G9 《使用说明书》 - 第73页
东莞市凯格精机股份有限公司 72 图 6-63 〈偏移调校〉对话框 如果在[生产设置]界面上选中了 “2D 检测”与 “显示 2D 调节窗口” ,待机器的运动状态 为 “2D 检测” 时, 在生产界面会弹出[2D 偏移调节]对话框, 如图 6-64 所示。 通过移动平台, 使得 2D 校准结果更准确 图 6-64 〈 2D 偏移调校〉对话框
东莞市凯格精机股份有限公司
71
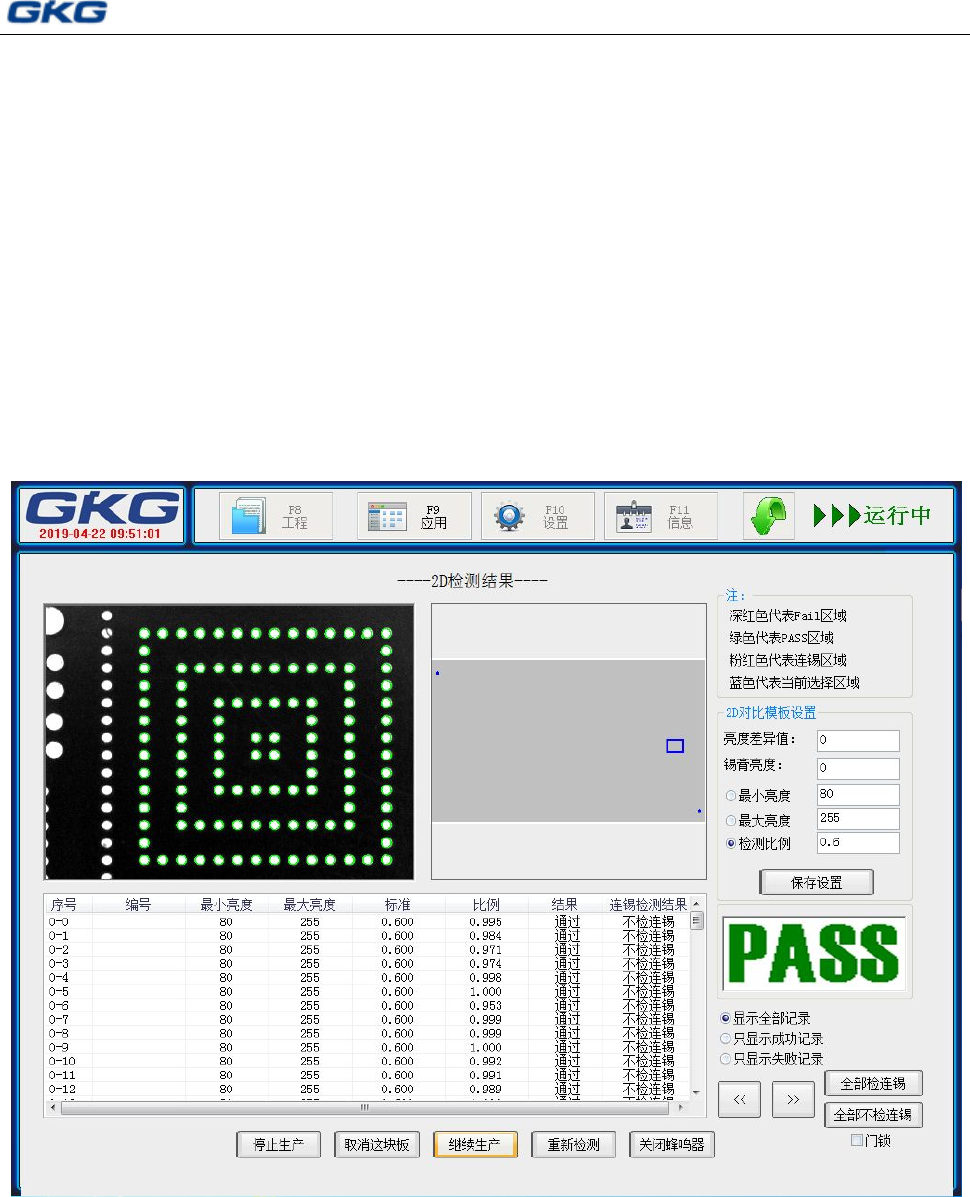
产界面会弹出[2D 检测结果]对话框,如图 6-62 所示。该功能用于检查印刷质量。在印刷完
毕后,机器进行 2D 检测,并在界面上显示是否通过检验。被绿色图框罩住的模板,表示检验
通过;被红色图框罩住的模板,表示印刷效果不理想;被蓝色图框罩住的模板,标记当前选
中的模板。
若印刷效果很好,但是 2D 检测结却不能通过,此时将鼠标移动到模板图片上,双击已刷
锡膏焊盘,获取焊盘的亮度并在锡膏亮度编辑框中显示,用户也可根据经验修改锡膏亮度。
另外,用户单独修改每个焊盘的评比标准,也可以 2D 模板为单位进行修改,或者更改当
前模板所有的 2D 模板。方法 1:在列表框中找到需要修改的焊盘,然后双击对应行中的标准
一栏,进行编辑修改。方法 2:修改检测比例编辑框,然后在列表框中找到需要修改的焊盘,
单击鼠标右键,会弹出一个菜单,包括三种操作方式“应用到当前焊盘”、“应用到当前模板”、
“应用到所有模版”。按照其中一种方法修改完成后,必须单击“设置”按钮就行数据的保存
图 6-62〈2D 检测结果〉对话框
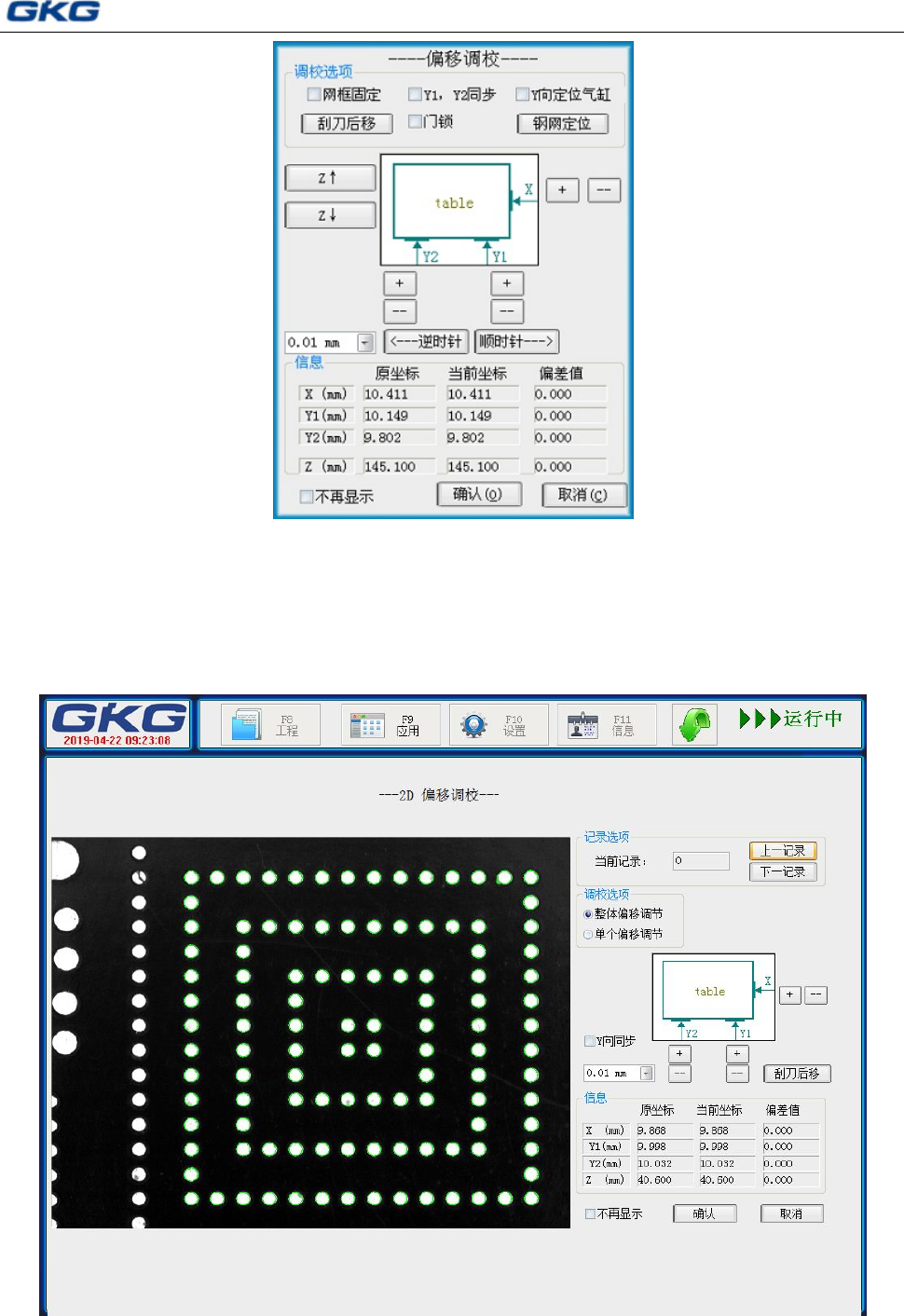
如果在[生产设置]界面上选中了“显示调节窗口”,待机器的运动状态为“偏移量调节”
时,在生产界面右上角会弹出[偏移调校]对话框,如图 6-63 所示。通过移动平台,使 PCB
板和网板对得更准。
东莞市凯格精机股份有限公司
72
图 6-63〈偏移调校〉对话框
如果在[生产设置]界面上选中了“2D 检测”与“显示 2D 调节窗口”,待机器的运动状态
为“2D 检测”时,在生产界面会弹出[2D 偏移调节]对话框,如图 6-64 所示。通过移动平台,
使得 2D 校准结果更准确
图 6-64〈2D 偏移调校〉对话框

东莞市凯格精机股份有限公司
73
6.7 时间显示栏
用于显示当前系统时间,以及 GKG 标志,如图 6-65 所示。
图 6-65〈时间显示栏〉
6.8 状态栏
用于显示当前生产状态,当机器运动时,如图 6-66 所示;当机器停止时,如图 6-67 所
示;当机器报警时,如图 6-68 所示。
图 6-66〈运行中〉 图 6-67〈停止中〉 图 6-68〈异常〉
6.9 报警
当机器异常报警时,软件会弹出报警警告页面,如图 6-69 所示。在该页面可以清除报警。
图 6-69〈报警页面〉