KE-3010A_20VA_20VRA使用说明书.pdf - 第1026页
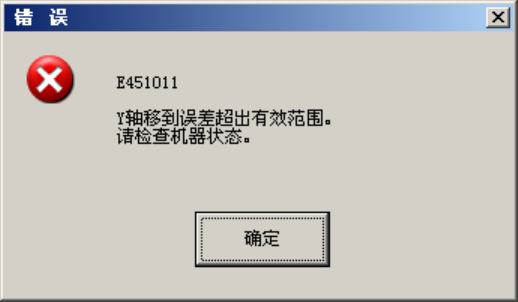
第2部 功能详解篇 第12章 机器自动诊断功能 12-14 (3) 错误时的处理方法 如果滚珠丝杠磨损诊断中发生了错误,即输出如下提示信息。 给滚珠丝杠注入润滑油也无法改善时,必须更换滚珠丝杠。 有关更换方法请咨询本公司服务部门或代理店。
第2部 功能详解篇 第12章 机器自动诊断功能
12-13
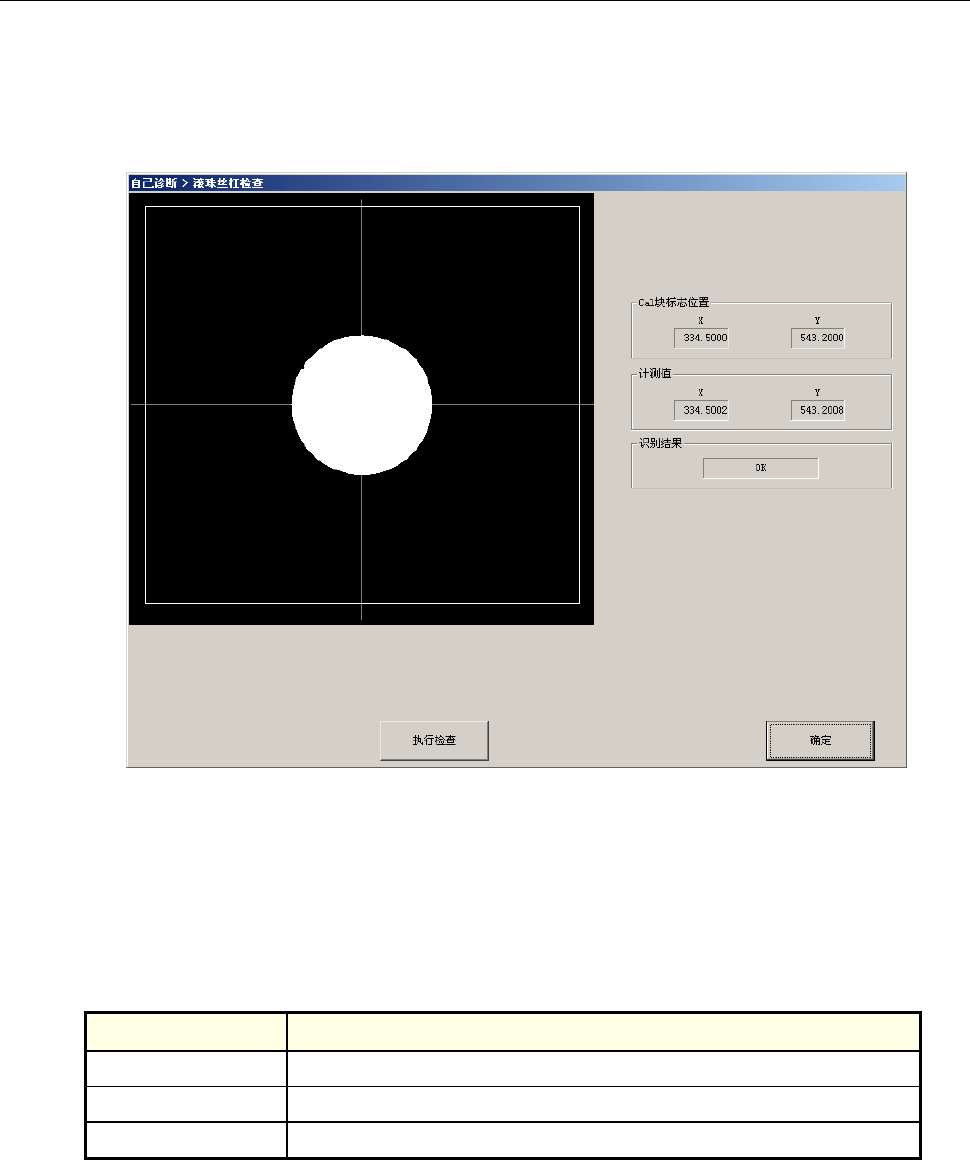
12-3-6 滚珠丝杠磨损检查
选择下拉菜单的 [个别诊断]-[滚珠丝杠检查],或在命令按钮选择[滚珠丝杠检查],即显示滚珠丝杠
磨损诊断画面。
按下「执行检查」,进行滚珠丝杠磨损诊断。
结果显示在诊断结果栏。
(1)[执行检查]按钮
进行滚珠丝杠磨损检查。
(2)诊断结果
以下记述诊断结果。
项目 内容
Cal块标志位置 显示作为检查基准值的低速移动时的Cal块标志识别
计测值 检查时的Cal块标志识别位置
识别结果 诊断适合的检查结果。显示OK、或错误
第2部 功能详解篇 第12章 机器自动诊断功能
12-14
(3)错误时的处理方法
如果滚珠丝杠磨损诊断中发生了错误,即输出如下提示信息。
给滚珠丝杠注入润滑油也无法改善时,必须更换滚珠丝杠。
有关更换方法请咨询本公司服务部门或代理店。
第2部 功能详解篇 第13章 选项组件
13-1
第13章 选项组件的使用
13-1 供料器类(机械台架用)
关于供料器的使用方法,请参见各供料器的『使用说明书』。
本章将介绍在主机安装供料器的方法。
13-1-1 带式供料器(8mm~72mm、88mm(特殊订货))
注意
在 XY 轴或 Head 正在动作时更换供料器,带式供料器可能会接触到动作中
的元件,危及人身或损坏装置。
XY 轴和 Head 正在动作时,请绝对不要更换带式供料器。
请务必打开安全护罩后再更换。
将生产中必要的供料器安装到生产程序所指定的位置后,在剩余的供料器之
间所有未安装供料器的位置上,要安装上不使用的 8mm 带式供料器等,以
保证没有手或手指伸入的间隙,确保安全。
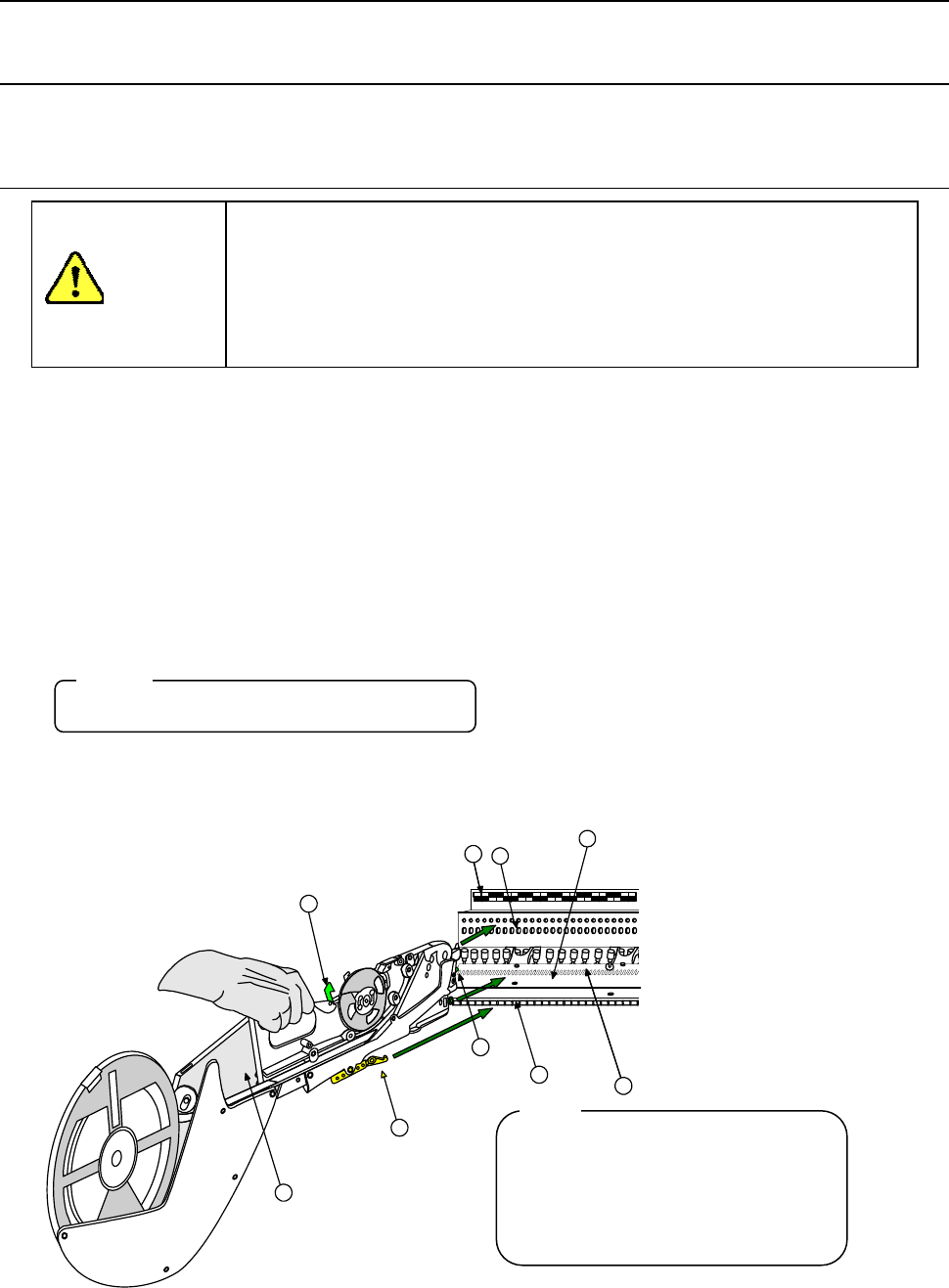
(1) 安装步骤
1) 将「带式供料器①」的底面放置在「供料器台架②」上。
2) 滑动「带式供料器①」,以「安装板B⑦」作为导板,对准“带式供料器底面的导板销”,将“带
式供料器前面的定位销⑥”插入「安装板③」的定位孔。
此时,为了将「锁定支架⑨」对准「锁定轴⑧」的 V 型槽,轻轻地拉动「解锁杆⑩」,将供料
器的前面顶在「安装板」上,然后放开「解锁杆」,用锁紧支架夹紧锁紧轴,并固定带式供料
器。
◆ 此时,带式供料器前面的「定位销」插入孔上方的「位置标签④」的号码,即表示带式供料
器的安装位置。
请确认带式供料器是否悬浮或倾斜。
(2) 拆卸步骤
一边拉动「解锁杆⑩」,一边径直向后拉「带式供料器①」,将其卸下。
10
8
2
9
6
3
4
7
1
注意:
如果纸带的残留部分(元件供给后从
带式供料器排出的料带)向上翘,挂
在带式供料器的支撑部时,有可能造
成带式供料器送给不良。因此请确认
残带的排出情况。
注意: