KE-3010A_20VA_20VRA使用说明书.pdf - 第1159页
第2部 功能详解篇 第1 3章 选项 组件 13-133 13-18-13-3 生产状态画面 可在生产状态画面上确认「助焊剂涂敷装置使用次数」和「助焊剂涂敷装置警告次数」。
第2部 功能详解篇 第13章 选项组件
13-132
13-18-13 生产画面
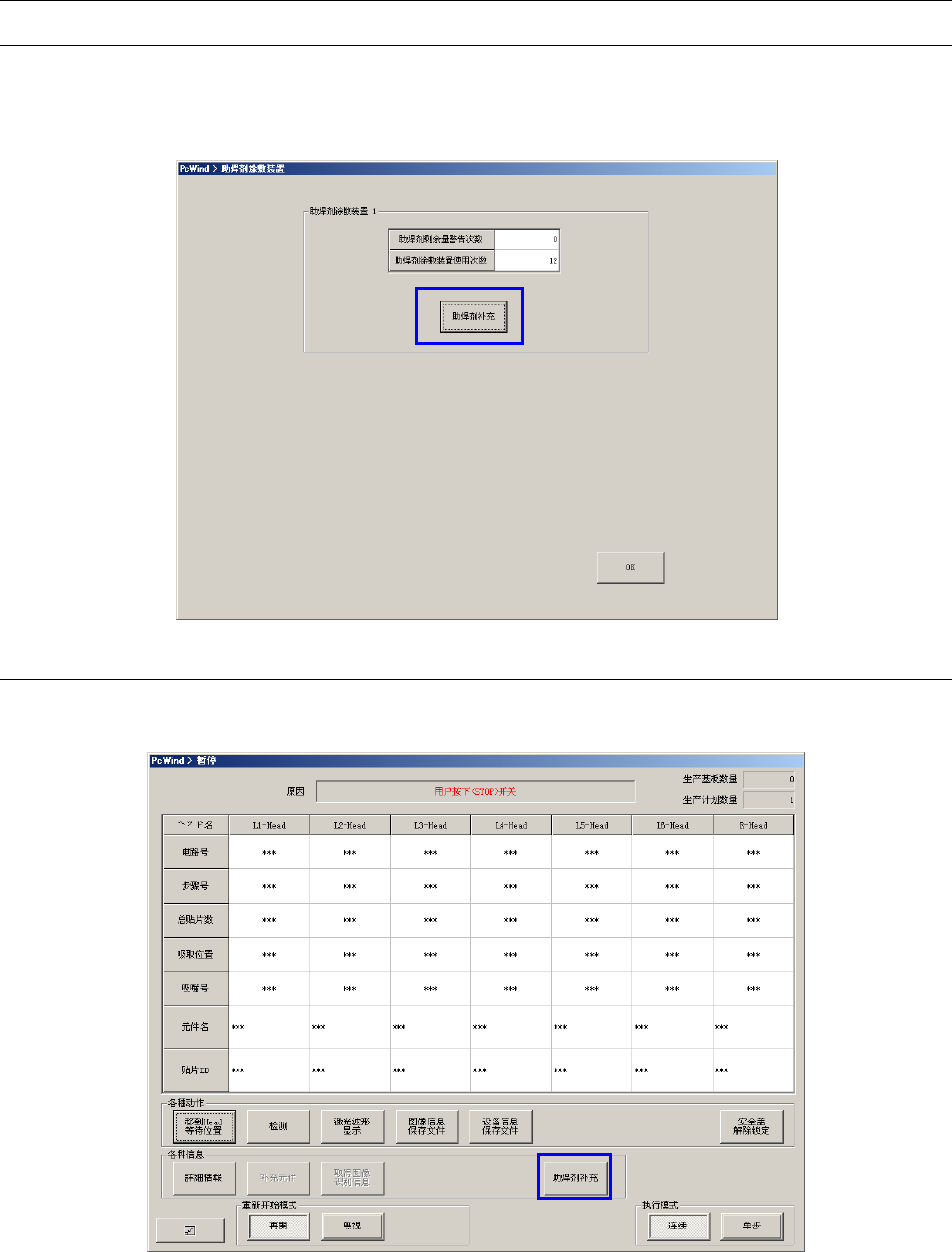
13-18-13-1 生产前补充助焊剂
如果在生产前补充了助焊剂,可在生产画面上清除助焊剂使用次数。
从生产条件画面选择「生产辅助」—「助焊剂涂敷装置」,会显示下面的对话框。
再选择「助焊剂补充」,助焊剂使用次数即被清除。
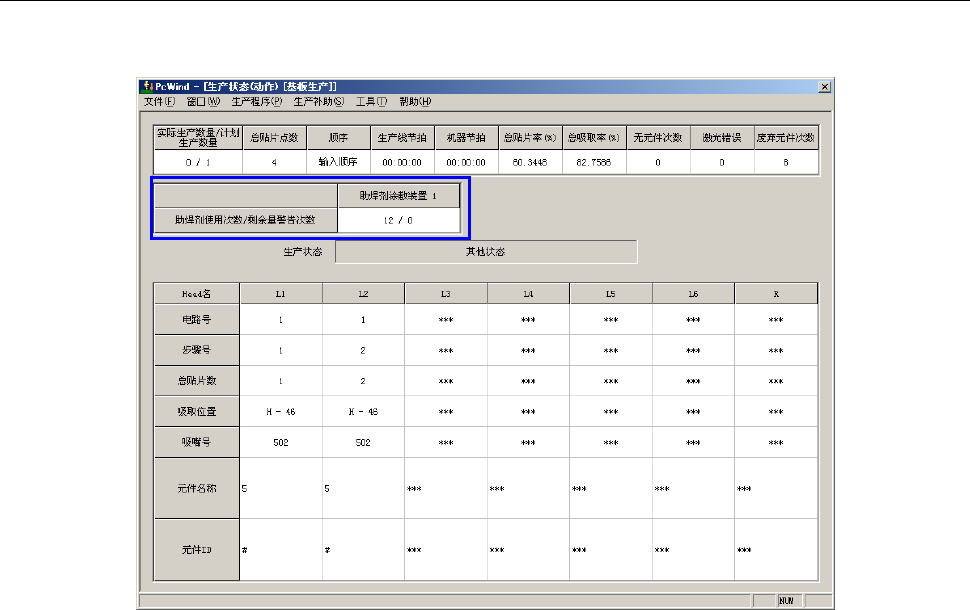
13-18-13-2 生产暂停时的助焊剂补充
生产中助焊剂用完时,选择暂停对话框的「助焊剂补充」,可以清除助焊剂使用次数。
第2部 功能详解篇 第13章 选项组件
13-133
13-18-13-3 生产状态画面
可在生产状态画面上确认「助焊剂涂敷装置使用次数」和「助焊剂涂敷装置警告次数」。
第2部 功能详解篇 第13章 选项组件
13-134
13-18-13-4 防止助焊剂干燥动作
为了防止助焊剂干燥,当一定时间内未进行助焊剂涂敷装置开闭动作时,机器会自动进行涂敷装置的开
闭动作。
对防止助焊剂干燥动作,从系统启动到结束,始终从时间上执行监视,在生产过程中当助焊剂涂敷装置
不动作时,也进行防止助焊剂干燥的动作。
但在原点复位未完时、机盖未关时、手动控制或操作选项画面显示中,不动作。
防止干燥功能默认值为「否」。
在机器设置时设定防止干燥功能动作间隔时间,即可运行。
※
在尚未注入助焊剂的情况下,为了防止助焊剂容器和助焊剂槽的磨损,请将机器总体设置的
“
防止助
焊剂干燥间隔
”
的时间设定为
0
。(参照
4-2-1
助焊剂涂敷装置使用单元)
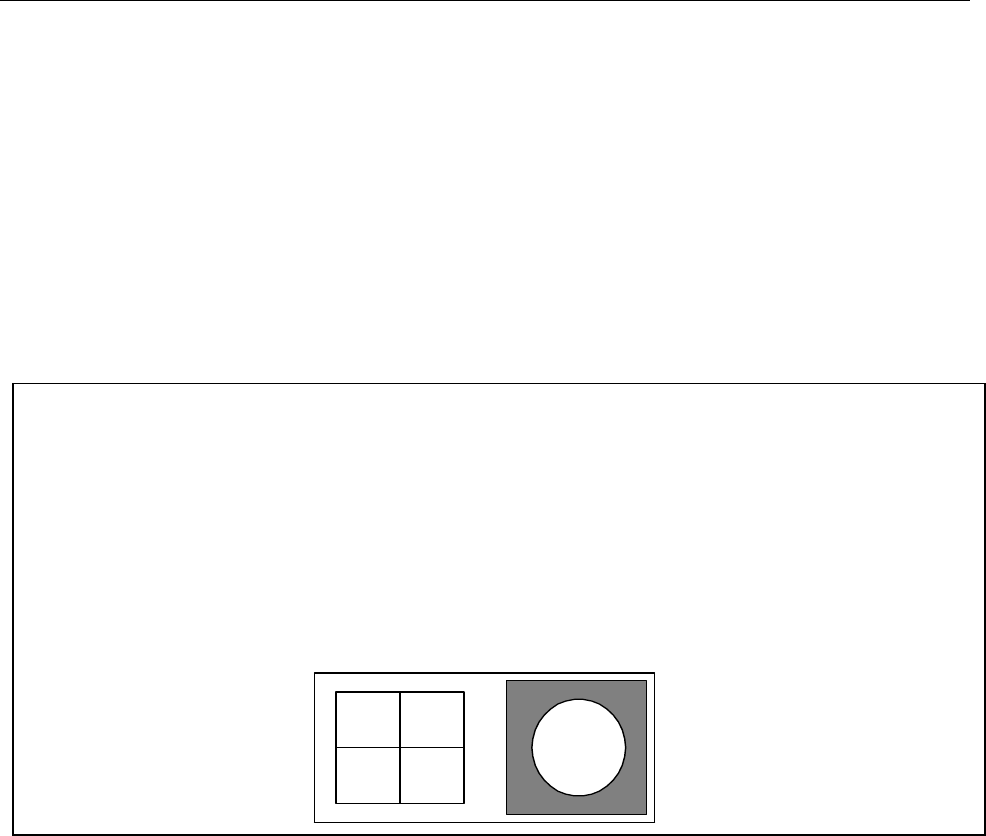
<自动最佳转印功能>
如果助焊剂涂敷装置设定为 2 槽、4 槽型,并且助焊剂涂敷面尺寸的纵、横、深是同等的情况下,
对与通过元件数据的「选项」所设定的转印位置尺寸相等的另外的槽,软件会自动地判断使用,
从而减少助焊剂涂敷装置开闭动作次数,加快生产节拍。
如下所示,在 4 槽型助焊剂涂敷盘中,如果①、②、③、④槽的尺寸全部相等,即使在元件数
据中只指定了①,也会对 4 个 Head 的转印位置①、②、③、④自动地进行最佳配置,进行转
印动作。
①②
③
④