KE-3010A_20VA_20VRA使用说明书.pdf - 第639页
第 1 部 基本篇 第 4 章 制作生产程序 4-243 (2) 设置确认速度的条件 从菜单上选择「确认速度 」 后,会显示如下的设置确认速度画面。 1) 检查元件 显示要检查元件的内容。 2 )吸取位置吸取偏移量 显示吸取元件时的吸取位置的内容。可以更改为前代替元件和后代替元件的吸取位置。 在没有吸取数据的情况下,各项目为非显示,不能进行吸取位置的变更、送料和示教。 ● 送料 顶推一次供料器,送出元件。 ( 32mm 纸带除外) 。 …
第 1 部 基本篇 第 4 章 制作生产程序
4-242
4-5-4-3-3 检查速度
通过模拟动作对元件的吸取、识别、贴装时的 XYθ 偏移值进行检查,以判断生产程序的速度是否适
宜。确认速度功能流程概要,请见下图。
(1) 确认速度的操作方法
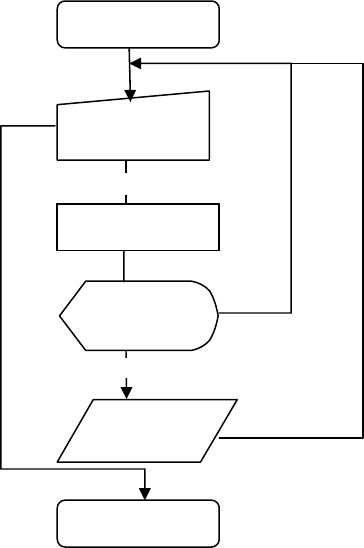
确认速度操作概要
从菜单中选择 [确认速度] ,显示[确认速度] 画面。
在[确认速度] 画面上设置检查内容。
选择[检查]([F10] 键)按钮,开始执行检查,检查结束后显示检查结果。
在检查结果画面上选择 [确定]([F9] 键)时:将该检查结果输入到元件数据里,并返回
确认速度画面。
在检查结果画面上选择 [取消] (ESC 键)时:不输入检查结果,返回[确认速度]画面。
在确认速度画面上,可以用[前代替元件]([F5]键)、[后代替元件]([F6]键)向替代元件
移动。
确认速度开始
设定条件
(
对
话框)
确认速度检查
将结果存入
生产程序
显示结果
(对话框)
结束
开始检查
确定
取消
第 1 部 基本篇 第 4 章 制作生产程序
4-243
(2)设置确认速度的条件
从菜单上选择「确认速度
」后,会显示如下的设置确认速度画面。
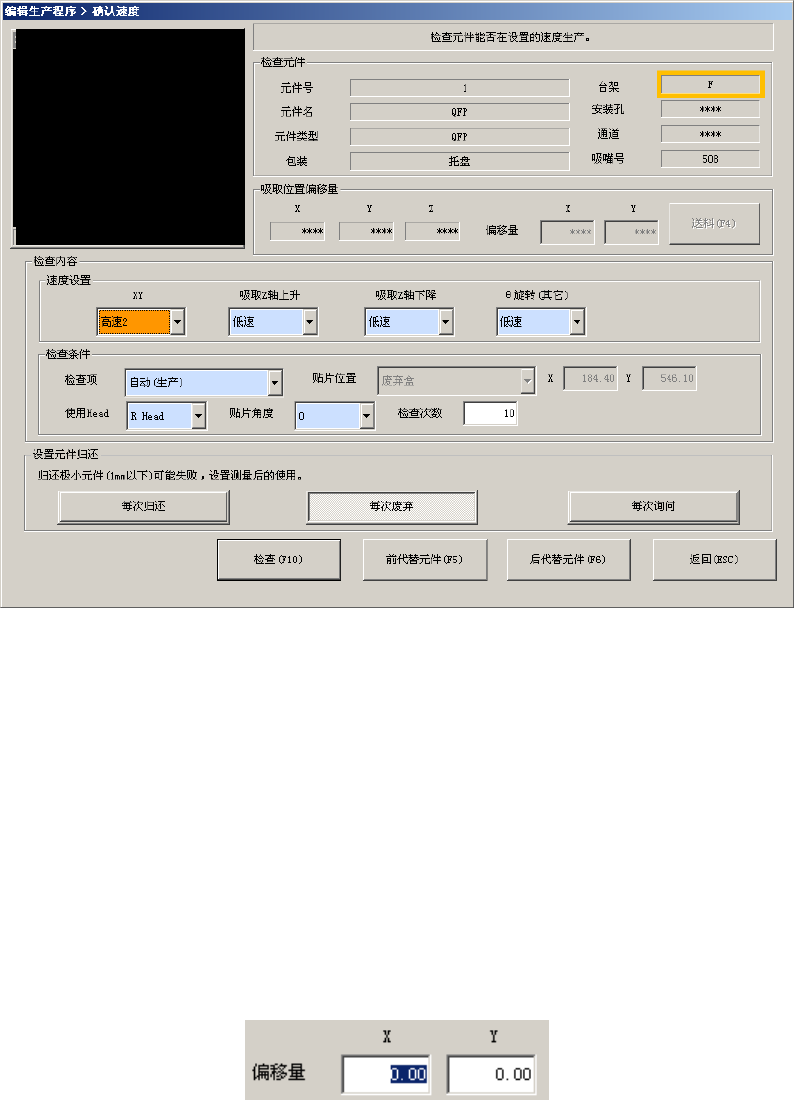
1) 检查元件
显示要检查元件的内容。
2)吸取位置吸取偏移量
显示吸取元件时的吸取位置的内容。可以更改为前代替元件和后代替元件的吸取位置。
在没有吸取数据的情况下,各项目为非显示,不能进行吸取位置的变更、送料和示教。
● 送料
顶推一次供料器,送出元件。(32mm 纸带除外)。
●偏移量
需要移动吸取坐标时进行此项设定。也可以用示教功能进行示教。不反映到吸取数据。
检查时使用的元件吸取位置与实际位置不同时,可以使用示教功能对吸取坐标进行示教。
也可不采用示教方法,而用手动输入更改坐标。
① 把光标移动到 X 或 Y 坐标上。
②按下功能栏的[示教]按钮,打开示教画面。进行坐标示教,按下[OK]按钮,
取得所示教的坐标数据。
第 1 部 基本篇 第 4 章 制作生产程序
4-244
3) 检查内容
选择要检查的内容。根据检查项目,可能有些项目无法选择。
a) 速度设置
指定确认速度时使用的速度。(检查项目不同,可指定的项目也不同)。
检查项目 检查内容 备注
自动(生产动作) 在模拟生产时检测从吸取到贴片的偏
移量。
XY
检查 XY 移动速度。
吸取Z上升 检查吸取上升动作的速度。 只限完成吸取数据时
贴片Z下降 检查贴装下降动作的速度。
测量外 θ 旋转 检查测量外 θ 轴旋转的速度
b) 检查条件
●检查项
可从自动(生产动作)、XY、吸取上升、贴片下降、测量外 θ 轴旋转中选择。
●贴片位置
指定废弃盒或任意坐标。(只限检查项目为 XY 时才能设定任意坐标。也可示教任意坐标。)
●使用 Head
选择检查时使用的 Head。
●贴片角度
从 0 / 90 / 180 / 270°中选择。(只可设置执行贴片动作的检查项目)
●检查次数
指定进行检查的次数(1~100 次)。