深度解析JUKI设备调试.pdf - 第23页
① 传送基本體 注意 : 延迟单位 - 时间 - 选项 - 时间设定不能太长 , 若数值太大 , 会造成基板未走到停板位置 , 工作台就上升的情况发生 传送基本设置 ” 项目组的各项目的内容如下所示 。 ( 1 ) 不使用 / 使用 对是否使用在传送基本设置中所设置的内容 , 进行选择 : : 不使用在传送基本设置中设置的内容时 , 请选择此项 = 按主机设置的内容运行 。 : 要使用在传送基本设置中设置的内容时 . 请选择此项 = (…
1
板数搗
Wi
片教掮
亓件教播
吸取教掮
I
板侑
1
传送基本设
3
逛迟单位
夕时间
夕不使用
r
长度
r
使用
设
S
传感器
S
迟时
Ji
1
广麵
标
,
Ons
)
0
«
s
)
感器
WAIT
IH
STOP
c
-
our
OUT
再固定时忽略傳止传感器
0
«
)
1
奋进入馆号延
®
寸间
0
(
sec
)
m
传送马达速度控制
^
不使用
广使用
沒不使用
r
使用
r
MT
传感器缺口剧败植功能
rs
3
[
11
zi
传送中
.
后工搬出时
)
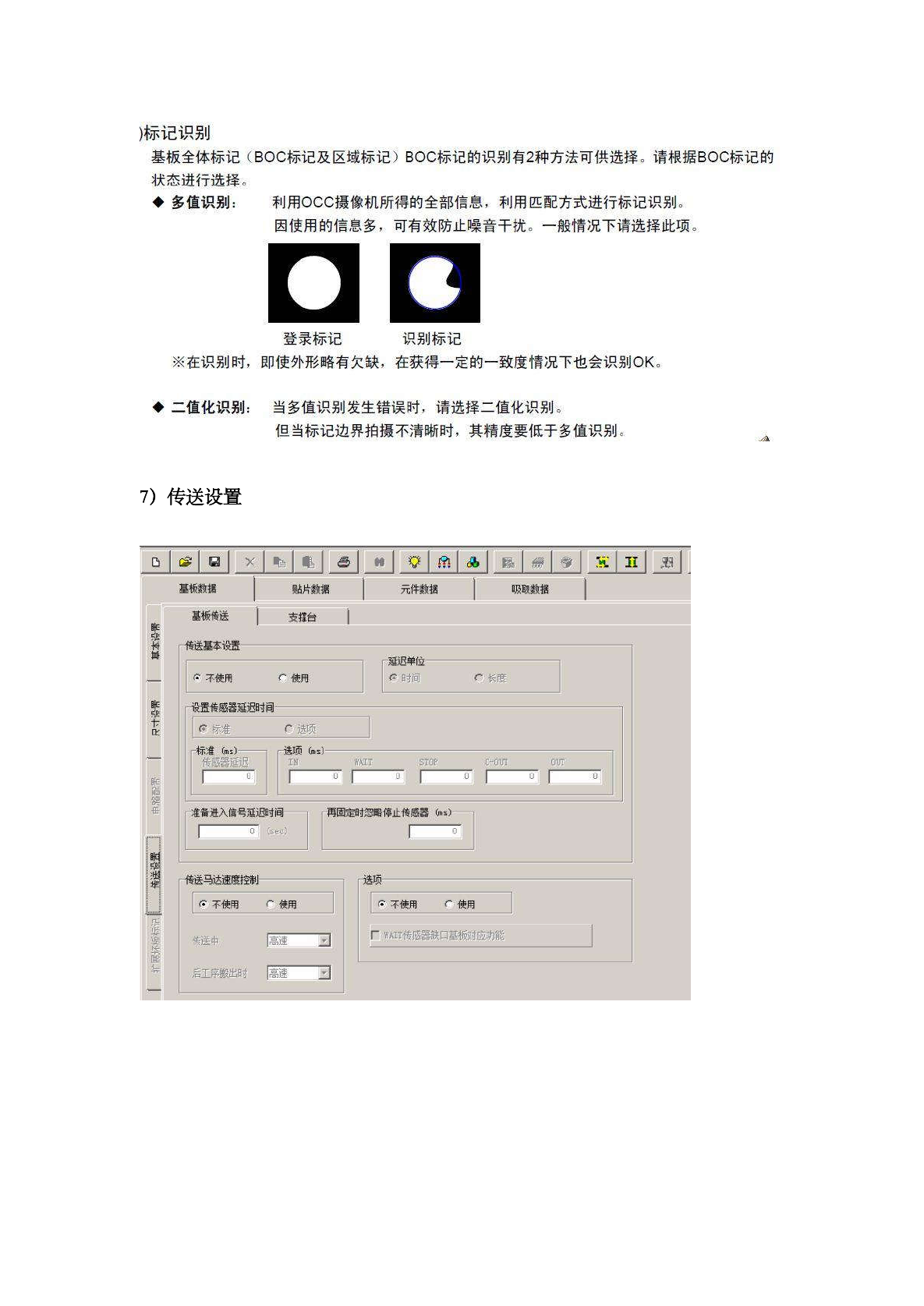
标记识别
基板全体标记
(
BOC
标记及区域标记
)
BOC
标记的识别有
2
种方法可供选择
。
请根据
BOC
标记的
状态进行选择
。
:
利用
OCC
摄像机所得的全部信息
,
利用匹配方式进行标记识别
。
因使用的信息多
,
可有效防止噪音干扰
。
一般情况下请选择此项
。
□
□
识别标记
※
在识别时
,
即使外形略有欠缺
,
在获得一定的一致度情况下也会识别
OK
。
登录标记
:
当多值识别发生错误时
.
请选择二值化识别
。
但当标记边界拍摄不清晰时
,
其精度要低于多值识别
。
7
)
概设置
D
|
g
I
B
I
x
I
%
I
ft
I
®
|
H
|
^
I
m
I
A
I
^
|
!
»
|
#
|
S
1
H
|
iH
|
jsl
I
一
M
^
-
rrck
:
|
tf
「
:
.
i
①
传送基本體
注意
:
延迟单位
-
时间
-
选项
-
时间设定不能太长
,
若数值太大
,
会造成基板未走到停板位置
,
工作台就上升的情况发生
传送基本设置
”
项目组的各项目的内容如下所示
。
(
1
)
不使用
/
使用
对是否使用在传送基本设置中所设置的内容
,
进行选择
:
:
不使用在传送基本设置中设置的内容时
,
请选择此项
=
按主机设置的内容运行
。
:
要使用在传送基本设置中设置的内容时
.
请选择此项
=
(
2
)
设置传感器延迟时间
选择是使各传送传感器的延迟时间都一致
、
还是要进行个别设置
3
:
要使各传送传感器的延迟时间一致时
,
请选择此项
。
:
要个别设置各传送传感器的延迟时间时
,
请选择此项
。
选择
“
标准
”
时
,
下侧的
“
标准
”
传感器延迟有效
,
选择
“
选项
”
时
,
在
“
选项
”
中设置的各传感器延迟时间有效
。
②
延迟单位
(
3
)
延迟单位
从时间
(
ms
:
1
/
1000
秒
)
、
长度
(
mm
)
中选择基板传送传感器延迟的设置值的单位
6
:
延迟时间设置值的单位为时间
(
ms
:
1
/
1000
秒
)
时
,
请选择此项
《
:
延迟时间设置值的单位为长度
(
mm
)
时
.
请选择此项
s
H
(
4
)
标准
在
“
设置传感迟时间选择
“
标准
"
时
.
要设置延迟时间或长度
.
可设置的值为
0
2500
(
ms
)
、
0
1000
(
mm
)
8
(
5
)
选項
在
“
设置传感鼉蠹迟时间
"
a
选择
"
选项
"
时
.
要分别设置
IN
传感器
、
WAIT
传感器
、
STOP
传感器
、
OOUT
传感器
、
OUT
传感器的延迟时间或长度
:
可设置的值为
0
2500
(
ms
)
、
0
1000
(
mm
)
8
(
6
)
准进入倌号延迟时
B
当从后工序输入的接受基板搬出倌号
Ready
IN
倌号为
ON
时将不停止基板向下一个工序送出
s
但
若设置了此项延迟时间后
.
当
OUT
传感器检测出有基板时
.
则会先暂濘
.
在经过设置的时间后
Ready
IN
倌号为
ON
.
并且马达再次旋转时
.
才进行基板的传出
=
此项设置对传送速度不相同的
机器间的基板交接有效
=
另外
.
此时间是从
OUT
传感器为
ON
后开始计算的时间
:
(
7
)
再固定时忽略
4
*
止传
设置当发生传送带浮动等生产异営结束
、
生产再启时
.
不去除基板而进行再钳夹时的延迟时间
=
可分别设置左站点
、
右站点
c
可设置的值为
0
500
(
ms
)
、
0
-
200
(
mm
)
。
“
PCB
板或有间距较大的拼板时
,
经常会发生基板感应
,
在机器设置里的基板传
送中选下延迟时间或长度
,
建议选延迟长度比较好
。
这个延迟时间或长度是根据
PCB
板的缺口
及拼板间的间距得来的
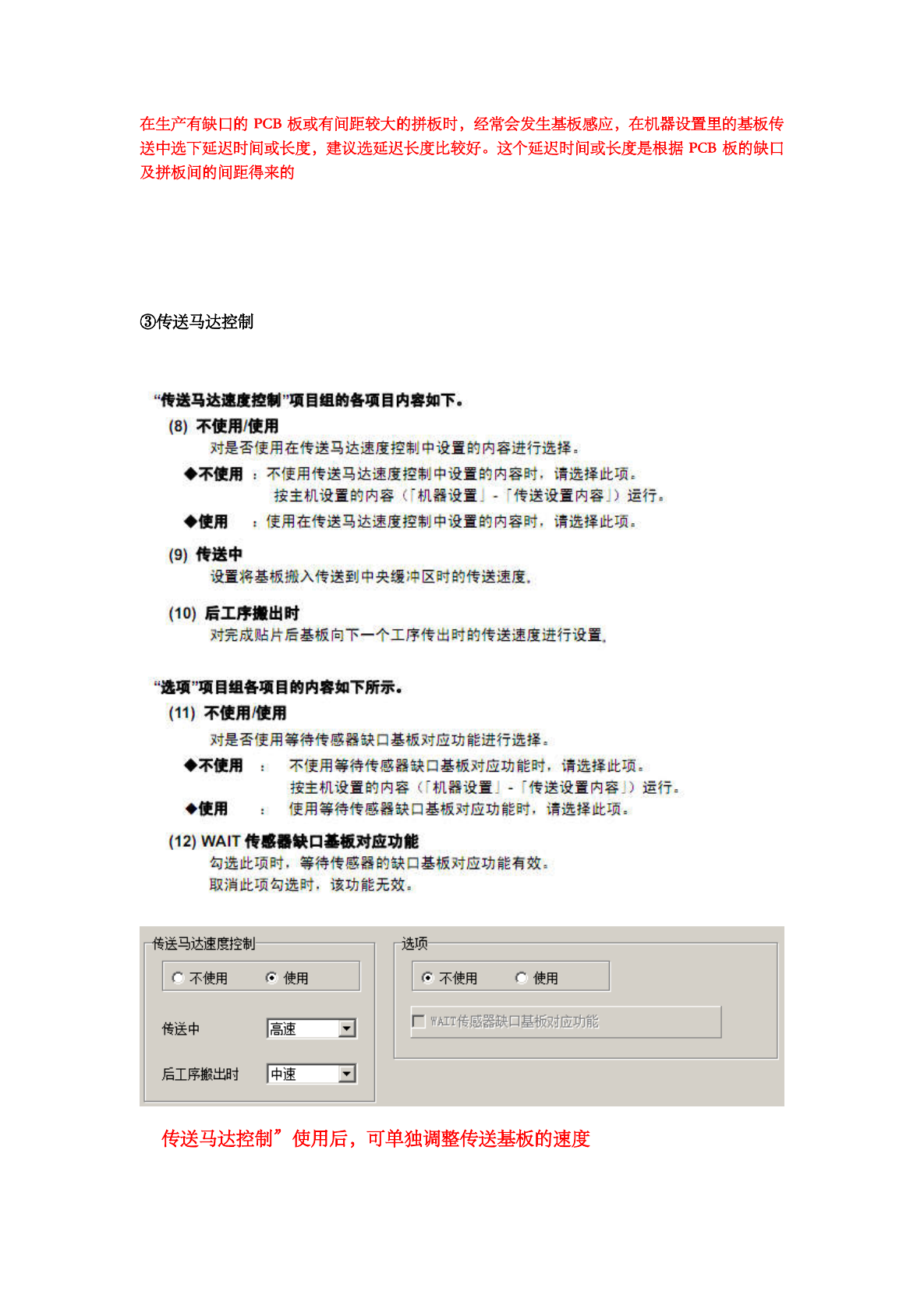
③
鶴马达控制
“
传进马达速度控项目组的备项目内实如下
*
(
8
)
不使用
/
使用
对是否使用在传送马达速度控制
P
设罝的内吞进行选择
=
X
使用传送马迖速度控制中设罝的内容时
.
谞选择此
按主机设
M
的 内 容 厂 机 器 设 罝
-
'
传送设罝内容
)
运行
=
嗤用在传送马达速度控制申设罝的内容时
.
请选择此项
=
(
9
)
传送中
设罝将基板提入传送到中央缓
P
区时的传送速度
.
(
10
)
后工序嫌出时
扣完成贴片后基板向下一个工序传
^
时的传送速度进行设置
,
“
选项目组各项目的内
*
如下所示
,
(
11
)
不使用
/
使用
对是否使用等待传感器缺
2
基板対应功能进行选择
=
:
不使用等待传感器缺口基板对应功能时
.
请选择此项
E
按主机设置的内
s
r
机器设置
-
_
传送设罝内容
_
)
运行
E
:
使用等待传感器缺
□
基板对应功能时
.
请选择此项
=
(
12
)
WAIT
传
薷缺口基板对应功能
勾选此项时
.
等持传感器的缺口基板对应功能有效
=
取消此项勾选时
.
该功能无效
=
传
1
马达速度控制
迭项
r
不使用
(
J
■
使用
^
不使用
r
使用
r
WAIT
传感器缺口基板对应功能
传送中
|
中速
后工序搬出时
传送马达控制
”
使用后
,
可单独调整传送基板的速度