深度解析JUKI设备调试.pdf - 第48页
5 ) 吸取条件 吸取数掮 * 检查 2 | | ~ foo r 控制负荷 「 广是 JI 3 mm 宽度叫 26.63 长度叫 22 ^ 23 SSOOj 13.86 X | 0.00 I | 0.00 Z | 0.00 吸取偏移里 I — ~ I 开 ㈣ 间 r ~ ^ I ^ ms 宽度 长度 ( PL ) | 15.20 | 中 zl ^ 吸取位 S I : 上 吸取深度 I ~ 0 ^ 00 b 0 SS 葚度 I 0.0…
目录
将物料由方型芯片改为插入元件是
时,各数据已更改完,所有单独测量
动作完成后,退出页面再打开此元件
库时,又恢复至原来状态(方型芯片
数据),此时就必须点击“是”,然后
再设定 feeder 料站信息。
元件名
:
元件类型
:
I
方型芯片
|
iiF
包装
:
-
外形尺寸
i
专心方式
^
m
r
图 像
宽度
⑽
:
|
20.27
长度
(
L
)
|
~
T
^
l
(
H
)
j
~
~
4
l
9
封装尺寸一
长 度
㈣
:
~
|
长 度
<
TL
)
|
吸取深度
I
~
0
^
0
H
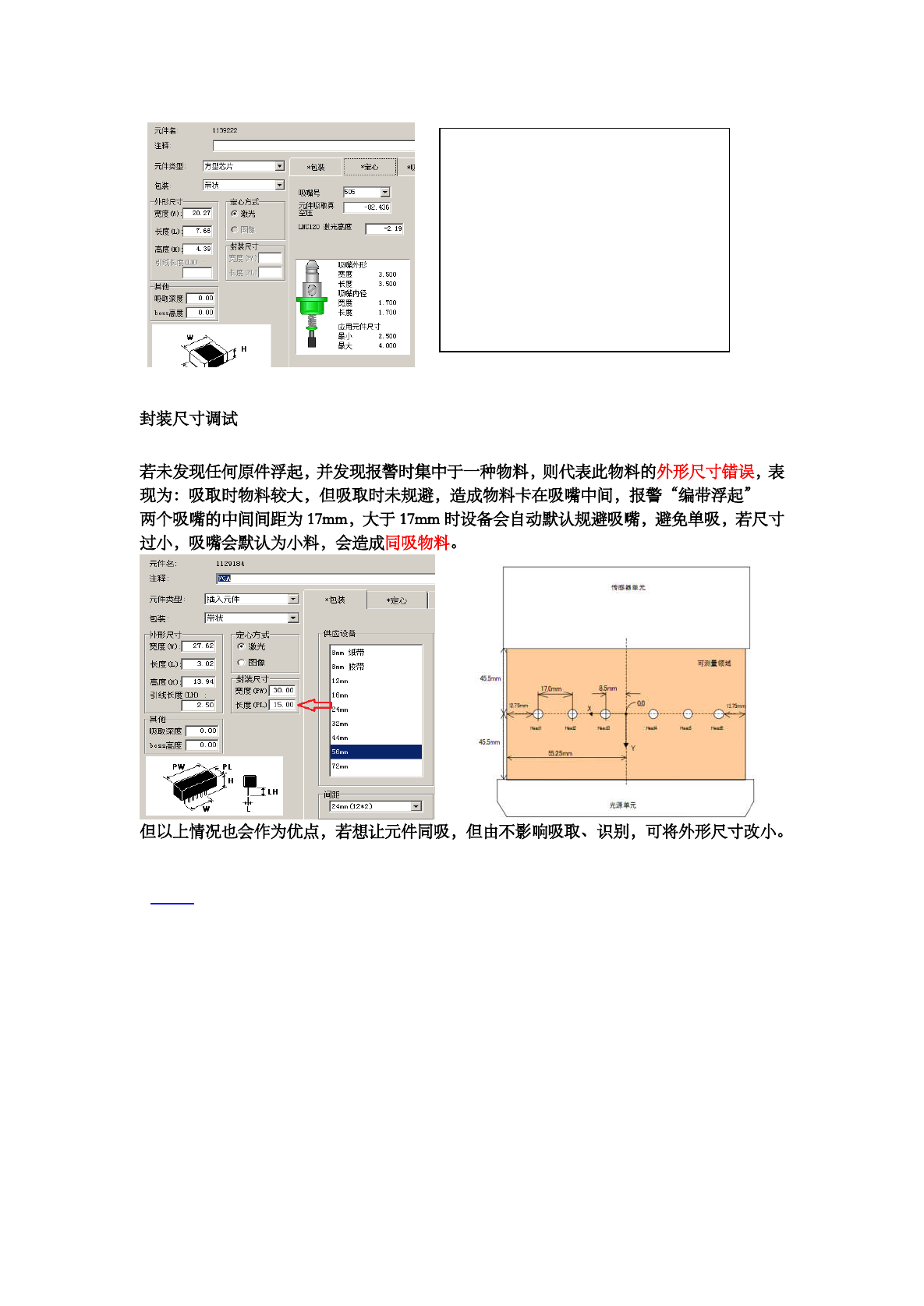
封装尺寸调试
若未发现任何原件浮起
,
并发现报警时集中于一种物料
,
则代表此物料的外形尺寸错误
,
表
现为
:
吸取时物料较大
,
但吸取时未规避
,
造成物料卡在吸嘴中间
,
报警
“
编带浮起
”
两个吸嘴的中间间距为
17
mm
,
大于
17
mm
时设备会自动默认规避吸嘴
,
避免单吸
,
若尺寸
过小
,
吸嘴会默认为小料
,
会造成同吸物料
。
元件名
:
ft
感
■
灕死
元件类型
:
|
插入亓件
31
*
包装
*
定心
\
rnii
包装
:
供应设备
8
mm
iS
p
心方式
_
^
激光
r
图像
宽度
0
T
)
:
|
27.62
长度
~
3
^
2
高度叫
13.94
引线长度
OH
)
:
胶芾
可
《
量領孅
piit
装尺寸
宽度
CPf
)
|
30
.
00
45
Jrrro
O
—
O
-
-
…
-
C
其他
吸取深度
I
~
0
^
0
bosses
|
~~
0.00
间距
|
24
mn
.
(
12
*
2
)
光调雖元
但以上情况也会作为优点
,
若想让元件同吸
,
但由不影响吸取
、
识别
,
可将外形尺寸改小
。
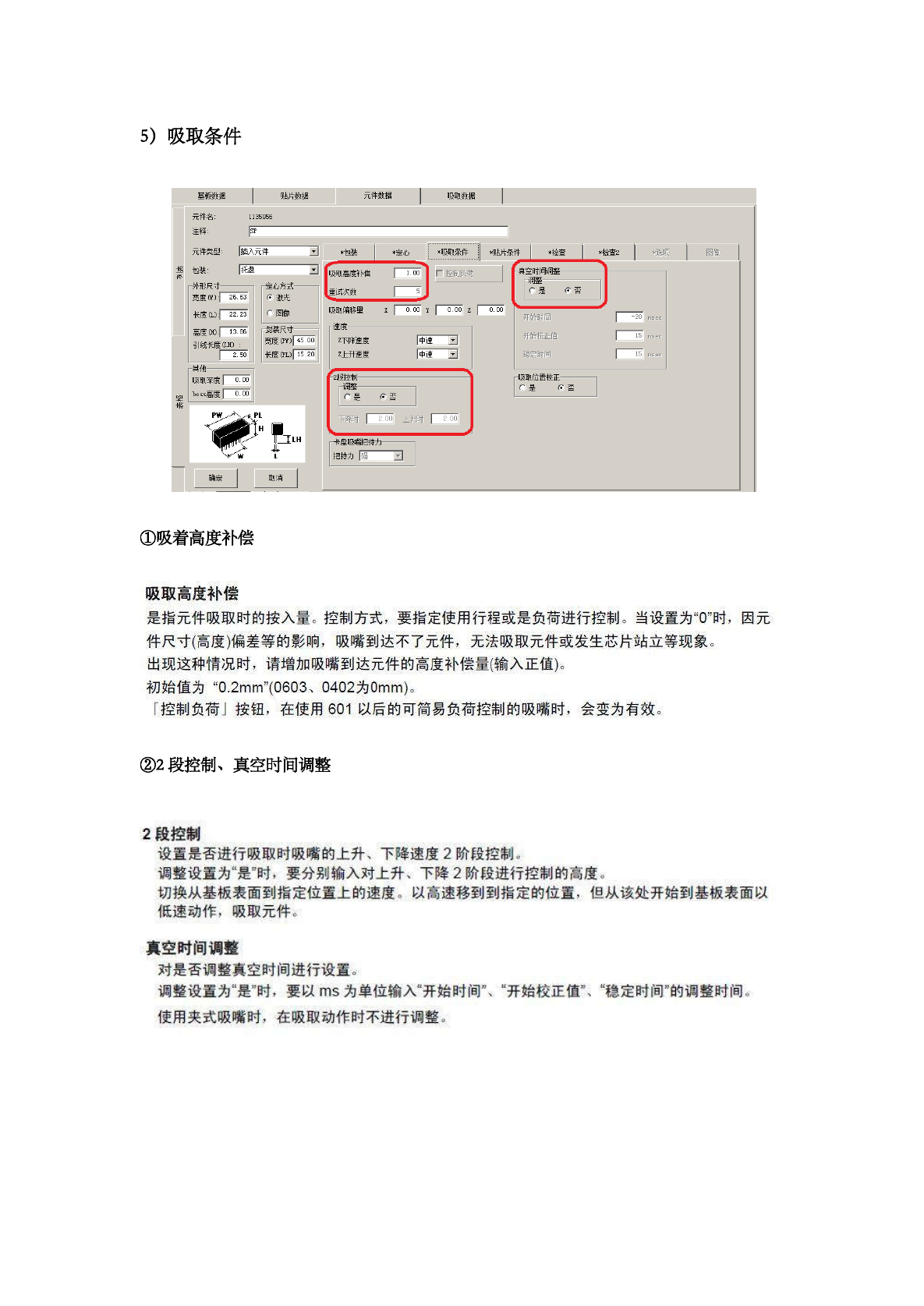
5
)
吸取条件
吸取数掮
*
检查
2
|
|
~
foo
r
控制负荷
「
广是
JI
3
mm
宽度叫
26.63
长度叫
22
^
23
SSOOj
13.86
X
|
0.00
I
|
0.00
Z
|
0.00
吸取偏移里
I
—
~
I
开
㈣
间
r
~
^
I
^
ms
宽度
长度
(
PL
)
|
15.20
|
中
zl
^
吸取位
S
I
:
上
吸取深度
I
~
0
^
00
b
0
SS
葚度
I
0.00
①
吸着高度补偿
吸取高度补偿
是指元件吸取时的按入量
。
控制方式
,
要指定使用行程或是负荷进行控制
。
当设置为
“
0
”
时
,
因元
件尺寸
(
高度
)
偏差等的影响
,
吸嘴到达不了元件
,
无法吸取元件或发生芯片站立等现象
=
出现这种情况时
,
请增加吸嘴到达元件的高度补偿量
(
输入正值
初始值为
“
0
_
2
mm
”
(
0603
、
0402
为
0
mm
)
。
「
控制负荷
j
按钮
,
在使用
601
以后的可简易负荷控制的吸嘴时
,
会变为有效
。
②
2
段控制
、
真空时间调整
2
段控制
设置是否进行吸取时吸嘴的上升
、
下降速度
2
阶段控制
调整设置为
“
是
”
时
,
要分别输入对上升
、
下降
2
阶段进行控制的高度
切换从基板表面到指定位置上的速度
,
以高速移到到指定的位置
.
但从该处开始到基板表面以
低速动作
,
吸取元件
.
真空时间调整
对是否调整真空时间进行设置
。
调整设
M
为
“
是
”
时
,
要以
ms
为单位输入
"
开始时间
"
、
u
开始校正值
'
“
稳定时间
"
的调整时间
。
使用夹式吸嘴时
.
在吸取动作时不进行调整
。
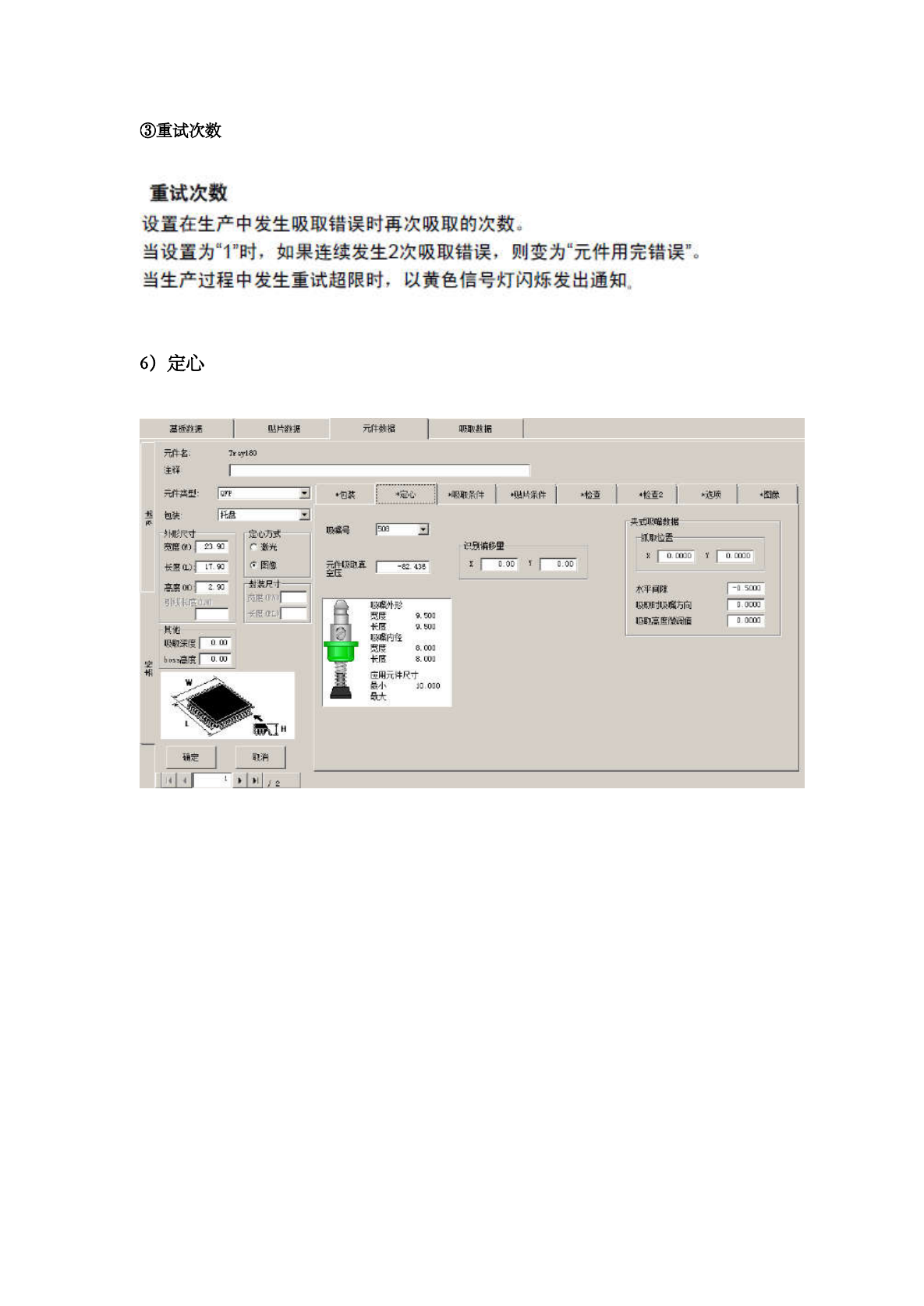
③
重试次数
重试次数
设罝在生产中发生吸取错误时再次吸取的次数
.
当设置为
‘
_
彳
”
时
.
如果连续发生
2
次吸取错误
.
則变为
_
[
元件用完错误
'
当生产过程中发生重试超限时
t
以黄色信号灯闪烁发出通知
6
)
定心
元伴祐播
职助教
ffi
smm
元伴名
•
TroyldD
m
却龙
5
i
.
"
71
吃装
沒心
!
2
陳
~
3
is
m
;
式
1
改
8
教据
傭位
g
—
1
^
3
,
咖寸
SS
«
)
f
长进
cuf
初
oof
引认呢心
n
定心方式
㈣
祕里
金光
X
f
?
田
<
0.00
D
.
0
D
LT
.
9
]
-
2
136
i
匚
^
R
-
i
2.90
I
-
0
5
cna
水平自防
极
?
叹梅万向
麵
S
|
戚外形
9.500
9
.
SQ
0
D
OMM
做
1
.
_
内径
吸取深度厂
^
bwaSR
「
8
.
COO
8
.
COO
'
i
:
计
S
田亓件尺寸
10.000
9
±
pa
"
II
定
r
小
1
I
/
2