罝
IN
传感器
、
WAIT
传感
器
、
STOP
传感器
、
C
.
OUT
传感器
、
0
L
_
T
传感器的延迟时间或长度
。
可选
電新夹授时的
因送料器悬浮等导致生产
W
常停止后重新生产时
,
不除苺
STOP
传感器
OFF
板而重新夹紧
(
翻
H
后夾紧
)
时的延迟时间
可设罝的值为
0
5000
(
ms
)
0
200
(
mm
)
锥板数据
”
的
“
内向卨度
”
的初始值
t
(
单位为
mm
)
基板下限
6
从
“
髙
”
、
“
中
”
、
“
低
”
的
3
种速度中选择支掸台下降时的加
速度
。
(
默认值为
“
髙
”
)
若因焊锡的钻度低等原因而导致元件
4
动
,
请设罝为
“
中
”
或
“
低
”
•
7
下降加速度
W
-
台
输入支撑台卜
.
升时的偏移值
(
0
5
mm
)
按已设罝的值
,
支撑销将苺板向上压入
。
(
默认值
:
0.5
mm
)
8
压入萤
2
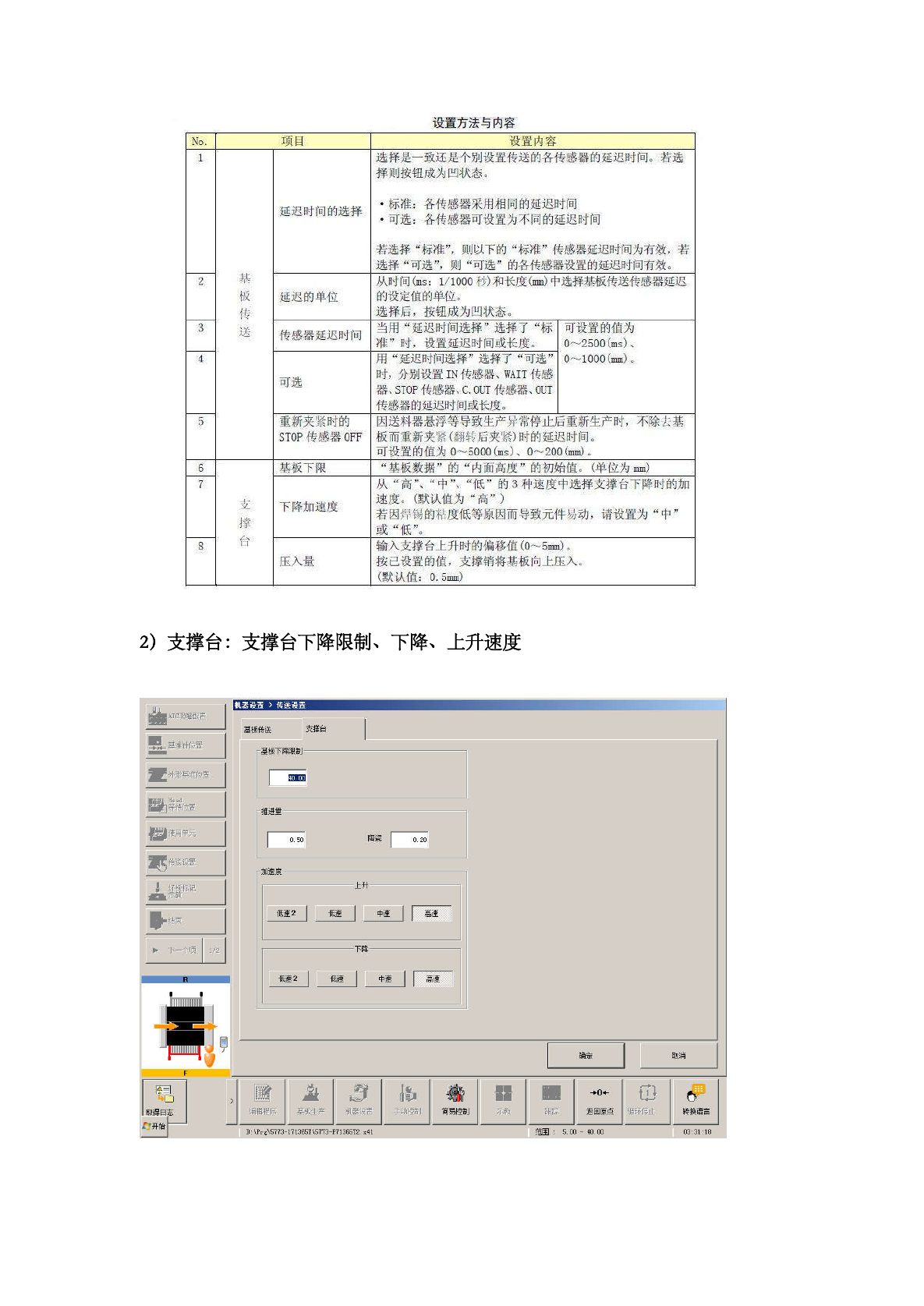
)
支撑台
:
支撑台下降限制
、
下降
、
A
支接台
墓板传送
mmm
.
基板下降眼制
誓外形基准位晋
推进里
微使用单元
陶瓷
_
传送赌
加速
j
上升
丄
!
r
低速
2
低速
高速
下降
►
下一个项
1
/
2
低速
2
低速
中速
高速
确定
取消
崖
5
1
*
»
嬸
Q
基板生产
机器设晋
手动控制
编辑程序
简易控制
遐回原点
循环僖止
转换语言
范困
:
5.00
-
40.00
D
:
\
Prg
\
5
T
73
-
171365
T
\
57
T
3
-
F
71365
T
2
.
x
41
03
:
31
:
18
设罝方法与内容
项
H
设罝内容
No
.
釉 板 传 送