深度解析JUKI设备调试.pdf - 第207页
在 基 板 搬 送 画 面 上 执 行 基 板 搬 出 。 请确认是否保持与生产时的动作 R 步传送基板 , 传送动作是否有问题 。 —— — — — — — — iindniunmumn 1 . 按下 「 基板传送 j 按钮 , 即显示 「 基 板传送 j 阃面 。 % 2 . 把基板安装在 IX 缓冲 , 确认连续动 作时基板流动是否顺畅 。 IfttHtg 选择 [ 基板搬入 ] - [ 执行 ] 后 , 基板即可搬 入 、 夹紧…
4
)
、
摆放顶针
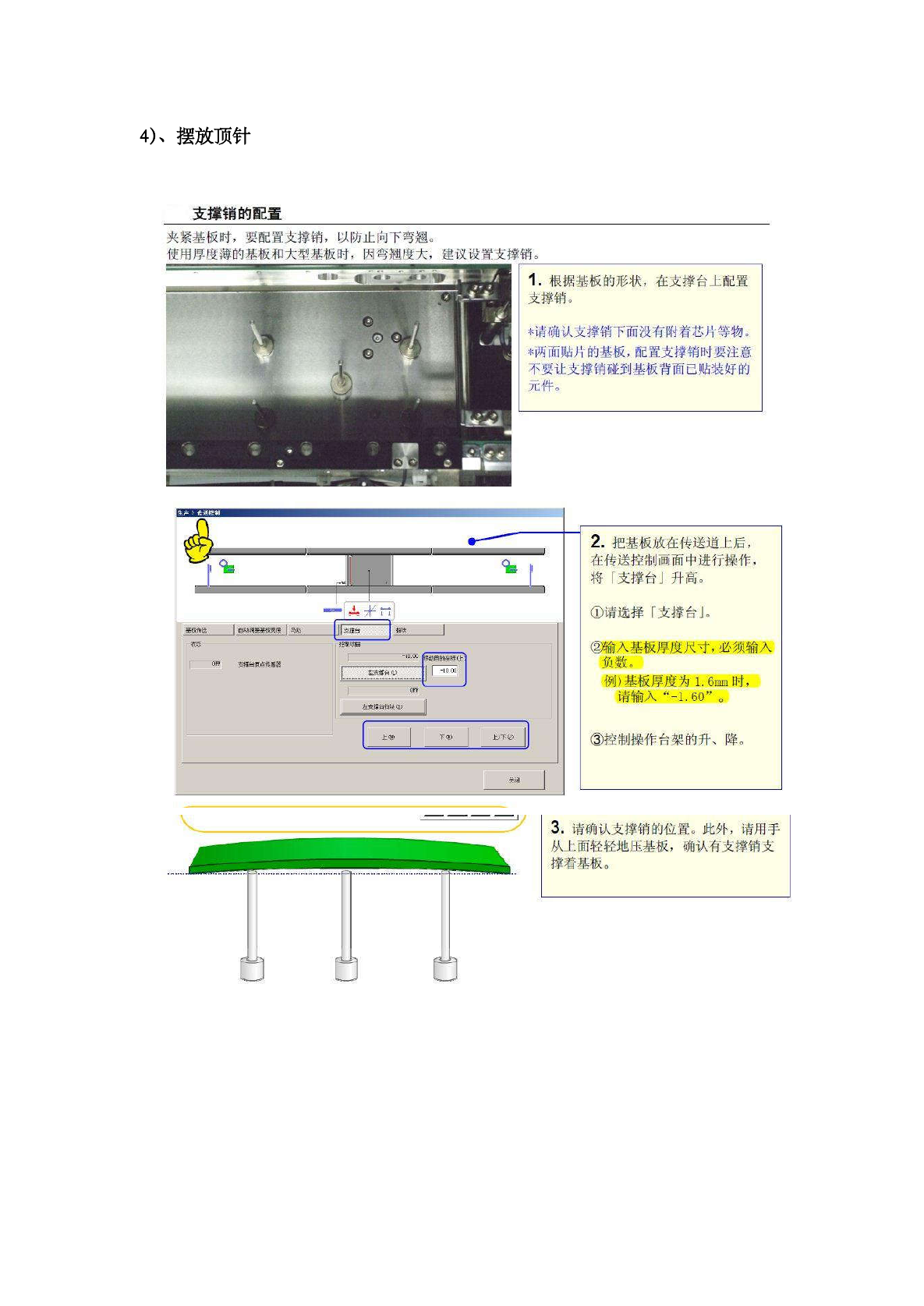
支撑销的配置
夹紧基板时
,
要
fid
置支撑销
,
以防止向下弯翘
。
使用厚度薄的基板和大型基板时
,
因弯翘度大
,
建议设置支撑销
。
根据基板的形状
,
在支撑台上配置
支撑销
。
确认支撑销下面没有附着芯片等物
。
*
两面贴片的基板
,
配置支撐销时耍注意
不要让支撑销碰到基板背面已贴装好的
元件
。
2
.
把基板放在传送道上后
,
在传送控制画面中进行操作
,
将
「
支撑台
j
升卨
。
%
%
①
请选择
「
支撑台
J
。
」
|
交理台
fei
?
_
入基板厚度尺寸
,
必须输入
负数
。
例
)
基板厚度为
1.6
mm
时
,
请输入
“
-
1.60
”
。
iiiiii
1
|
~
-
10
00
I
左支
i
?
&
awiC
5
)
③
控制操作台架的升
、
降
。
■
F
®
)
3
.
清确认支撑销的位置
。
此外
,
请用手
从上面轻轻地
)
玉基板
,
确认有支撑销支
撑着基板
。
□
0 0
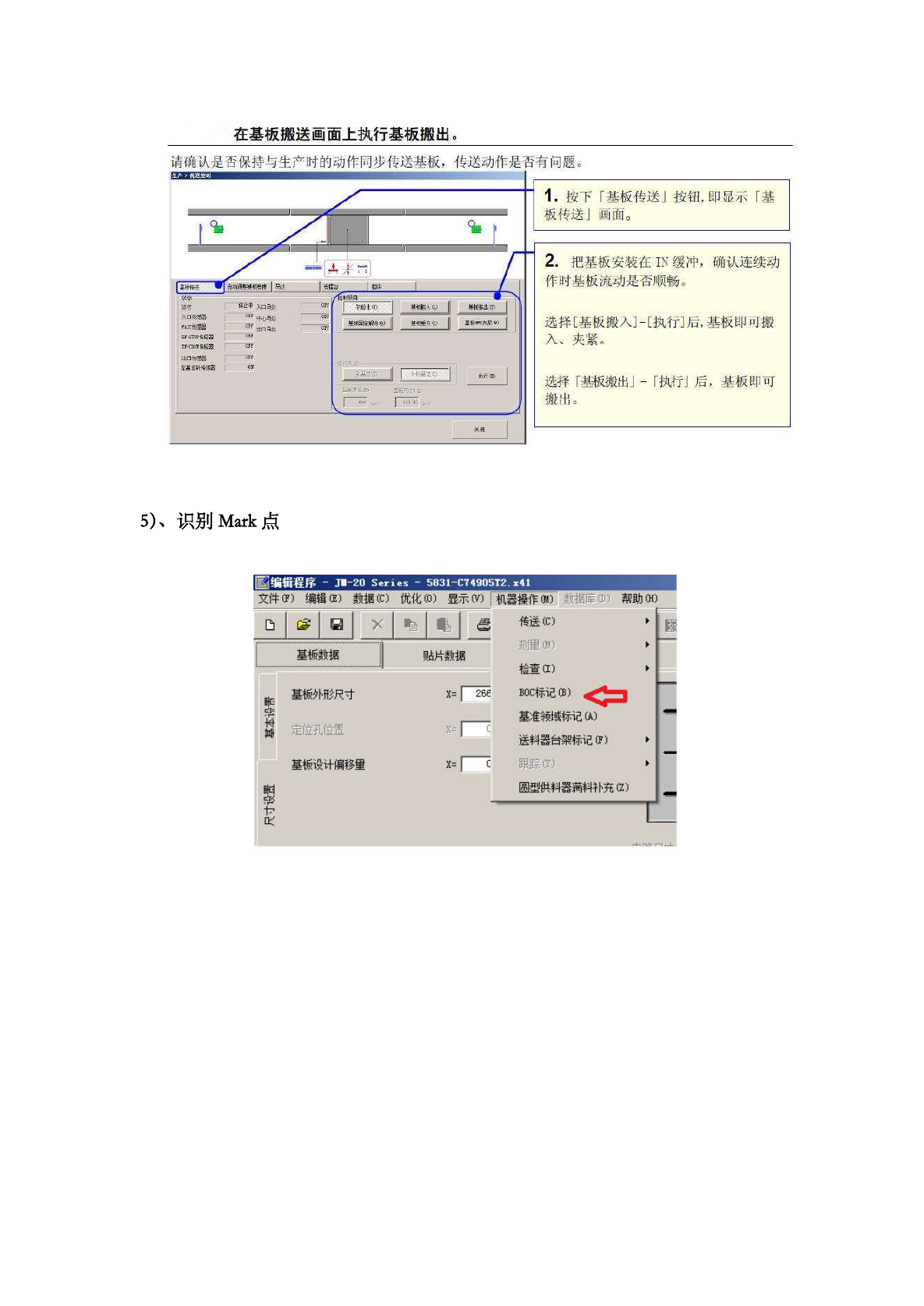
在基板搬送画面上执行基板搬出
。
请确认是否保持与生产时的动作
R
步传送基板
,
传送动作是否有问题
。
——
—
—
—
—
—
—
iindniunmumn
1
.
按下
「
基板传送
j
按钮
,
即显示
「
基
板传送
j
阃面
。
%
2
.
把基板安装在
IX
缓冲
,
确认连续动
作时基板流动是否顺畅
。
IfttHtg
选择
[
基板搬入
]
-
[
执行
]
后
,
基板即可搬
入
、
夹紧
。
j
mnwTUESa
asa
«
i
«
s
I
Ihfi
©
选择
「
基板搬出
」
-
「
执行
j
后
,
基板即可
搬出
。
I
«
l
,
c
:
|
,
。
ttl
5
)
、
识别
Mark
点
I
-
20
Series
-
5831
-
C
74905
T
2
.
x
41
文件
(
?
)
谝辑
CE
)
教 据
(
C
)
优 化
(
0
)
显 示
(
V
)
机 器 操 作
⑽
放 据 庠
①
〕
帮 助
0 0
传 送
(
C
)
剜 星
⑽
检 查
a
)
B
0
C
标 记
CB
)
基准领域标记
CA
)
送料器台架标记
CF
)
D
这
s
x
电龜
a
基板教据
贴片教掮
<
=
基板外形尺寸
266
X
=
$
x
=
|
~
C
I
~
c
m
$
m
定位孔位罡
基板设计偏移望
x
=
圆型供料器葙料补充
(
2
)
_
廿
叱
:
6
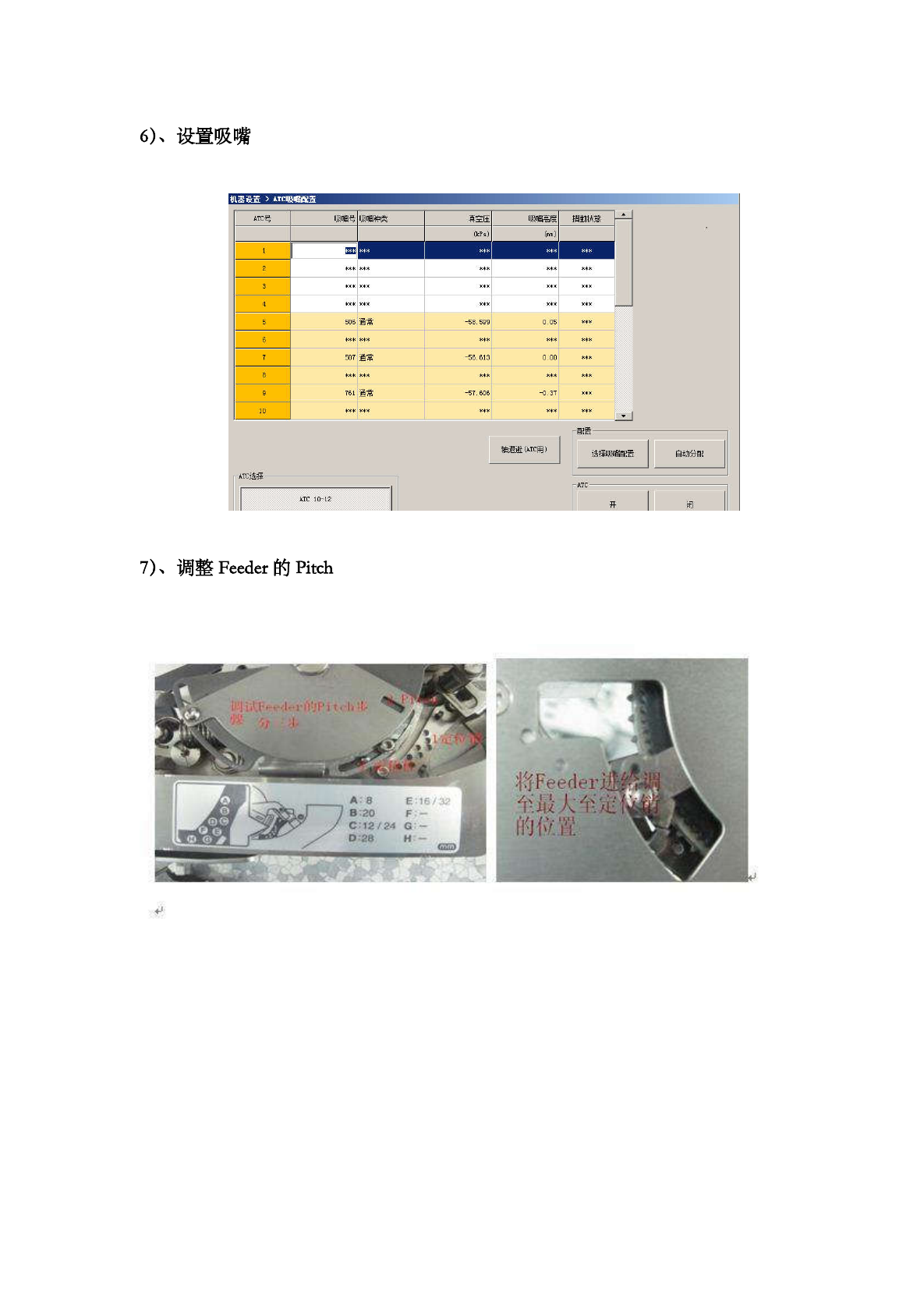
)
、
设置吸嘴
机
S
设 笠
〉
ATC
圾 笠
ATC
号
吸嘴种类
吸皤号
真空压
吸堪高度
mm
CkFa
)
Onm
)
JSS
3
2
3
4
506
通常
5
-
58.599
0.05
6
50
T
通常
-
56.613
0.00
8
T
61
通常
9
-
57.606
-
0.37
10
酉适
油退避
(
ATC
用
)
迭择吸嘴
KS
自动分配
ATC
迭择
ATC
ATC
10
-
12
开
7
)
、
调整
Feeder
的
Pitch
A
-
a
e
:
i
6
/
3
a
B
.
xlO
F
-
的位
VL
f
C
'
.
r
^
/
24
e
-
D
;
?
.
H