G9 《使用说明书》 - 第50页
东莞市凯格精机股份有限公司 49 图 6-24 〈刮刀设置〉对话框 6.3.2.3PCB 运输 1. 在图 6-22 中单击“ PCB 运输”图标,出现[过板]对话框,作用是只作过板操作,不进 行印刷或检查功能。如图 6-25 所示: 2. 可设定前后导轨过板数量、 PCB 的长度、 宽度、 厚度以及运输速度, 单击 “开始过板” , 运输系统工作, 每过一块板, [ 过板 ] 对话框将显示已过板数量; 单击 “重设过板” ,已 过 板…

东莞市凯格精机股份有限公司
48
6.3.2.1 人工清洗
单击图 6-22 中“人工清洗”图标,弹出[手动清洗]对话框,。如图 6-23 所示:
图 6-23〈手动清洗〉对话框
在弹出[手动清洗]对话框的同时,蜂鸣器响,需要单击“关闭报警”按钮,将蜂鸣器关
闭。在此对话框上可以查看钢网的定位位置 ,也可以进行钢网的装卸。
人工清洗的方法:在[手动清洗]对话框中单击“CCD 回位”,使 CCD 回到原点位置,将
机器前罩门打开。此时可将手伸到网板下进行人工手动清洗网板。
6.3.2.2 刮刀设置
单击图 6-22 上“刮刀设置”图标按钮,弹出[印刷]对话框,如图 6-24 所示。
刮刀设置栏:主要设置刮刀行程、刮刀的标定、刮刀接触钢网行程等。
刮刀接触钢网行程为刮刀刚好与钢网接触,在未受力的状态下,刮刀的实际位置。
校准方法:以前刮刀为例,单击“前刮刀降”按钮,查看前刮刀的实际位置,如果实际
位置已经使前刮刀对钢网产生了压力,则此时应该将前刮刀的行程设置减小,然后再单
击“前刮刀降”按钮,进行查看并调节。重复操作直至将前刮刀的行程设置好。用户在
更换新刮刀时,只需重新设置刮刀接触钢网的行程即可。
控制栏:可对印刷轴,CCD,停板气缸,Z 轴以及钢网固定进行操作。
东莞市凯格精机股份有限公司
49
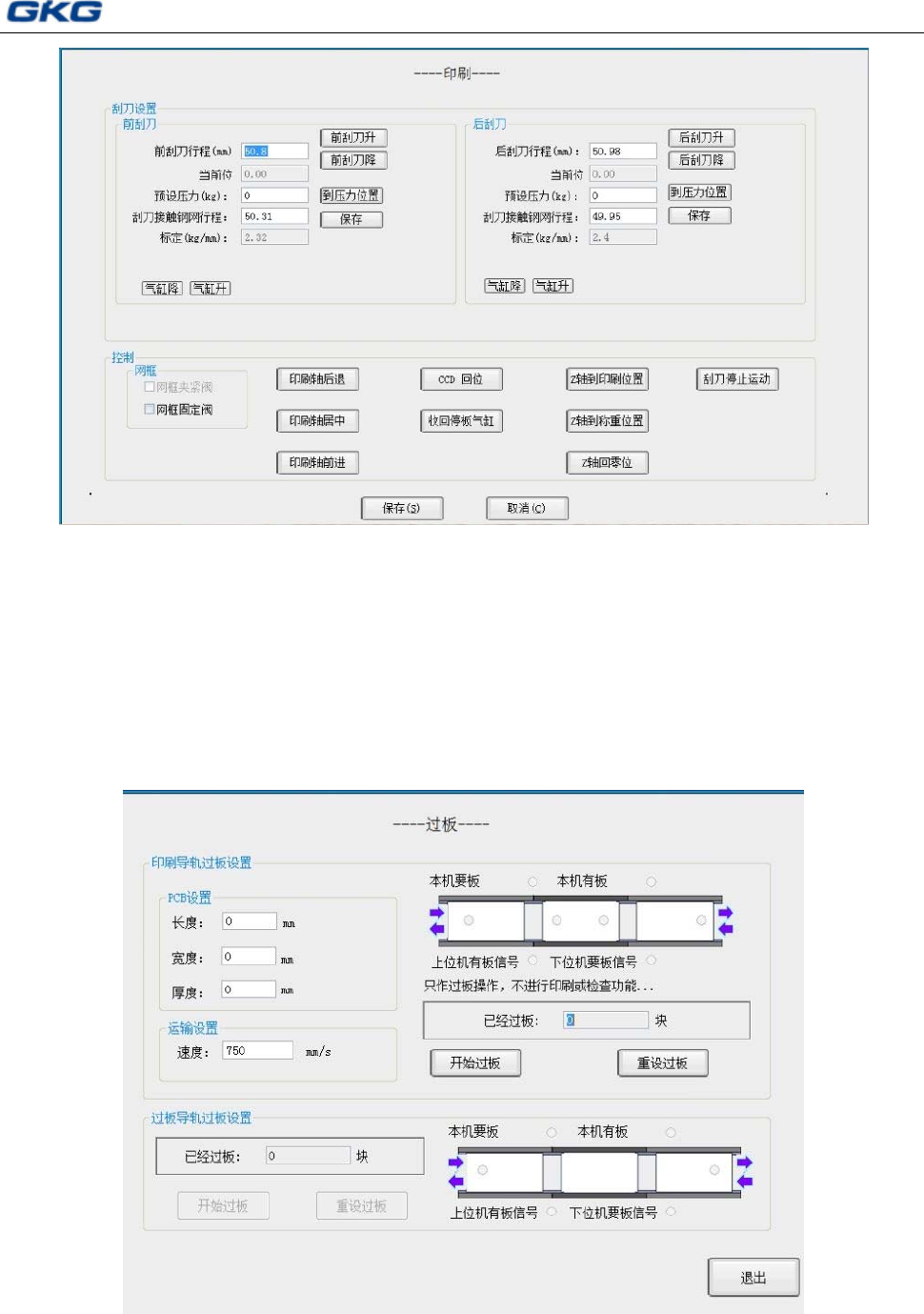
图 6-24〈刮刀设置〉对话框
6.3.2.3PCB 运输
1. 在图 6-22 中单击“PCB 运输”图标,出现[过板]对话框,作用是只作过板操作,不进
行印刷或检查功能。如图 6-25 所示:
2. 可设定前后导轨过板数量、PCB 的长度、宽度、厚度以及运输速度,单击“开始过板”,
运输系统工作,每过一块板,[过板]对话框将显示已过板数量;单击“重设过板”,已过
板数量清零,可再次输入过板数量;单击“退出”,回到主窗口画面。
图 6-25 〈过板〉操作对话框

东莞市凯格精机股份有限公司
50
6.3.2.4 放顶针
在图 6-22 中单击“放顶针”图标,出现[摆放顶针]对话框,如图 6-26 所示。如果做模板
的时候制作了放顶针的程序,则打开模板后,可以在此处放顶针。
做程序:增加、修改、删除、保存模板按钮可使用。制作过程,先将顶针摆放好, 单
击“增加”按钮,调节好 LED 灯方便实时查看图像,然后移动 CCD,使其中心位 置刚好
照到顶针的中心,再单击“保存模板”按钮,软件就将数据进行保存, 在界面右上角的列
表框中可以看得具体的位置。这样增加数据就完成了。如果需要修改或者删除数据,就要在
右上角的列表框中选择对应的点,然后单击“修改”按钮进行修改,或者单击“删除”按钮
进行删除。
放顶针:摆放完成,上一个,下一个,重新摆放按钮可以使用。在有数据的情况下,单
击“下一个”或者“上一个”按钮,进行顶针的摆放。
图 6-26〈摆放顶针〉对话框
6.3.2.5SPC 曲线
其作用是检测自身能力指数。需要使用此功能,必须由原厂售后携带密匙前往现场制作。
6.3.2.6 锡膏搅拌
在图 6-22 中单击“锡膏搅拌”图标,出现[锡膏搅拌]对话框,如图 6-27 所示。可根据
实际情况,设置待机超时提示锡膏搅拌以及待机时间、选择锡膏的堆放位置,并对搅拌长度、