Feeder-FVCLFTFS使用手册.pdf - 第149页
5-20 5 4. 发生故障时 4.1 故障的排除 根据故障的发生状况,按照检查项目进行相应的检查和处理。 检查项目 故障状况 检查项目 处理方法 虽然升降运行开关处于ON 状态,但电机却不驱动。 连接输气管后,元件仍无法 传送至吸附位置。 未接通电源。 未连接电源线。 元件已装满,或传感器上 粘有尘屑。 传感器的LED没有亮灯。 没有供气。 元件在发料部内传送不 自如。 将升降运行开关置于ON。 →参照本章2.2 连接电源线。…

5-19
5
3.3 滑板和导槽的清洁
1
清洁滑板部的沟槽。
用手打开滑板,用喷气工具对元件吸附部进行喷气排屑。反复开关,多次清洁。
滑板开关部的喷气排屑
滑板
喷气工具
65521-90-00
2
清洁滑板导向部。
多次滑动导槽部的滑板,反复进行喷气排屑。
导向部的喷气排屑
滑板
喷气工具
65522-90-00
c
注意
为防止导槽面受损,切勿使用镊子等前端尖锐的工具。
5-20
5
4.发生故障时
4.1 故障的排除
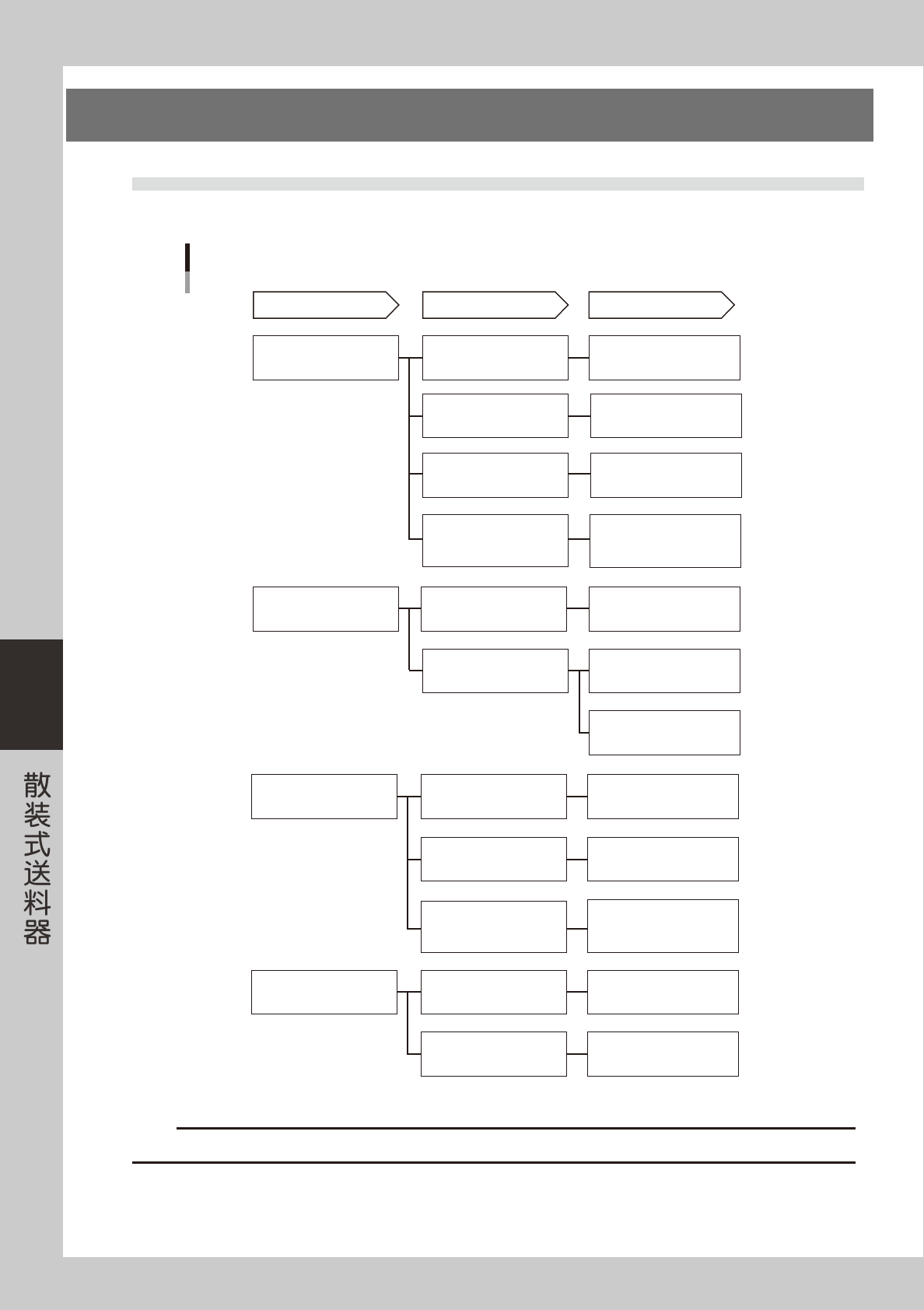
根据故障的发生状况,按照检查项目进行相应的检查和处理。
检查项目
故障状况 检查项目 处理方法
虽然升降运行开关处于ON
状态,但电机却不驱动。
连接输气管后,元件仍无法
传送至吸附位置。
未接通电源。
未连接电源线。
元件已装满,或传感器上
粘有尘屑。
传感器的LED没有亮灯。
没有供气。
元件在发料部内传送不
自如。
将升降运行开关置于ON。
→参照本章2.2
连接电源线。
→参照本章2.2
清洁发料台的传感器感应部。
→参照本章3.2
有必要更换传感器。
请将故障内容、送料器序列
号与本公司或代理商联系。
进行供气。
→参照本章2.2
清洁发料部
→参照本章3.2
确认元件导向板安装部没有
空隙。→参照本章3.2
元件吸附位置不稳定。
元件的吸附率下降。
元件吸附位置不正确。
滑板的开关动作不顺畅。
压料板与导轨挡板没有靠
紧固定,之间有空隙。
滑板的开关动作不顺畅。
吸附位置脏污。
确认贴片机侧的设置。
→参照本章2.2、2.3
请与本公司或代理商联系。
压料板与导轨挡板必须靠紧
固定,不能有空隙。
→参照本章3.2
进行喷气排屑和用干无尘纸
擦拭。
用浸有酒精的无尘纸擦拭后,
进行喷气排屑
。
65523-90-00
c
注意
如果进行处理后仍没有改善时,请记录不良的具体情况和送料器的序列号及时与本公司或代理商联系。
5-21
5
4.2 无法吸附元件时
无法顺利吸附元件时,说明散装式送料器或贴片机侧出现了问题。
吸附角度不正确时
散装式送料器的元件吸附角度为 90 度,确认元件的吸附角度是否正确。
吸附高度不一致时
无法顺利吸附元件时,可能是从贴装头下降的吸嘴有问题。出现此种情况时,需重新进行贴片机侧的设置。
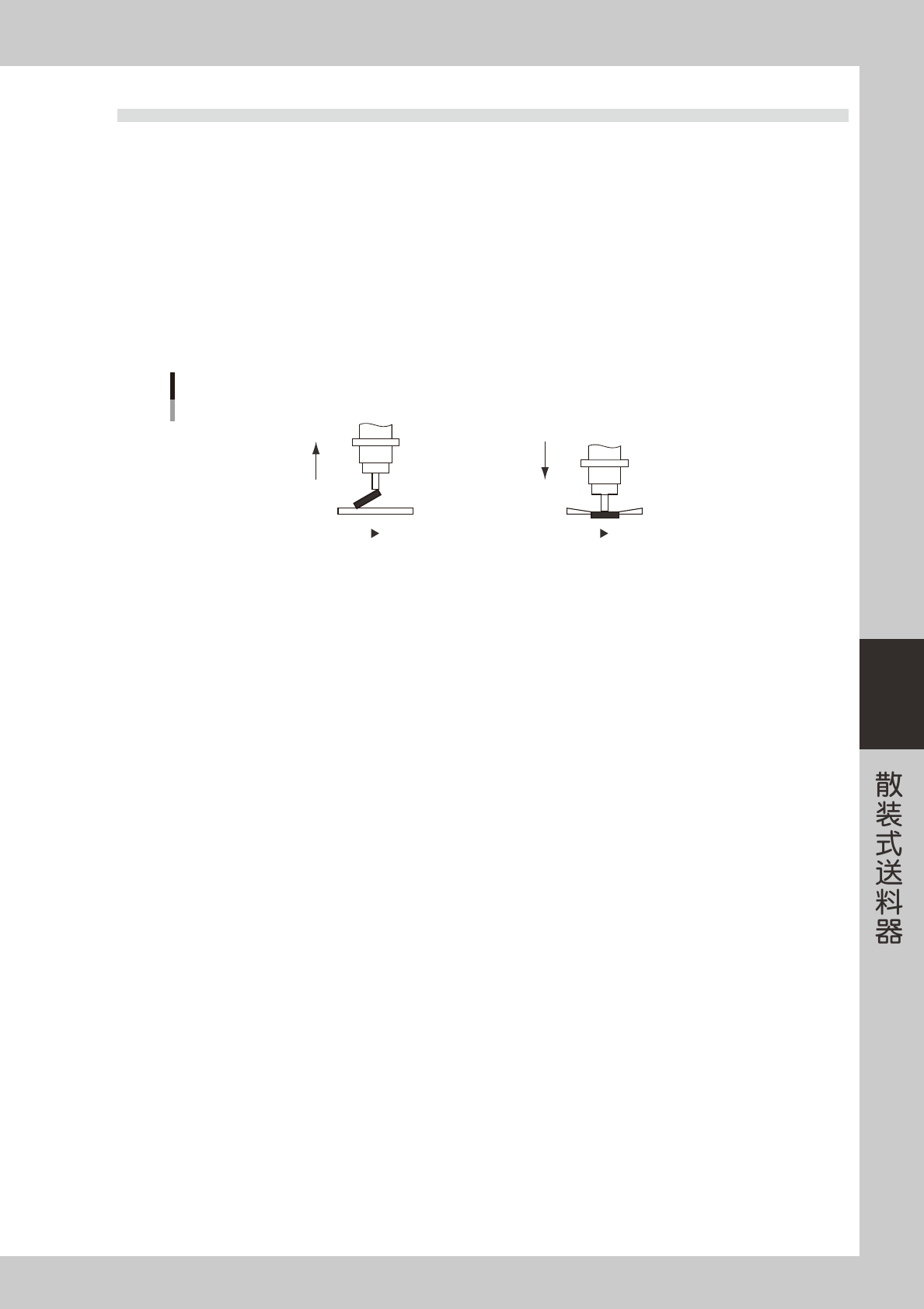
吸附方法不正确时
无法顺利使元件立着吸附时,可能是吸料高度有问题。
此时,需调节贴片机的 [ 元件 ]-「吸附」画面的「吸料高度」的设定值。
吸附点
65820-90-00
吸嘴碰触滑板开关时
吸嘴下降时 ( 吸附 ),如滑板关闭,说明元件供给形态的设置不正确。
确认贴片机的「元件供给形态」是否设置为「散装式」。
滑板开关不动时
可能是吸附失败的元件卡在了滑板部。手动操作滑板,取出被卡的元件。