ALeaderAOI-Ver 4.0 - 第119页
上图为定位偏移 的误报。 ①区域的标准本体图与② 区域的待测 本体图存在着 很大的存在, 导致定位不准, 产 生误报 。在此情况 ,将检测项目 的各个检测 位置调整好, 选择“偏移 ”检测项,单 击④区域的 【重取图】 , 重新获取标准图 ,然后选 择③区域中【派 生标准】 ,选择“派生标准 ”操作。 提示 提示 提示 提示 : : : :该 误报操作主要采用外部 该误报操作主要采用外部 该误报操作主要采用外部 该误报操作主要采用外部“…
为选择状态;【极性】为非选择状态。
提示
提示提示
提示:
::
:元件的本体有极性和方向
元件的本体有极性和方向元件的本体有极性和方向
元件的本体有极性和方向。
。。
。当本体有极性限制时
当本体有极性限制时当本体有极性限制时
当本体有极性限制时,【
,【,【
,【极性
极性极性
极性】
】】
】为选择状态
为选择状态为选择状态
为选择状态;
;;
;否则为非选择状态
否则为非选择状态否则为非选择状态
否则为非选择状态。
。。
。
③ 判定区域:本体定位的相似度返回值,默认判定范围为(0, 60)。
④ 本体区域的参数区域:本体图像的处理参数。色彩通道选择【红】+【绿】+【蓝】;图像方式选择【均值】;
【亮度】、【对比度】、【增强】和【灰度】为默认设置,一般情况下不做改动;【校正方式】为“图像”;【屏
蔽框】为非选择状态。
提示
提示提示
提示:【
:【:【
:【屏蔽框
屏蔽框屏蔽框
屏蔽框】
】】
】默认状态为非选择状态
默认状态为非选择状态默认状态为非选择状态
默认状态为非选择状态,
,,
,一般情况不置为选择状态
一般情况不置为选择状态一般情况不置为选择状态
一般情况不置为选择状态。
。。
。
⑤ 分辨率区域:分辨率大小设置区域。原则是一般选择缩小图像。具体请参照<元件大小>与非辨率。
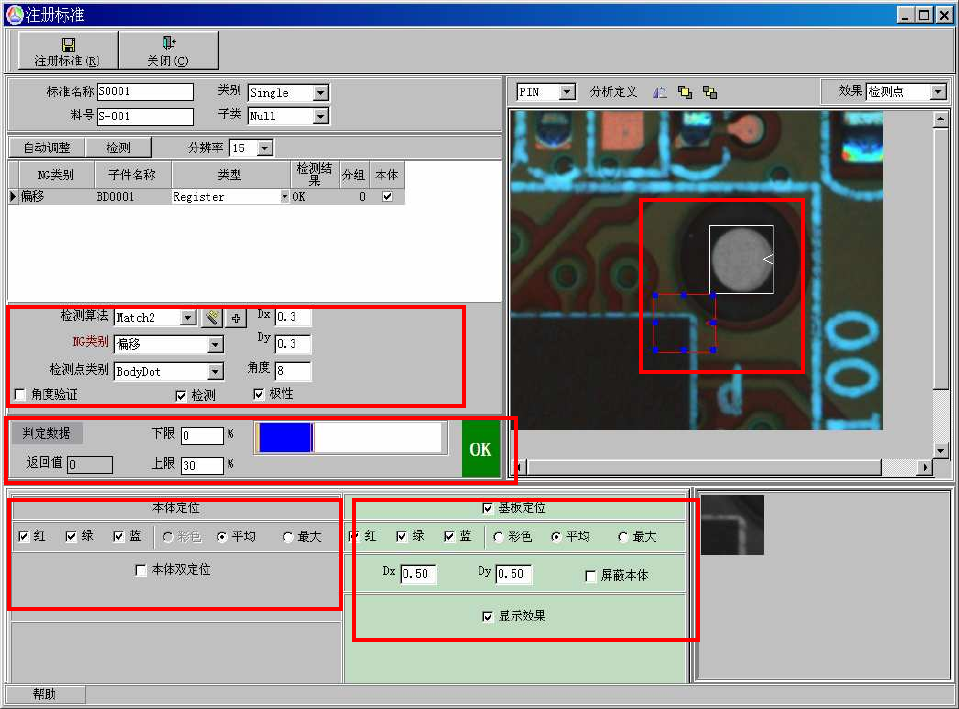
当本体框采用 Match2 算法时,其注册窗体如下:
上图中为 Match2 算法中的偏移注册框,说明如下:
① ROI 区域:Match2 的 ROI 区域。白色框为基板定位框,白色框为本体定位框。
检测算法区域:【检测算法】选择为“Match2”算法。其他见上图区域。
本体框的判定区域:默认判定范围为(0, 30)。
本体定位参数区域:色彩通道选择【红】+【绿】+【蓝】;图像方式选择【均值】;【本体双定位】模式为
非选择状态。
基板定位参数区域:色彩通道选择【红】+【绿】+【蓝】;图像方式选择【均值】;【Dx】和【Dy】都为 0.5;
当电容偏移发生误报,或者由偏移方面导致的误报(电容的本体改变,导致定位不准)时,则需要通过
调试标准,消除该方面的误报。如下:
①
①①
①
②
②②
②
③
③③
③
④
④④
④
⑤
⑤⑤
⑤
上图为定位偏移的误报。①区域的标准本体图与②区域的待测本体图存在着很大的存在,导致定位不准,产
生误报。在此情况,将检测项目的各个检测位置调整好,选择“偏移”检测项,单击④区域的【重取图】,
重新获取标准图,然后选择③区域中【派生标准】,选择“派生标准”操作。
提示
提示提示
提示:
::
:该误报操作主要采用外部
该误报操作主要采用外部该误报操作主要采用外部
该误报操作主要采用外部“
““
“派生标准
派生标准派生标准
派生标准”
””
”。
。。
。
3.3.2 少锡
少锡少锡
少锡
少锡是通过检测焊点区域的“爬锡”现象来判断焊点是否少锡。“爬锡”现象在图像表示为暗蓝,即亮
度低、呈蓝色,原因是“爬锡”区域的坡度大,光照反射回相机的光线少,且主要反馈光线为蓝色 LED 灯发
出的光线。根据“爬锡”现象,采用色彩抽取算法、抽取亮度低、色度偏蓝的色彩区域,其注册示意图如下:
①
①①
①
②
②②
②
④
④④
④
③
③③
③
②
②②
②
③
③③
③
④
④④
④
①
①①
①
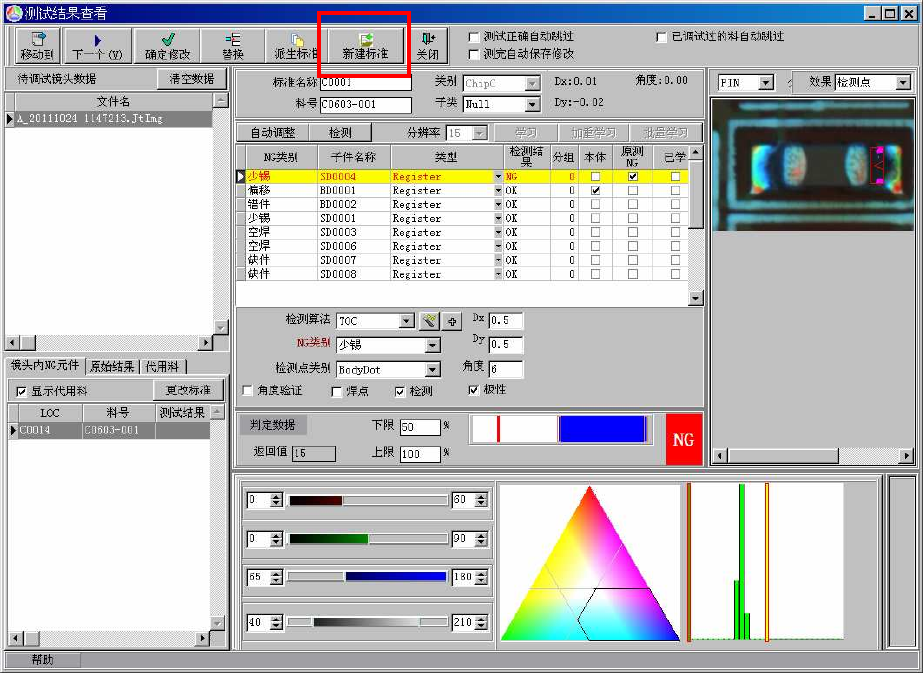
上图中为 Match 算法中的偏移注册框,说明如下:
① ROI 区域:少锡框大小要偏离电容本体 2 个像素左右,宽度大小为整个焊盘的三分之一到三分之二之间,
高度大小要与电容本体的高度大小一致。
② 检测算法区域:【检测算法】选择“TOC”算法,【焊点】为选择状态,其他参数见②区域示意。
③ 少锡判定区域:默认判定范围为(60, 100)。
④ 少锡抽色参数:红色为(0, 60)、绿色(0, 90)、蓝色(65, 180)、亮度(30, 255)。
提示
提示提示
提示:
::
:“
““
“少锡
少锡少锡
少锡”
””
”检测中抽色类型中
检测中抽色类型中检测中抽色类型中
检测中抽色类型中【
【【
【焊点
焊点焊点
焊点】
】】
】为非选择状态
为非选择状态为非选择状态
为非选择状态。
。。
。
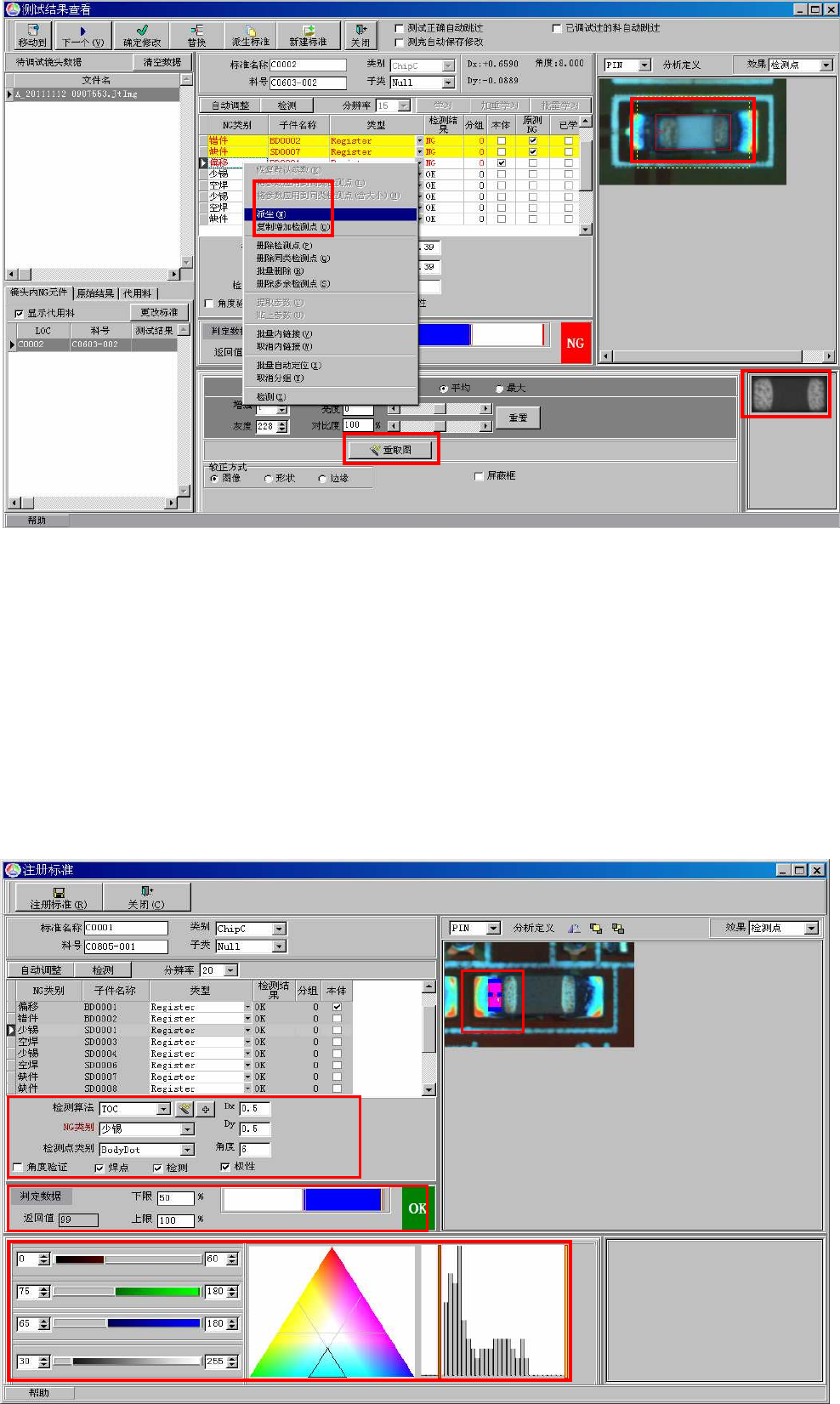
当元件发生“少锡”时,则需要通过调试元件标准,通过改变抽色参数(判定参数),消除此类误报,
如下:
上图发生“少锡”误报。该误报的“少锡”区域,由于高元件挡光,色彩发生改变,导致该检测项发生误报,
对于此类误报,采用调节好抽色参数好,选择上图①中【新建标准】,将该元件位置的元件标准单独确定为
新元件标准。
当元件发生“少锡”误报时,遵循以下规则:
1) 当返回值与判定范围差别不大时,可通过改变判定范围来消除误报。如判定范围为(60, 100),返回值
为 58,则可将判定范围改变为(50, 100)。
2) 当返回值与判定范围差别大时,可通过改变抽色参数来增强抽色效果,消除误报。
3.3.3 空焊
空焊空焊
空焊
空焊是指元件的焊盘区域没有焊锡只有铜箔的缺陷类别。空焊的图像特征为亮红色,即亮度高、呈红色。
空焊的检测算法采用“TOC”算法,其注册窗体如下:
①
①①
①