深度解析JUKI设备调试.pdf - 第96页
( 2 ) 设置方法 1 ) 指定所要使用的装蓳单元 。 有勾选标记 : 设置为 “ 使用 、 无勾选标记 : 设置为 “ 未使用 ' 2 ) Head 从 “ 不使用 ” 状态变更为 “ 使用 ” 状态时 , 各 Head 必须进行返回原点 . 所有 Head 为 “ 伺服 OFP 时 , 请按照画面的指示 , 执行全轴返回原点 3 ) 将 Head 从 “ 使用 ” 状态变为 “ 不使用 3 状态时 . 要使 Head 自…
三
:
使用单元
1
)
标准使用单元
:
传送带驱动感应器的使用
^
jjATC
吸媸配
g
j
迭
《
5
®
用单元
2
丨标
;
t
功能
|
卜
标准使用单元迭顷使用单元
-
m
I
R
L
2
-
M
«
»
d
I
|
7
I
|
7
L
4
-
Heaid
I
W
L
5
~
H
«
»
d
I
W
L
6
-
H
«
«
td
I
ffi
齄位晋
■
使用单元
-
传送带浮动传感器
ag
传送織
丄 禁 緩 标 记
^
内
/
外侧
TTlmlmllrv
S
9
>
鐘 遽
<
0
癰
H
_
tB
P
编辑程序
简易控釗
(
1
)
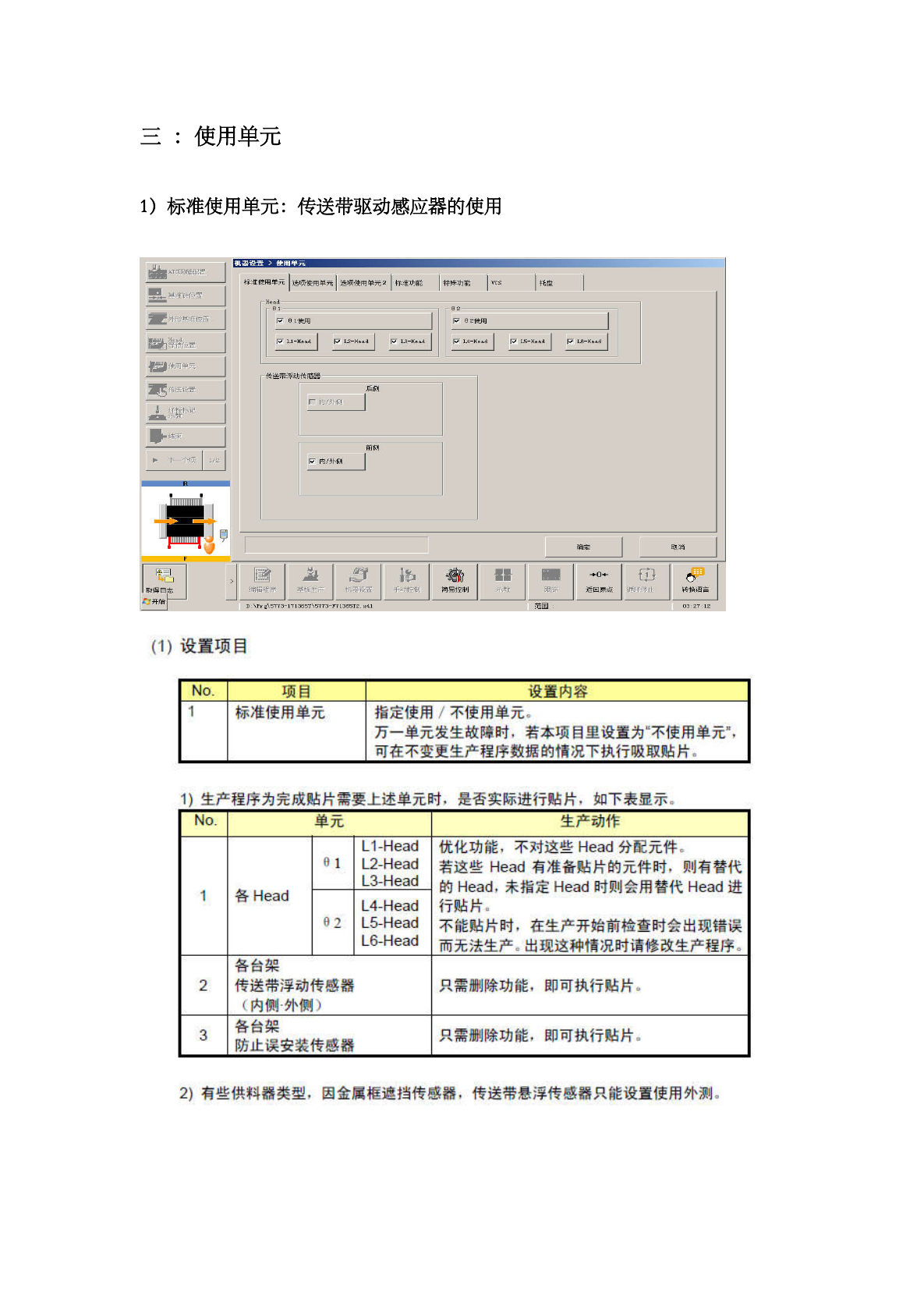
设置项目
设置内容
No
.
项目
标准使用单元
指定使用
/
不使用单元
。
万一单元发生故醵时
.
若本项目里设置为
“
不使用单元
可在不变更生产程序数据的情况下执行吸取貼片
。
1
)
生产程序为完成貼片需要上述单元时
.
是否实际进行貼片
,
如下表显示
。
No
.
单元
生产动作
L
1
-
Head
L
2
-
Head
L
3
-
Head
优化功能
,
不对这些
Head
分配元件
=
若这些
Head
有准备貼片的元件时
.
則有替代
的
Head
.
未指定
Head
时则会用替代
Head
进
行貼片
.
不能貼片时
.
在生产开始前检查时会出现错误
而无法生产出现这种情况时请修改生产程序
.
0 1
各
Head
L
4
-
Head
L
5
-
Head
L
6
-
Head
62
各台架
传送带浮动传感器
(
内铡外侧
)
只需删除功能
.
即可执行貼片
a
2
各台架
只需删除功能
.
即可执行貼片
=
3
防止误安装传感器
2
)
有些供料器类型
.
因金属框遮挡传感器
.
传送带悬浮传感器只能设置使用外测
。
(
2
)
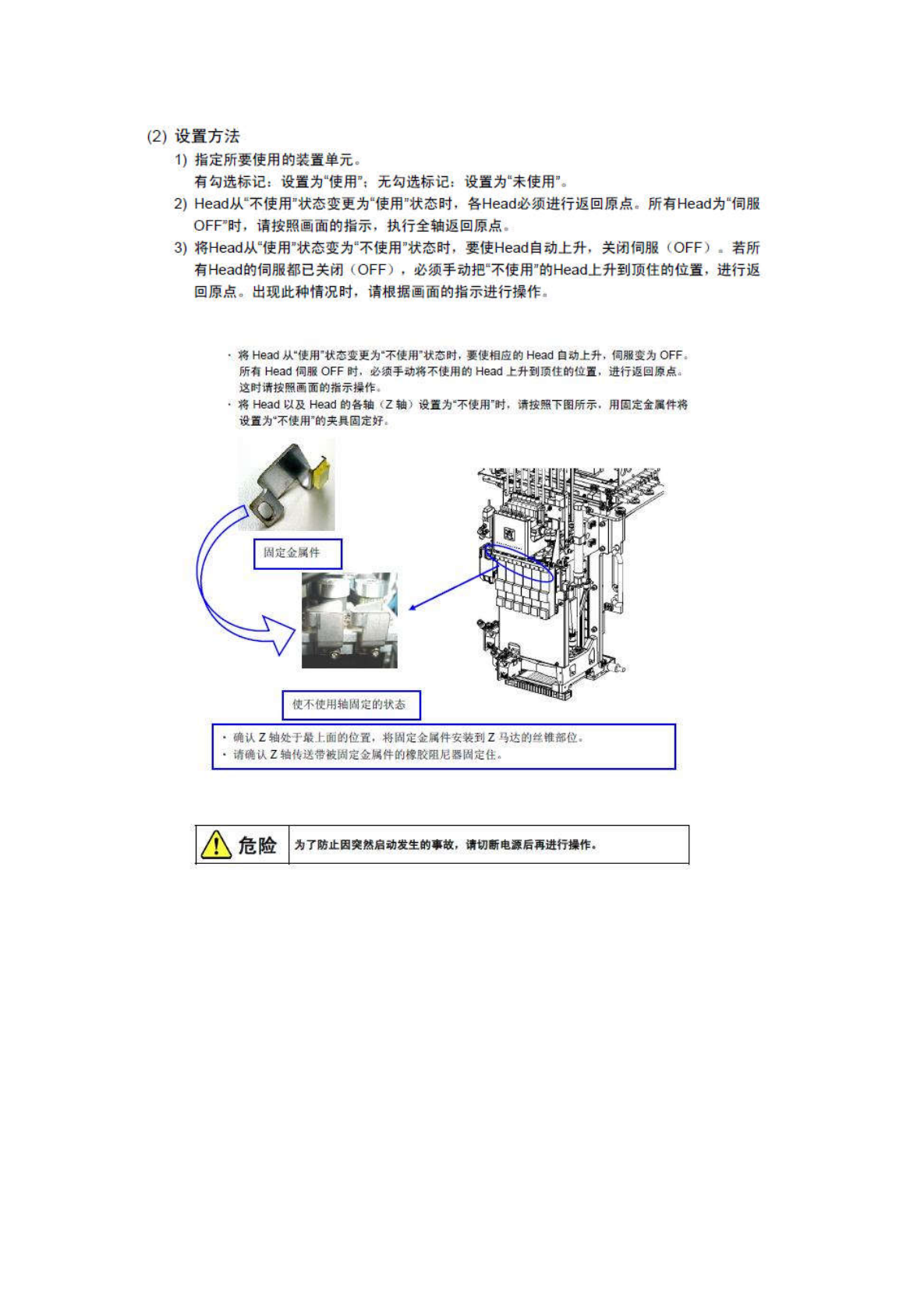
设置方法
1
)
指定所要使用的装蓳单元
。
有勾选标记
:
设置为
“
使用
、
无勾选标记
:
设置为
“
未使用
'
2
)
Head
从
“
不使用
”
状态变更为
“
使用
”
状态时
,
各
Head
必须进行返回原点
.
所有
Head
为
“
伺服
OFP
时
,
请按照画面的指示
,
执行全轴返回原点
3
)
将
Head
从
“
使用
”
状态变为
“
不使用
3
状态时
.
要使
Head
自动上升
,
关闭伺服
(
OFFh
若所
有
Head
的伺服都已关闭
(
OFF
)
•
必须手动把
“
不使用
nMHead
上升到顶住的位置
.
进行返
回原点
。
出现此种情况时
,
请根据画面的指示进行操作
:
•
将
Head
从
使用
”
状态变更为
u
不使用
"
状态时
.
要使相应的
Head
自动上升
.
伺服变为
OFF
所有
Head
伺服
OFF
时
.
必须手动将不使用的
Head
上升到顶住的位
5
.
进行返回原点
。
这时请按照甬面的指示操作
:
•
将
Head
以及
Head
的各轴
(
Z
轴
:
设
M
为
“
不使用
"
时
•
谞按照下图所示
.
用囡定金厲件将
设
M
为
u
不使用
"
的夹兵固定好
.
阀定金属件
使不使用轴尚定的状态
•
确认
Z
轴处
r
拟
h
面的位
S
,
将阀定金辑件安装到
Z
马达的丝锥部位
,
•
请 确 认
Z
轴
H
送带被尚定金属件的榷胶阳尼器
W
定住
/
?
\
危险
为了防止因突然庙动发生的事故
,
请切断电源后再进行搡作
•
特殊功能:结束时保持数据功能、更改元件尺寸时固定吸嘴选择、禁止优化功能
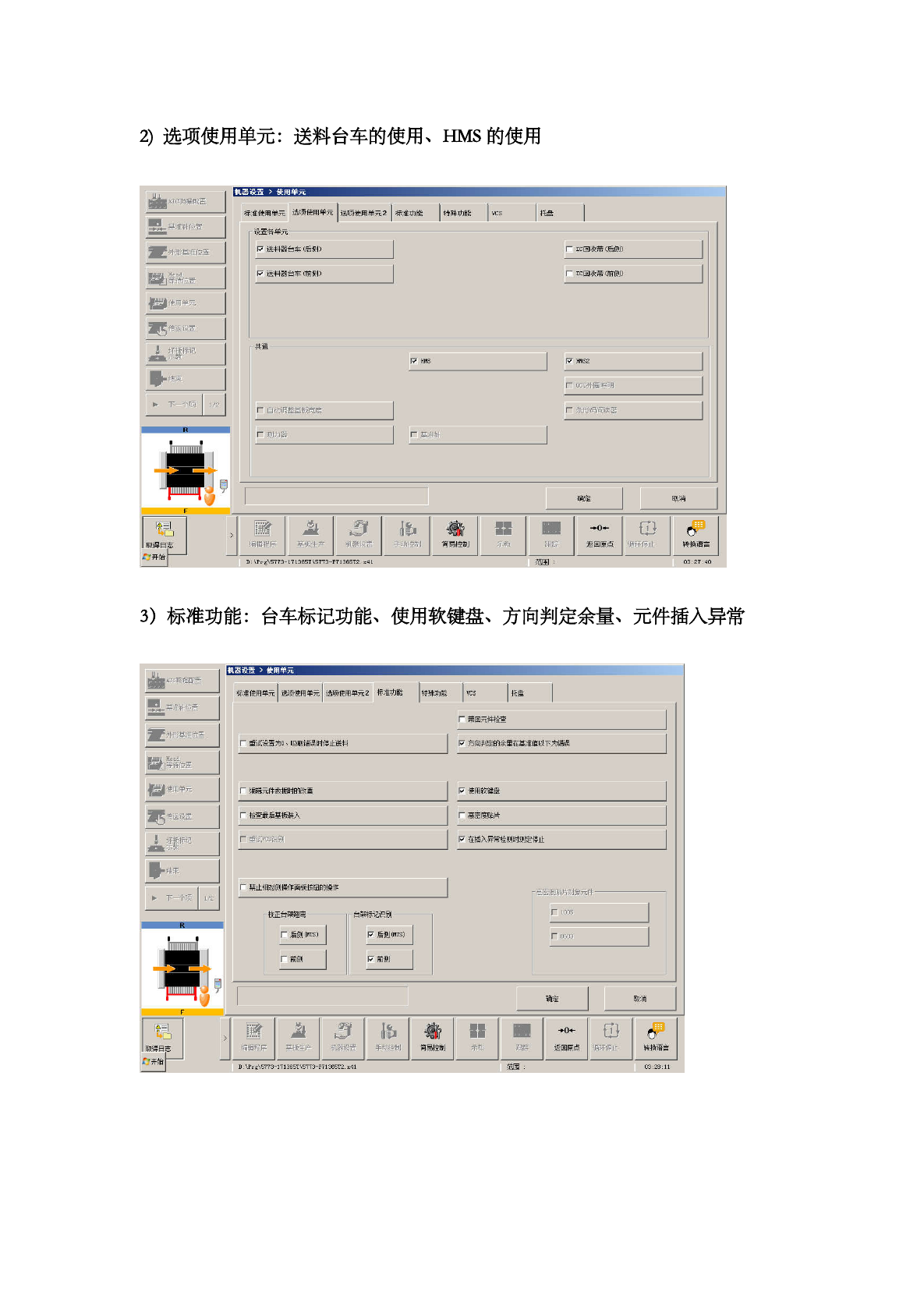
2
)
选项使用单元
:
送料台车的使用
、
HMS
的使用
机
2
SS
>
使用单元
ATC
吸嘴酉想
|
VCS
标准使用单元迭项使用单元迭项使用单元
2
标准功能
持殊功能
托盘
R
-
墓准针位罝
设罡各单元
外形墓雜罟
r
?
送料器台车垢侧
)
「
ic
回收带垢側
)
送料器台车
CM
则
)
r
ic
回收带
(
M
«
)
rStymm
_
使用单元
3
^
传送设
®
共通
▲
If
R
HMS
W
HHS
2
结束
r
occ
外圈照明
►
下一个项
1
/
2
厂自动调整基板宽度
r
杂形码阅读器
厂剜力器
厂墓准针
确定
取消
隨
念
10
⑧
扇
鼉
■
>
手动控制
编辑程序
墓板生产
机器设
g
简易控釗
示教
SRS
-
?
遐回原点
循环侉止
转换语言
取得曰衷
广事开始
范困
:
D
:
\
Pr
g
\
5773
-
171365
T
\
5773
~
F
71365
T
2
.
x
41
03
:
27
:
40
3
)
标准功能
:
台车标记功能
、
使用软
,
判定余量
、
元件插入异常
机
SSS
>
使用单元
ATC
吸麵搵
标准使用单元迭项使用单亓迭项使用单元
2
标
:
隹功能
特殊功能
托盘
VCS
■
基准针位罟
r
芾回元件检查
置外形墓雜
g
r
重试设
$
为
0
、
吸取错误时倡止送料
反方向判宝的余望在基准值以下为错误
tms
觀伽单元
r
编辑元件教据时的改善
F
使用软键盘
厂检查最后基板装入
r
高密度贴片
传送设置
▲
禁
r
厂重
iitvcsis
:
[
7
在插入异常检
》
1
时刺定傳止
结束
r
禁止相討例择作面板按钮的操作
「
驗翻狀卩橡元件
►
下一个项
1005
校正台架翘弯
台架标记识别
厂后刨啪
TS
)
P
后側
(
HTS
)
厂前侧
P
前
SW
确定
取消
隱
il
s
ill
扇 鼉
■
0
>
机器设
g
编辑程序
基板生产
手动控制
简易控制
示教
Mf
-
遐回原点
循环信止
转换语言
取得曰
r
*
开始
h
范困
:
D
:
VPrg
\
5773
-
171365
T
\
5773
-
F
71365
T
2
.
x
41
03
:
28
:
11