CM212规格说明书.pdf - 第37页
CM212-M 2005.1201 - 31 - 8. 选购件 选购件的分类如下所示。 对应分类 内 容 Factory 在出厂之前 , 必须在机器制造阶段进行对应。 On-site 能够在主体交货后追加。但是 , 必须在现场施工。 Customer 能够在主体交货后追加。不需要在现 场施工。 各贴装台 各工作台 机器整体 对应分类 能够对应各贴装台。 能够对应各工作台。 能够对应机器整体。 ※ 根据客户的机器规格 ・ 制造 No. 等…
CM212-M 2005.1201
- 30 -
■ 编制数据
数据的编制均使用数据编制装置
PT200-G
进行编制。
(PT200-G
为其他选购件
)
请客户准备
PT200-G
用硬件。
■ 附属品
•
备品
项
目
数
量
系统磁盘
•
系统数据
(CD-ROM)
• HGR-14 FD
•
密码磁盘
FD
•
机器参数
FD
•
数据
FD
各
1
套
基板支撑销块
2
套
基板支撑销
40
根
(20
根
×2)
偏光过滤器
4
套
使用说明书
•
操作手册
•
程序手册
•
维护手册
•
参考手册
•
安装手册
•
元件一览表
控制线路图
各
1
部
维修油漆
1
套
润滑脂
1
套
** Remarks **
•
类型
C
、
D
的基板搬送的上游侧工作台为高速贴装头
,
下游侧工作台为多功能贴装头。
•
高速贴装头用的吸嘴交换器为选购件规格。
•
整体交换台车(选购件)设置范围的地面倾斜度,必须在台车的左右方向
6 mm
以下、前方向
4mm
以下、后
方向
11 mm
以下。若地面的倾斜超过此范围时,整体交换台车的搬入无法进行。
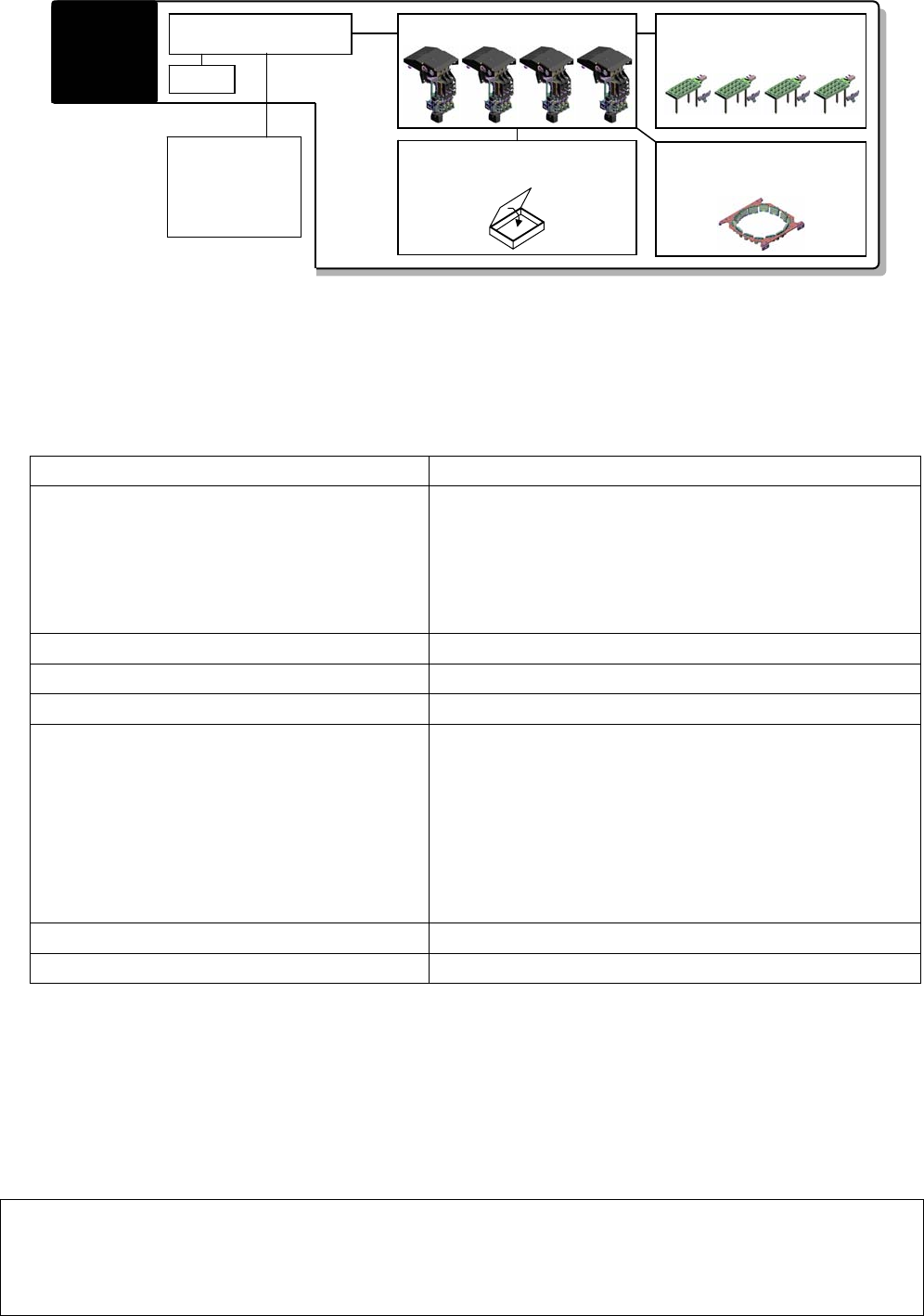
类型
E
DT40
规格
主体
附属品
吸嘴盒
× 1
个
(
多功能贴装头用
)
多功能贴装头
× 4
个
吸嘴交换器
× 4
台
(
多功能贴装头用
)
线性照相机
× 4
台
侧面照明
× 4
台
DT40S-20
1
台或者
2
台
CM212-M 2005.1201
- 31 -
8.
选购件
选购件的分类如下所示。
对应分类
内
容
Factory
在出厂之前
,
必须在机器制造阶段进行对应。
On-site
能够在主体交货后追加。但是
,
必须在现场施工。
Customer
能够在主体交货后追加。不需要在现场施工。
各贴装台 各工作台 机器整体
对应分类
能够对应各贴装台。
能够对应各工作台。
能够对应机器整体。
※ 根据客户的机器规格・制造
No.
等,有可能会出现不适合上述分类的情形。详细请在购买之前与本公司联络。
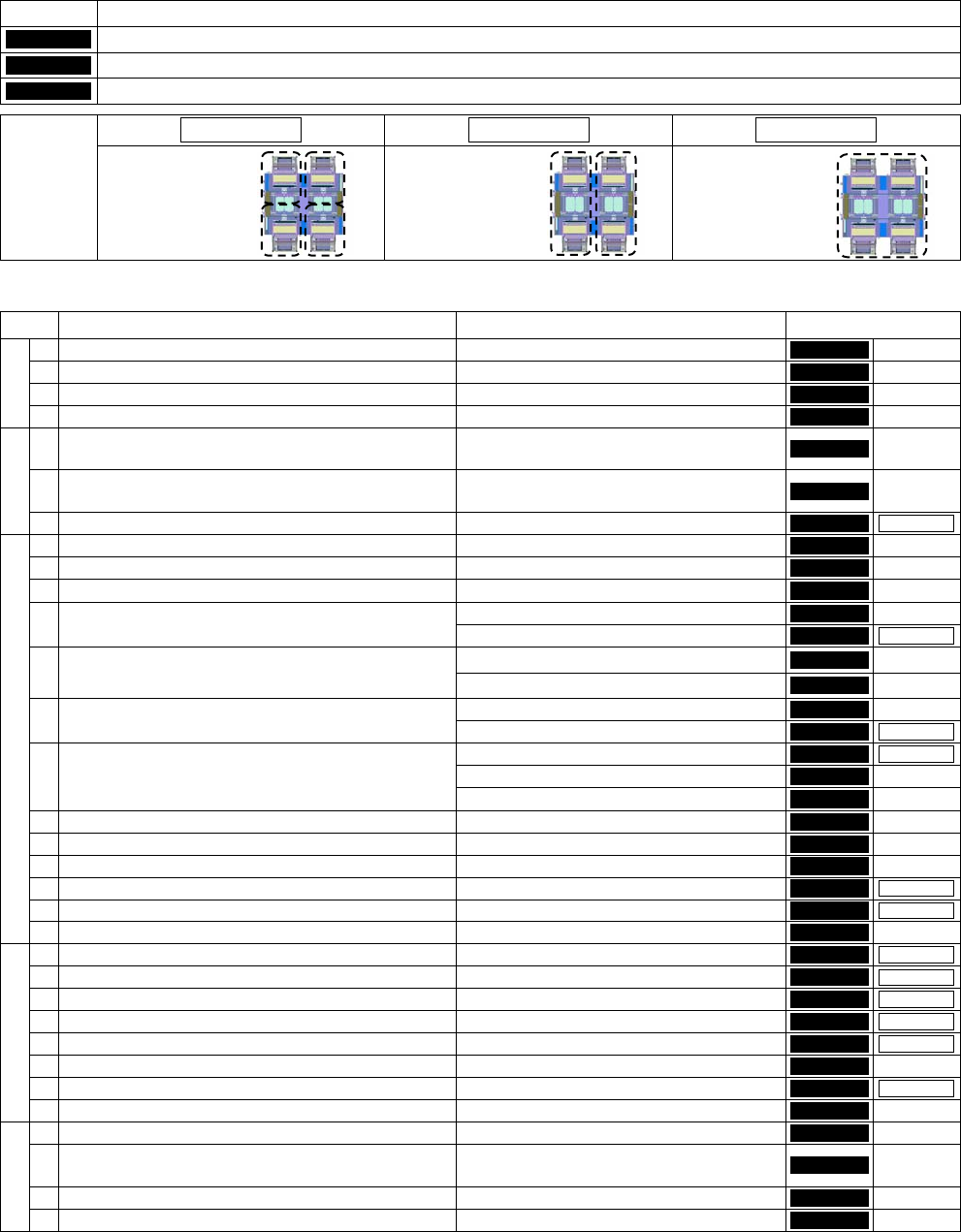
•
请客户根据用途,选择所需的选购件。
No.
目的
/
功能
选购件名称
对应分类
1 基板搬送生产线高度设定高于地面
930 mm
。
•
对应搬送生产线
930 mm
Factory -
2 基板搬送生产线高度设定高于地面
950 mm
。
•
对应搬送生产线
950 mm
Factory -
3 加设与前面机器的间隔。
•
上游延长传送带
Factory
-
A
4 在搬送最下游部位设置贴装后的待机部。
•
下游延长传送带
Factory -
1
为缩短机种切换时间,在离线作业时切换基板支撑销的
位置。
•
基板支撑销块
Customer
-
2
为缩短机种切换时间,在离线作业时决定新设基板的支
撑销位置。
•
支撑销安装治具
Customer
-
B
3 在机种切换时自动交换吸嘴。
•
吸嘴交换器
(
高速贴装头用
)
(
※
1)
On-site
工作台
1 根据生产形态选择吸嘴。
•
吸嘴
Customer
-
2 收纳吸嘴。
•
吸嘴盒
Customer
-
3
根据生产形态选择编带料架。
•
编带料架
Customer
-
• 32 mm
粘着编带料架
Customer
-
4 使用
32 mm
的粘着编带。
•
散装
•
粘着料架对应装置
Factory
贴装台
•
智能杆状料架
Customer
-
5 根据生产形态选择杆状料架。
•
芯片槽区块
Customer
-
•
智能散装料架
Customer
-
6 根据生产形态选择散装料架。
•
散装
•
粘着料架对应装置
Factory
贴装台
•
整体交换台车规格
Factory
贴装台
•
整体交换台车
Customer
-
7 在离线作业时准备料架。
•
整体交换台车准备装置
Customer
-
8 管理、保管编带料架。
•
编带料架台
Customer
-
9 贴装托盘供给元件。
•
直接托盘式供料器
Factory
-
10 提高编带拼接的作业性。
•
拼接台车
Customer
-
11 提高处理用完后编带的作业性。
•
切割装置
Factory
贴装台
12
使用卷盘座收纳编带卷盘。
•
卷盘座
On-site
贴装台
C
13 进行智能料架的维护作业。
•
智能料架检查装置
Customer
-
1 贴装
BGA
、
CSP
。
•
側面照明
On-site
贴装台
2 检测
SOP
、
QFP
等的引脚浮起。
•
引脚检测器
(
※
2)
On-site
贴装台
3 在传送带上整列排列出
NG
元件。
• NG
元件排出传送带
(
※
2
,
4)
Customer
贴装台
4 高速贴装一般元件。
•
高速贴装头
On-site
工作台
5 贴装异形元件。
•
多功能贴装头
(
包括吸嘴交换器
)
(
※
2, 3)
On-site
工作台
6 管理、保管拆下的贴装头。
•
贴装头台
Customer
-
7 在陶瓷基板上进行贴装。
•
对应陶瓷基板
On-site
机器整体
D
8 使用元件校对功能。
• Pana PRO/CVT
对应装置
Factory
-
1 在定期维护作业时需要。
•
加油组件
•
维护治具
Customer
-
2 在调整机器时需要。
•
调整治具
•
面补正治具
•
搭载负荷测定治具
(
※
2)
Customer
-
3 只打开必要的机器电源进行
PT
通信。
• HUB
电源
BOX
Factory
-
E
4 在机器连接
(
模块
)
时为必需。
• HUB
Factory
-
※
1:
本选购件只有在选择高速贴装头的工作台上能够安装。
※
2:
这些选购件只有在选择多功能贴装头的工作台上能够安装。
※
3:
吸嘴交换器
(
多功能贴装头用
)
包括多功能贴装头。
※
4:
NG
元件排出传送带只能安装于编带料架侧。
CM212-M 2005.1201
- 32 -
A-1
基板搬送生产线高度设定高于地面
930 mm
。
Factory
对应搬送生产线
930 mm
・ 标准的基板搬送生产线高度为高于地面
900
mm
。
A-2
基板搬送生产线高度设定高于地面
950 mm
。
Factory
对应搬送生产线
950 mm
・ 标准的基板搬送生产线高度为高于地面
900
mm
。
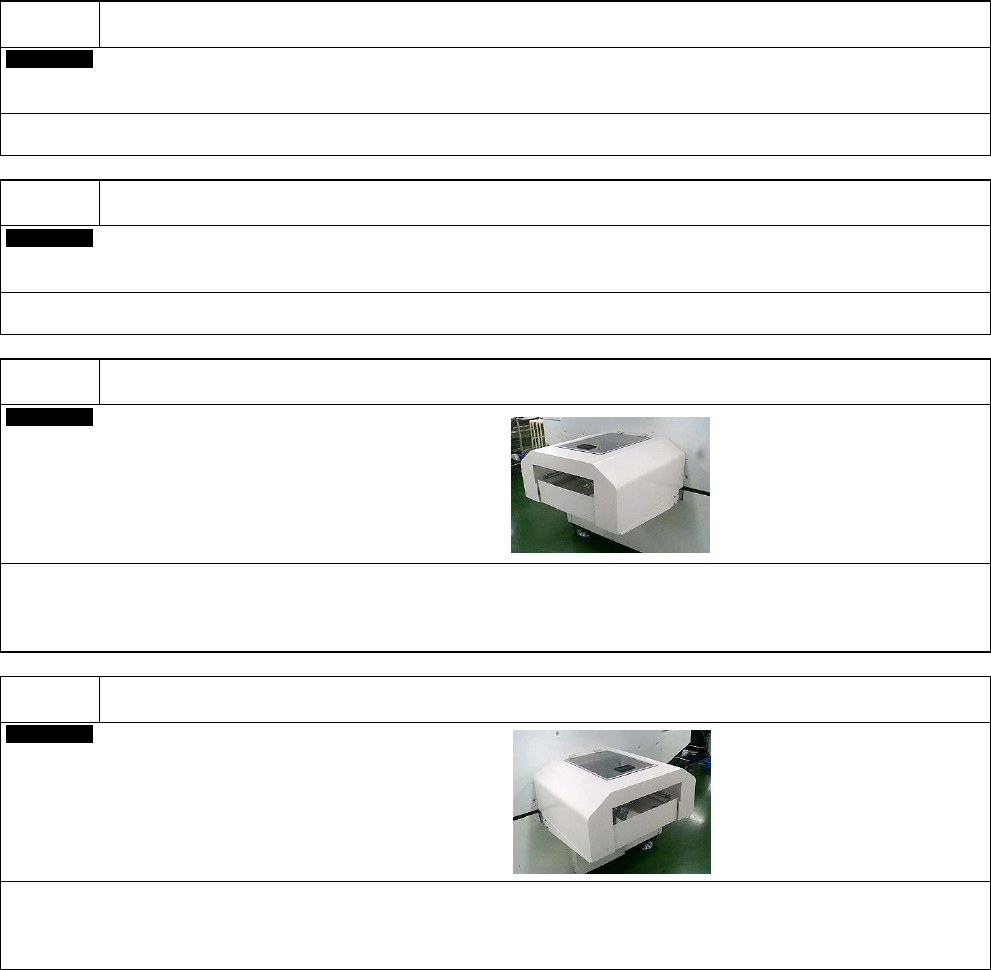
A-3
加设与前面机器的间隔。
Factory
上游延长传送带
・ 在上游侧工作台的前段能够待机基板
1
张。
・ 待机数量,是
M
尺寸以下的基板
1
张。
・ 上游延长传送带设置在
CM212-M
时,
CM212-M
上游的搬送口没有安全传感器。
A-4
在搬送最下游部位设置贴装后的待机部。
Factory
下游延长传送带
・ 可使在下游侧工作台上贴装结束的基板,在搬送至下一工序之前待机。
・ 待机数量,是
M
尺寸以下的基板
1
张。
・ 下游延长传送带设置在
CM212-M
时,
CM212-M
下游的搬送口没有安全传感器。
+20
-10
+20
-10
L = 590 mm
L = 590 mm