00196351-06_UM_ACT_DE_EN.pdf - 第30页
ACT - Accuracy Chec k Tool / Bedienung sanleitung Ausgabe 09/2015 30 4.1.2 Vorgabe der Leiterplatten ► Wählen Sie aus de n vorkonfiguriert en Leiterplatten d as zu Ihrer Kopfko nfiguration pass ende Bestückprogram m aus …
ACT - Accuracy Check Tool / Bedienungsanleitung Ausgabe 09/2015
29
4.1.1.2 Bestückprogramm-Übersicht bei Verwendung von SIPLACE Pro ≥ 11.x
Stationssoftware-Version 706.02.SP1 Hotfix 2 bzw. 707.1.SP1 Hotfix 2 oder höher
Maschine Kopf Kamera Pipette Bestückprogramm
X-/SX-/DX-Serie;
X-Serie S;
CAx
mit SW 605.xx
1 x C&P20x
SST 23,
SST 41
1004 / 1014 /
4004
ACT_1xC&P20
(80 x Cerampad)
2 x C&P20x
ACT_2xC&P20
(2 x 80 x Cerampad)
4 x C&P20x
ACT_2xC&P20
(4 x 80 x Cerampad)
CAx mit SW
≥707.1.SP1 Hotfix 2, oder
706.02.SP1 Hotfix 2;
X-Serie S micron
≥708.0
1 x C&P20x
SST 41 1004 / 1014
ACT_1xC&P20_HighPrecision
3)
(80 x Cerampad)
2 x C&P20x
ACT_2xC&P20_HighPrecision
3)
(2 x 80 x Cerampad)
CAx,
X-Serie S micron
≥708.0
1 x CPP
(C&P-Modus)
SST 30 2004
ACT_1xC&P12_HighPrecision
3)
(96 x Cerampad)
2 x CPP (C&P-Modus)
ACT_2xC&P12_HighPrecision
3)
(2 x 96 x Cerampad)
X-/SX-/DX-/D-Serie; X-
Serie S;
E by SIPLACE
4)
1 x C&P12-DLM,
1 x CPP
(C&P-Modus)
SST 28,
SST 29,
SST 30,
SST 38
904 / 914;
2004 / 3004
ACT_1xC&P12
(96 x Cerampad)
2 x C&P12-DLM,
2 x CPP
(C&P-Modus)
ACT_2xC&P12
(2 x 96 x Cerampad)
D-/X-Serie und
CAx
mit SW 605.xx;
E by SIPLACE
4)
C&P6
SST 29,
SST 30
920 / 3020
ACT_CC02-05
(48 x CC02-05)
X-/SX-/DX-/D-Serie; X-
Serie S;
E by SIPLACE
4)
TH-IC,
P&P-IC,
CPP (P&P-Modus)
SST 33,
SST 36
518 / 2057
ACT_CC02-05_PP
2)
(48 x CC02-05)
X-/SX-/DX-/D-Serie; X-
Serie S;
TH-IC,
P&P-IC,
CPP
(P&P-Modus)
SST 33,
SST 36
518 / 2057
ACT_CC02-05_CPP_TH
5)
(48 x CC02-05)
X-/SX-/DX-/D-Serie; X-
Serie S;
E by SIPLACE
4)
TH-IC,
P&P-IC
SST 25 518
ACT_CC02-05_FC
1)
(48 x CC02-05)
E by SIPLACE
4)
1 x C&P14
SST 23,
SST 41
4004
ACT_1xC&P14
(112 x Cerampad)
Tabelle 4-2: Zuordnung Maschine, Leiterplatte, Kopf ab SIPLACE Pro 11.x
1)
Ab Software SIPLACE Pro 11.x, mit Stationssoftware-Version 706.02.SP1 Hotfix 2 bzw. 707.1.SP1 Hotfix 2 oder höher,
wird für die Kamera SST 25 (Flip-Chip-Kamera) das Bauelement CC02-05 (mit QFP-Struktur) verwendet.
Das Glasbauelement CC07-500 (mit BGA-Struktur) wird nicht mehr unterstützt.
Falls das Bauelement CC07-500 bereits vorhanden ist, und weiter für die Messung der SST25-Kamera verwendet
werden soll, so kann die entsprechende Leiterplatte mit den dazugehörigen BE-, GF-Daten, sowie die Tische aus den
*.sipro-Dateien der Version SIPLACE Pro 9, selektiv importiert werden. Diese Daten können vom Software-Lizenz-
Portal, bzw. über die Hotline bezogen werden.
2)
Ab Software SIPLACE Pro 11.x, mit Stationssoftware-Version 706.02.SP1 Hotfix 2 bzw. 707.1.SP1 Hotfix 2 oder höher.
Für alle Pick & Place-Köpfe gibt es ab dieser SW-Version eine eigene Leiterplattenbeschreibung, in der nun auch der
CPP-Kopf für den P&P-Modus integriert ist.
3)
Für Maschinen mit höherer Genauigkeitsanforderung, wie CA-Maschinen und X S Micron, gibt es, jeweils für die
Messung der C&P20-Köpfe, eigene Hochgenauigkeitsprogramme, mit darin verwendeten Hochgenauigkeits-
Cerampads. In der GF-Beschreibung ist es ab den oben angegebenen Software-Versionen möglich, einen Parameter
Genauigkeit zu aktivieren.
4)
Maschinen-Typ E by SIPLACE, ab Stationssoftware-Version 708.0.
5)
Für die Kompatibilität zu älteren Stationssoftware-Versionen.
Falls ein Update von SIPLACE Pro, jedoch kein Update der Stationssoftware, durchgeführt wurde, so kann mit diesem
Programm trotzdem die Maschinenverifikation von CPP-Köpfen im P&P-Modus durchgeführt werden.
ACT - Accuracy Check Tool / Bedienungsanleitung Ausgabe 09/2015
30
4.1.2 Vorgabe der Leiterplatten
► Wählen Sie aus den vorkonfigurierten Leiterplatten das zu Ihrer Kopfkonfiguration passende
Bestückprogramm aus (mit Hilfe der Tabelle 4-1 oder der Tabelle 4-2).
► Auftrag (Los) in SIPLACE Pro Line Control GUI vorgeben und an die Linie schicken
(Download).
HINWEIS
Bestückautomaten mit Doppeltransport
Bei Doppeltransport wird empfohlen, das ACT mit beiden Transportspuren
durchzuführen.
4.1.2.1 Problemlösung: Erreichbarkeit bei verschiedenen Maschinen- / Kopfkonfigurationen
SIPLACE SX4- und DX4-Maschinen:
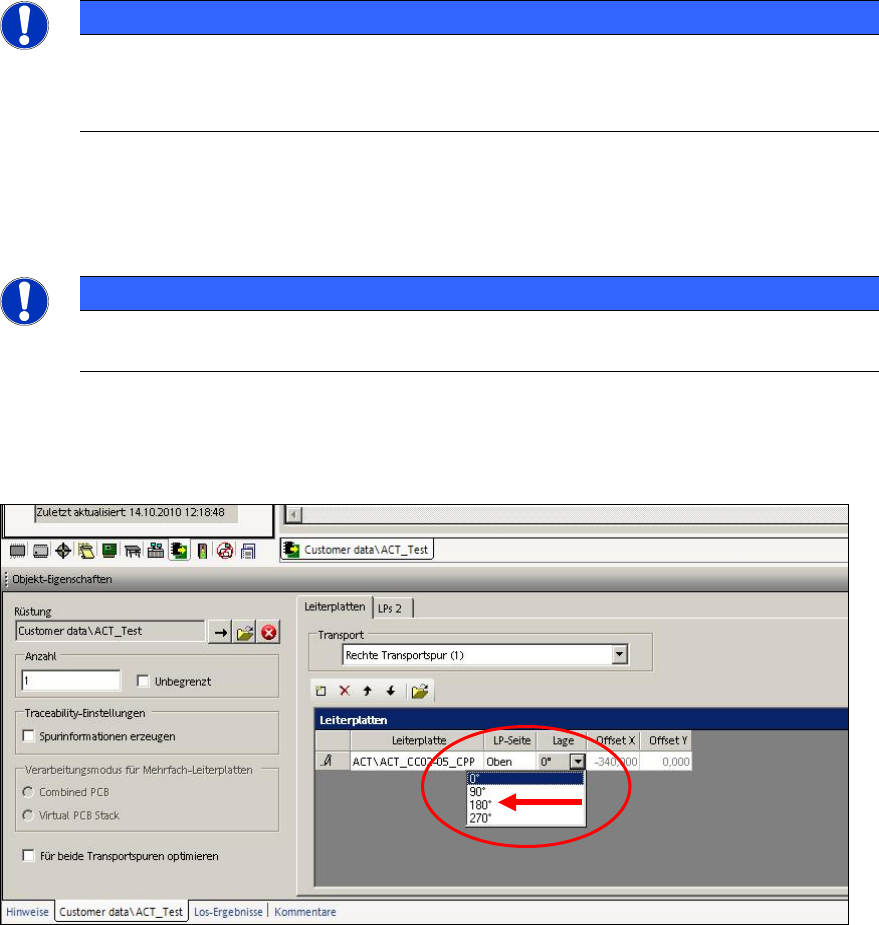
HINWEIS
Aus Gründen der Erreichbarkeit von Passmarken, muss bei SIPLACE SX4- und DX4-
Maschinen die ACT-Messplatte um 180° gedreht eingelegt werden.
Wenn also ein ACT-Bestückprogramm für eine SIPLACE SX4- oder SIPLACE DX4-Maschine
vorgegeben wird, muss im erzeugten Los die Orientierung (Lage) der Platte auf 180° umgestellt
werden.
Abbildung 4-1: LP-Lage bei Bestückung auf SX4, DX4 um 180° drehen
ACT - Accuracy Check Tool / Bedienungsanleitung Ausgabe 09/2015
31
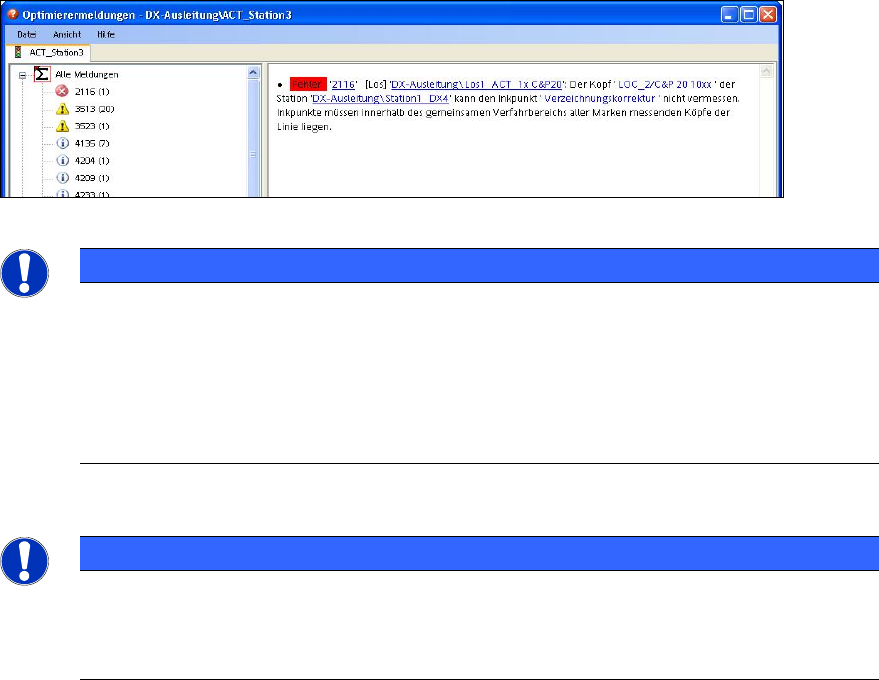
Wenn diese Änderung der LP-Lage nicht durchgeführt wird, wird bereits bei der Vorgabe in der
SIPLACE Pro Line Control GUI folgende Fehlermeldung angezeigt(Beispiel):
Abbildung 4-2: Beispiel Fehlermeldung wegen Nicht-Erreichbarkeit der Inkpunkte
HINWEIS
Aufgrund der oben beschriebenen Problematik bei der Erreichbarkeit von Passmarken,
muss Folgendes beachtet werden:
Wenn das ACT an einer Maschine der SX-, DX-, oder X-Serie gemessen werden soll,
vor welcher eine oder mehrere SIPLACE SX4- oder DX4-Station in der Linie stehen,
muss an allen Maschinen vor der zu messenden Maschi
ne, die eine andere Orientierung
der Platte bedingen (0°/180°), die Funktion Durchtransport aktiviert werden, da
ansonsten Fehler beim Anfahren der Marken auftreten.
Twin-Kopf – statistische Zuverlässigkeit:
HINWEIS
► Achten Sie beim Messen eines Twin-Kopfs auf die Anzahl der bestückten
Bauelemente pro Segment, um die statistische Zuverlässigkeit
des Messergebnisses
zu gewährleisten.
Mindestens 20 Bauelemente pro Segment sollten bestückt werden!
Bei der Rüstung des Trays mit den Glasbauelementen kann es bei verschiedenen Maschinentypen
zu Abholproblemen eines Segments kommen, weil die Bauelemente nicht erreicht werden können.
► Achten Sie auf die Positionierung des Trays am BE-Tisch oder im WPC.
Varianten:
► Stellen Sie durch die Positionierung des Trays am BE-Tisch sicher, dass die Bauelemente in
X-Richtung von beiden Segmenten erreicht werden können.
Wenn die vorderen beiden Reihen leer gefahren sind:
► Halten Sie die Maschine an.
► Legen Sie die Bauelemente vorne wieder nach.
► Setzen Sie den Füllstand wieder auf "Voll".
Dies gilt auch für die Rüstung des Trays im WPC. Auch im WPC müssen die Bauelemente
nachgelegt werden (z.B. WPC an der Maschine SX1/2), um sicherzustellen, dass eine
genügend Anzahl Bauelemente von beiden Twin-Segmenten abgeholt werden können.
► Verwenden Sie wenn möglich die Option Tray in Transport für ACT. Die Erreichbarkeit in Y-
Richtung ist damit gewährleistet.