SM321 SERVICE MANUAL.pdf - 第156页
Samsung Component Placer SM321 Service Manual 4-52 电动机替换次序 1. 请执行同步 齿型带替换次序 (No.1~No.6) 。 2. 分离连接 在 Z 轴电动机的电缆。残照下图 ,请分离所要替换的电动机有 关的电 缆。 3. 分离同步齿型带后,拧开 4 个把电动机固定到头部本体的固定螺丝 (M3) ,分离 电动机。 4. 利用扳手除 去 Set Screw 后分离电动机皮带轮。
Head Module
4-51
替换皮带时,应如下设置皮带张力。适当地拧紧把电动机固定到本体的固
定螺丝(M3-4个),调节张力。测定皮带张力时,请在最大限度降低Z轴的状
态下进行测定。
没有张力标准规格的情况下,请参照邻近头部的Z轴张力调节皮带张力。
作业完成后,请打开设备前面的Main Switch,启动PC,对Z轴执行Home。
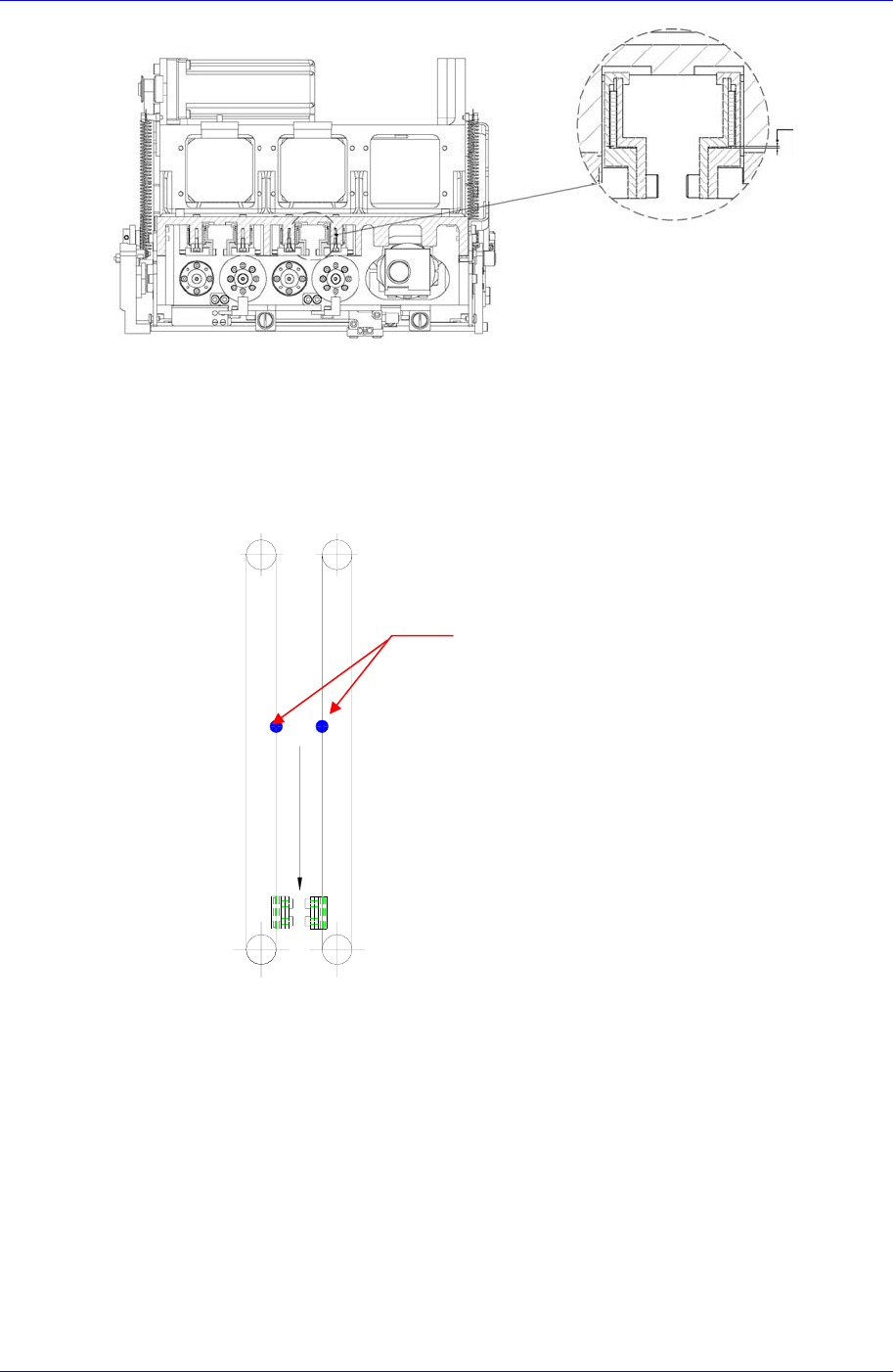
组装皮带时,使Z相标记部分位置在12时方向。
皮带张力检查基准
136~175 Hz (11~18 N)
测定位置
单数
保持
0~0.3
mm
双数
Samsung Component Placer SM321 Service Manual
4-52
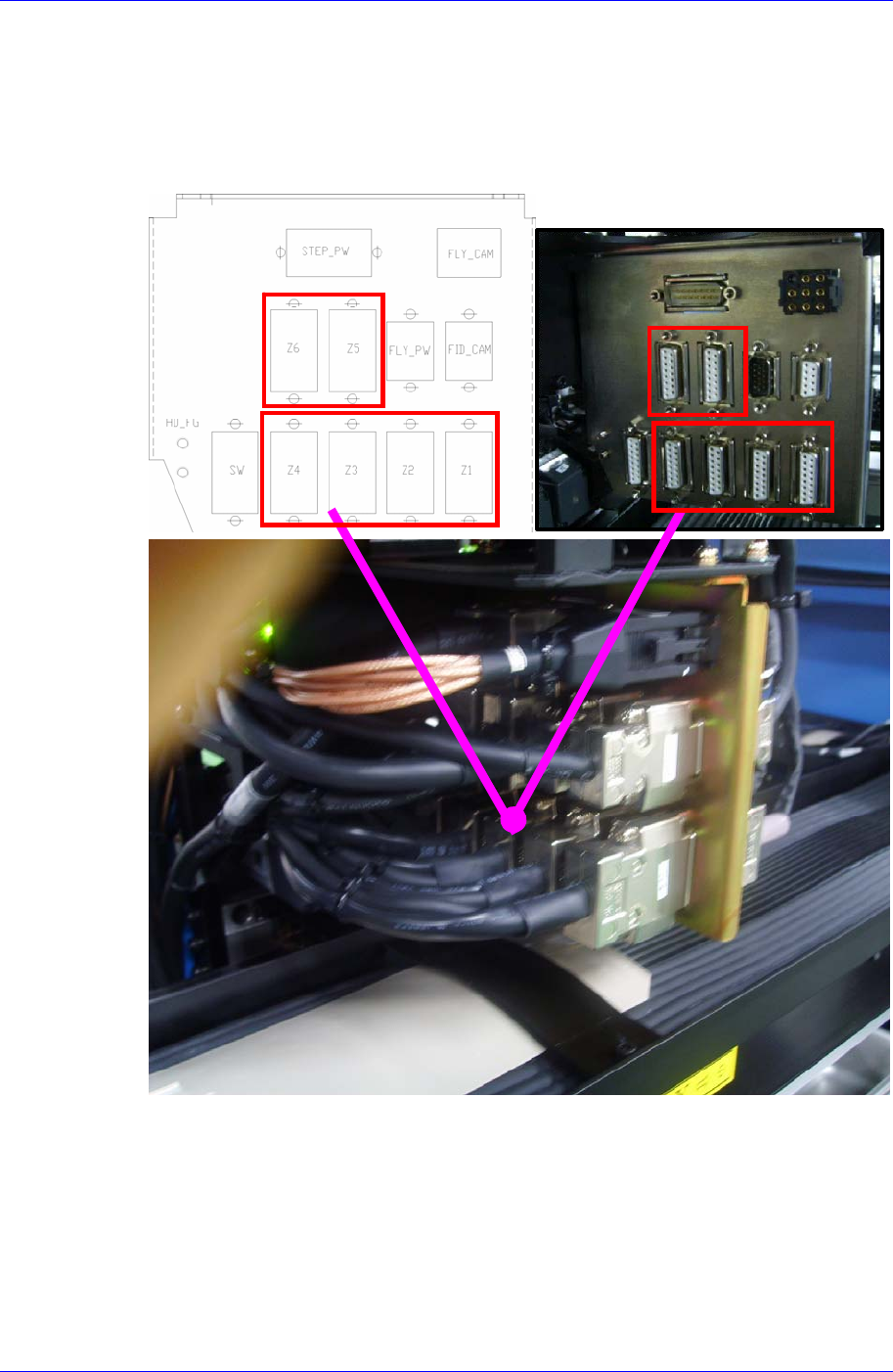
电动机替换次序
1. 请执行同步齿型带替换次序(No.1~No.6)。
2. 分离连接在Z轴电动机的电缆。残照下图,请分离所要替换的电动机有关的电
缆。
3. 分离同步齿型带后,拧开4个把电动机固定到头部本体的固定螺丝(M3),分离
电动机。
4. 利用扳手除去Set Screw后分离电动机皮带轮。
Head Module
4-53
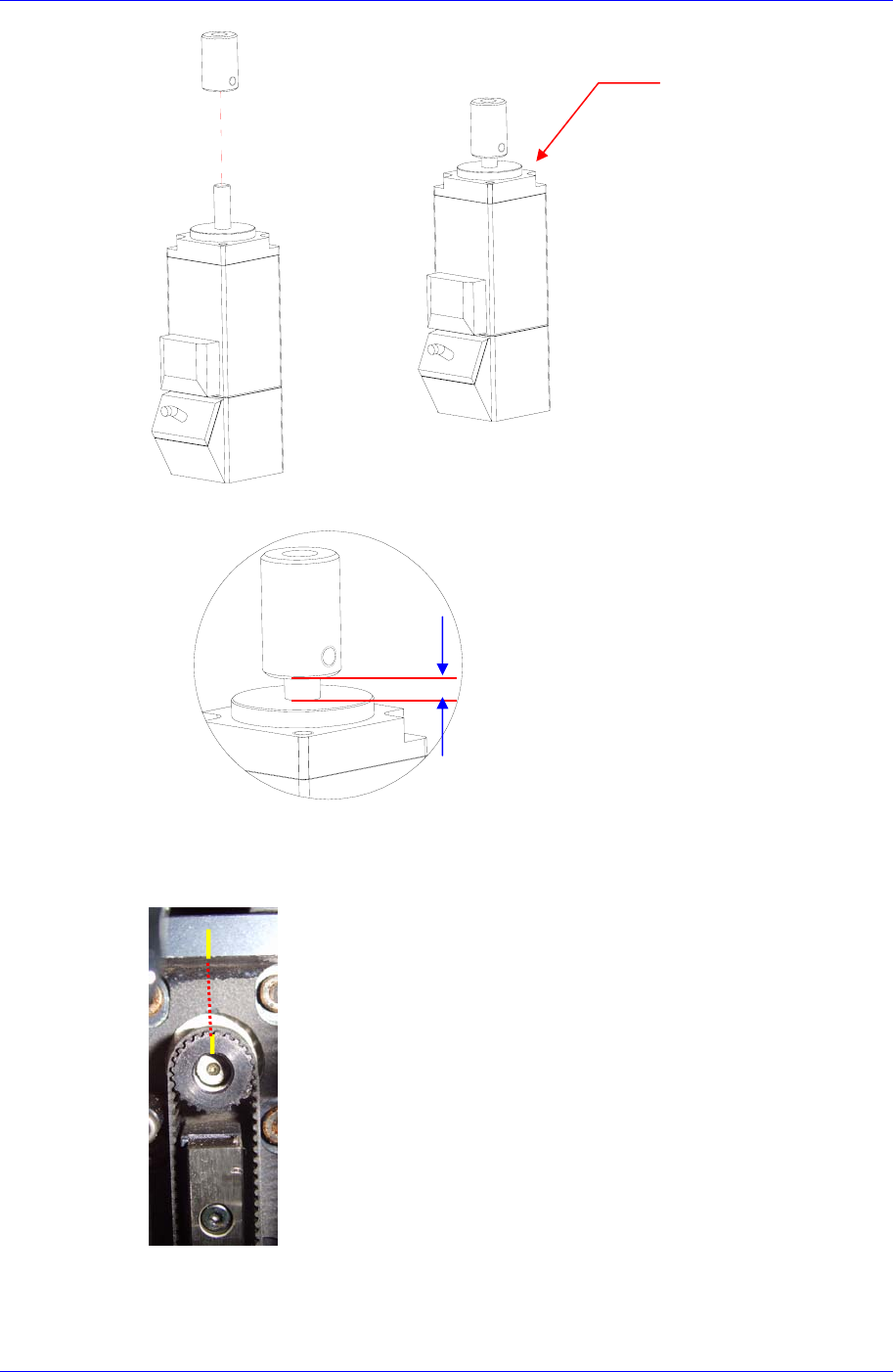
5. 如下图把皮带轮组装到电动机上,重新连接电动机电缆。
6. 利用固定螺丝(M3-4个),把电动机固定到头部本体。此时,利用齿垢寻找Z相
,如下图在Z轴电动机皮带轮和头部本体上12时方向作出标记。
然后,参照同步齿型带替换次序的7号措施,组装同步齿型带。
Set Screw
1.5 m
m
Z相寻找齿垢的使用方法
y 除去连接在相应 Z 轴伺服电动机 AMP 的放大机用
Port 的放大机电缆后,连接齿垢的电缆。
y LED 点灯为止,手动旋转电动机皮带轮。
y 如下图标记此时的位置。
y 完成后,除去齿垢的连接器,在 Z轴伺服电动机 A
MP 的放大机用 Port 上连接 Z 轴电动机的放大机电
缆。