G9 《使用说明书》 - 第87页
东莞市凯格精机股份有限公司 86 8.4 设备维护内容 8.4.1 网框及清洗部分 8.4.1.1 网框固定部分 1.检查钢网模板位置 1)检查用于调节固定钢网模板大小位置的锁紧气缸有无松动。 2)检查固定钢网模板的气缸安装有无松动。 3)用于进行钢网模板调节的前导轨与后导轴应该一定周期进行清洁润滑清理。 4)左右支板与平台的平行度,及两支板的等高度。 图 8-1 网框固定部 2. 模板的清洁 1) 模板及周围的残留锡膏会影响焊接剂的粘…
东莞市凯格精机股份有限公司
85
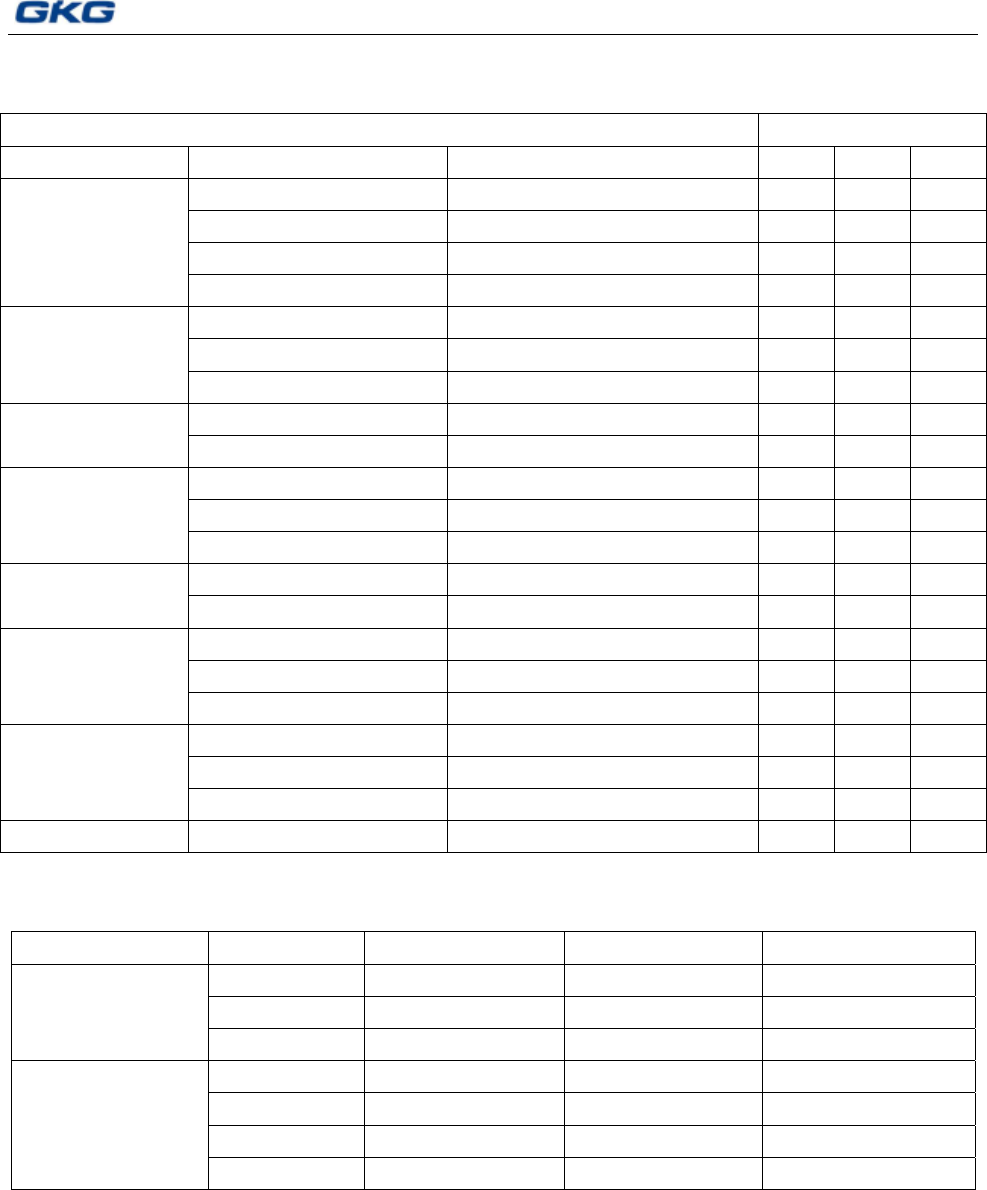
8.2 设备日常维护检查项目及检查周期
检查项目 检查周期
机器部位 零件 检查维护内容 每日 每周 每月
工作台
滚珠丝杆 清洁、注油润滑 √
导轨 清洁、注油润滑 √
工作台板 清洁 √
电缆 电缆包覆层有无损坏 √
刮刀
滚珠丝杆 清洁、注油润滑 √
导轨 清洁、注油润滑 √
电缆 电缆包覆层有无损坏 √
清洗装置
清洗纸 用完后更换 √
清洗液 检查液位并加注清洗液 √
视觉部分
滚珠丝杆 清洁、注油润滑 √
导轨 清洁、注油润滑 √
电缆 电缆包覆层有无损坏 √
网板
放置位置 正确、固定 √
顶面、底面 清洁及磨损 √
PCB 运输部分
皮带 张紧是否适宜、有无滑脱 √
停板气缸 磨损情况 √
工作台顶板阻挡螺钉 磨损情况 √
空气压力
压力表 压力设置 √
空气过滤装置 清洁、正常工作 √
所有气路 漏气情况 √
其他 设备整体 清洁 √
8.3 设备需要加油或油脂润滑部位
部位 零件 润滑油类型 润滑方法 润滑周期
工作台、刮刀、
视觉、清洗等
导轨滑块 推荐油脂 从油嘴处注射 每两月一次
直线导轨 推荐油脂 喷洒 每两月一次
滚珠丝杆 推荐油脂 从油嘴处注射 每月一次
PCB 运输部分
运输滚轮 机械油 注射 每月一次
轴承 机械油 注射 每月一次
调宽导轨 推荐油脂 从油嘴处注射 每两月一次
调宽丝杆 推荐油脂 从油嘴处注射 每两月一次
东莞市凯格精机股份有限公司
86
8.4 设备维护内容
8.4.1 网框及清洗部分
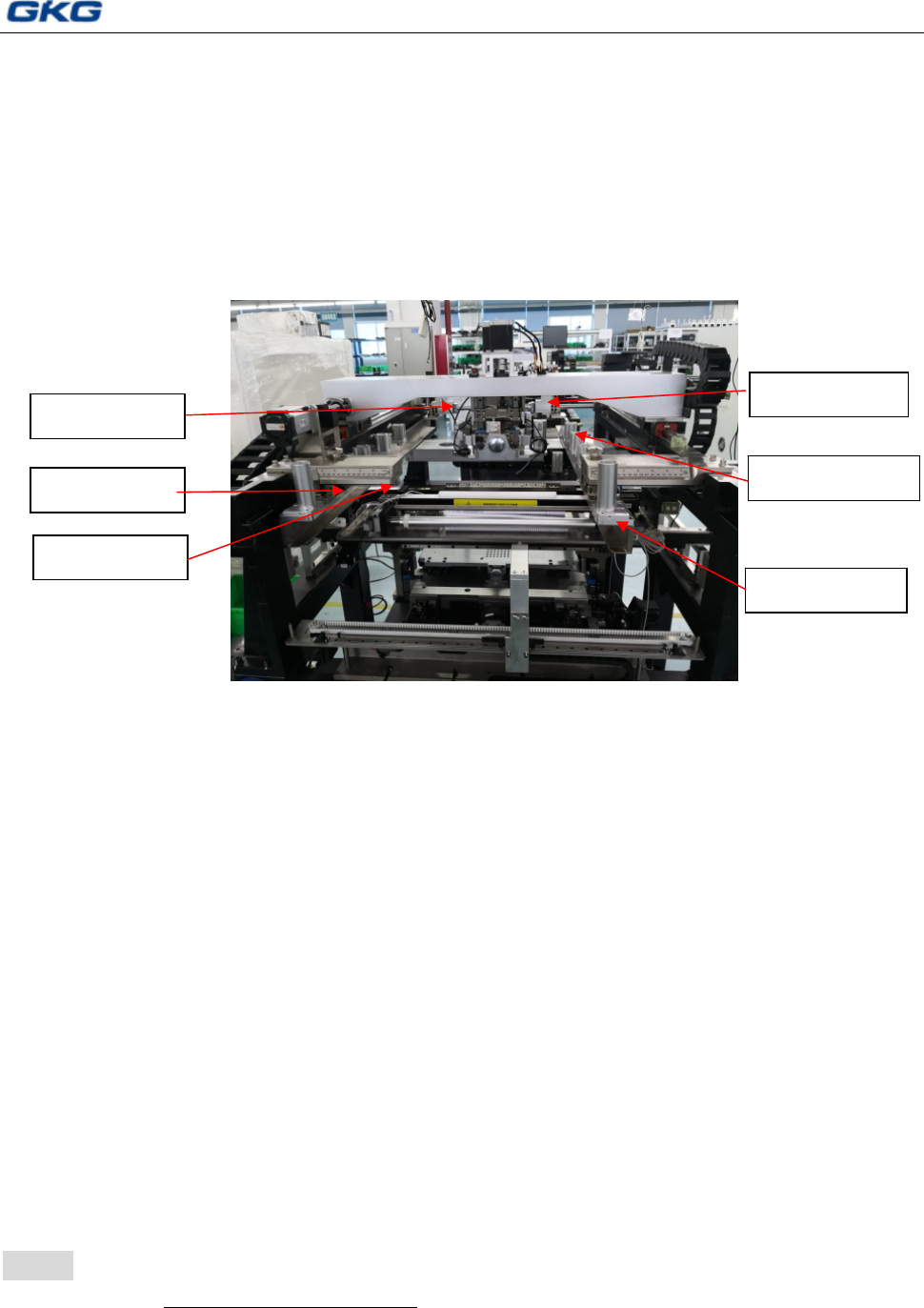
8.4.1.1 网框固定部分
1.检查钢网模板位置
1)检查用于调节固定钢网模板大小位置的锁紧气缸有无松动。
2)检查固定钢网模板的气缸安装有无松动。
3)用于进行钢网模板调节的前导轨与后导轴应该一定周期进行清洁润滑清理。
4)左右支板与平台的平行度,及两支板的等高度。
图 8-1 网框固定部
2. 模板的清洁
1) 模板及周围的残留锡膏会影响焊接剂的粘贴、沉淀、厚度及印刷的品质,及时清洁
模板是保证精确印刷的必要条件。模板每印一定数量的 PCB 板(根据使用情况而定,
一般印刷 0.3mm 细间距的 PCB 板每隔 1~3 块),进行一次清洗以清除模板底部的附着
物。如不及时进行清洗,模板开口易被锡膏堵塞,影响印刷质量。
2) 清洗有自动干洗、湿洗、真空吸三种方式。清洗工具用擦拭卷纸,清洗液推荐使用
工业清洗液。
3) 自动清洗时根据清洗液壶内(位于机器后门内侧右上方)液位感应开关显示清洗液
的液位,当清洗液液位低于液位开关时系统会发出报警并显示报警原因。此时应向
清洗液箱内加注工业清洗液。
注意:
1) 选用清洗液应注意其有关安全方面的信息以及是否适用于所选择锡膏。
2) 清洗液不能含有杂质,已使用过的清洗液要过滤后再用。
3.4.1.2 清洗部分
1) 检查擦拭板是否与钢网完全平行接触,若不是完全平行的则应该调整;检查两气缸
运动是否正常,平衡,有无发卡现象;并做出相应调整。
2) 取出擦拭条将真空管内清洗干净,若擦拭条变形或老化则应更换擦拭条。
建议:为了更好结合经济效益和清洗,印刷品质,现有许多客户会正反面使用清洗纸,GKG
公司建议清洗纸最多只能正反面各用一次,即要更换。否则,会由于清洗不干净而严重影响
印刷品质。
网框左支板
固定钢网气缸
网框右支板
网框后导轴
锁紧气缸
网框前导轨
东莞市凯格精机股份有限公司
87
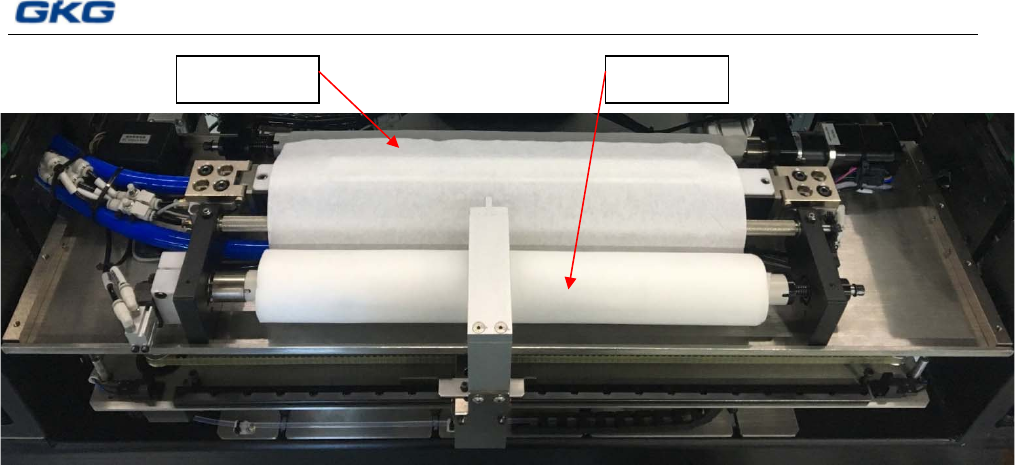
图 8-2 清洗纸安装
清洗用擦拭卷纸用完后应及时更换,更换方法如下:
1) 将清洗装置移动到起点位置;
2) 打开机器后盖,将已用过的脏卷纸从滚筒上取下;
3) 再将干净的清洗卷纸装到卷纸滚筒上;
4) 本机使用清洗卷纸的牌号为:GKG265/445/45。
小心:
1) 模板开口堵塞,千万勿用坚硬金属针划捅,避免破坏开口形状。应将模板取下,用
塑料刷和清洗液进行清洗,再用气枪将开口吹干。备用的模板应有专门存放的地方,
避免损坏。
2) 模板上、下两面磨损到一定程度使印到 PCB 板上的锡膏图形厚、薄不均,此时应更
换模板。
已用卷纸 干净卷纸