Spec of AX-3 AX-5 June 2005 LR - 第24页
When there are no more errors left, the machine will be enabled to start production. During production, SVS-Pro will verify the feeder set-up real-time. When a feeder is exchanged or when splicing is executed and an erro…
Any possible setup error can be corrected prior to the actual changeover using
SVS-Pro. The software helps to minimize the online changeover time from one to
the other production batch. It is also designed for ease-of-use in a frequent
changeover environment, because not only setup but verification takes place offline
as well. Next to that SVS-Pro provides pro-active pre-empty tape warnings and
real-time set-up verifications online.
SVS-Pro consists of two elements, an offline loading unit for the feeder and trolley
setup and verification, and the machine specific part running on the placement
system(s).
Offline loading unit
The offline loading unit is a small trolley that conveniently can be moved around the
factory floor, for instance to be placed near the trolleys that needs to be prepared
for a next production batch.
The offline loading unit guides the operator, as to which reel needs to be on which
trolley position. When a reel is scanned with the wireless scanner, the GUI of the
loading unit indicates if this reel that is required to be used for the set-up. It also
indicates on which trolley position this reel needs to be located.
When a trolley is connected to the loading unit and a feeder is inserted in the
trolley, the loading unit will verify the information stored on the feeder and inform
the operator whether the feeder is in its correct position. If the feeder location is
correct, it will be removed from the set-up list. If the location is incorrect, advice will
be given on where the feeder needs to be located.
On the offline loading unit a barcode printer or text printer can be connected. New
barcode label can be printed unloading the feeder. Various reports can be printed
via a text printer.
The unit can be network connected to download placement programs.
The trolley is connected to the loading unit via a cable at the rear side of the trolley
unit.
The loading unit contains:
All operating actions can be done with the touch screen
Others can be done with the keyboard, eg when barcode can't be recognized
by scanner
Floppy & CD-rom drive
Ethernet card for networking
Space for (optional) printer to print reel label with actual remaining quantity
Cabinet for reels and/or documentation
For SVS-Pro minimum one (1) offline loading unit is required.
Machine specific part
When a trolley set-up is docked, the machine specific part of SVS-Pro will verify the
feeder set-up once again. At any improper set-up for the order to be produced, it is
impossible to start the production. Error messages will be provided on the Graphical
User Interface as well as on the wireless barcode scanner. The ITF feeder where an
improper set-up is detected will also be indicated with a blinking LED on the
ITF feeder. The operator can select the error on the wireless barcode scanner to
correct the fault.
Features
21 of 34
When there are no more errors left, the machine will be enabled to start production.
During production, SVS-Pro will verify the feeder set-up real-time. When a feeder is
exchanged or when splicing is executed and an error is detected, the machine will be
stopped directly to prevent that wrong components will be placed.
SVS-Pro provides the basis for lot-traceability, it will log the following items:
Part number
Quantity
Vendor ID
Lot code
Operator ID
Date & time stamp
Set-up changes
A barcode can be used to enable Board Identification (BI) and for the optional Barcode
Triggered Change Over (BTCO) functionality.
Board Identification (BI) can be used to provide barcode -ID and traceability information.
It features:
A check of the board ID versus the running placement program. On error the
system will block the board from entering the machine.
Board identification for traceability (see paragraph on traceability).
Barcode specifications
Types 1D and 2D
Length 1D: max.1024
2D: to ISO/IEC 16022
Codes CODE39
2/5 Interleaved
CODE128
Data matrix ECC200
Scanner specifications
Connection RS-232
Baudrate 9600 kb/s
Number of bits 7
Stopbit 1
Parity bit none
X-on/X-off off
On request scanners can be delivered.
3.2 Board
Idenitification
Technical specifications
22 of 34
On top of the Board Identification functionality Barcode Triggered Changeover (BTCO) also
provides:
1. Automatic placement program changeover if new models are offered to the machine
(indicated with barcodes).
2. Optimal use of production with combined set-ups (e.g. family board)
3. An easy to use production schema especially if you are running small batches
Note:
Rolling change-over can be done with same board width, board thickness and index
scheme (the same pitch)
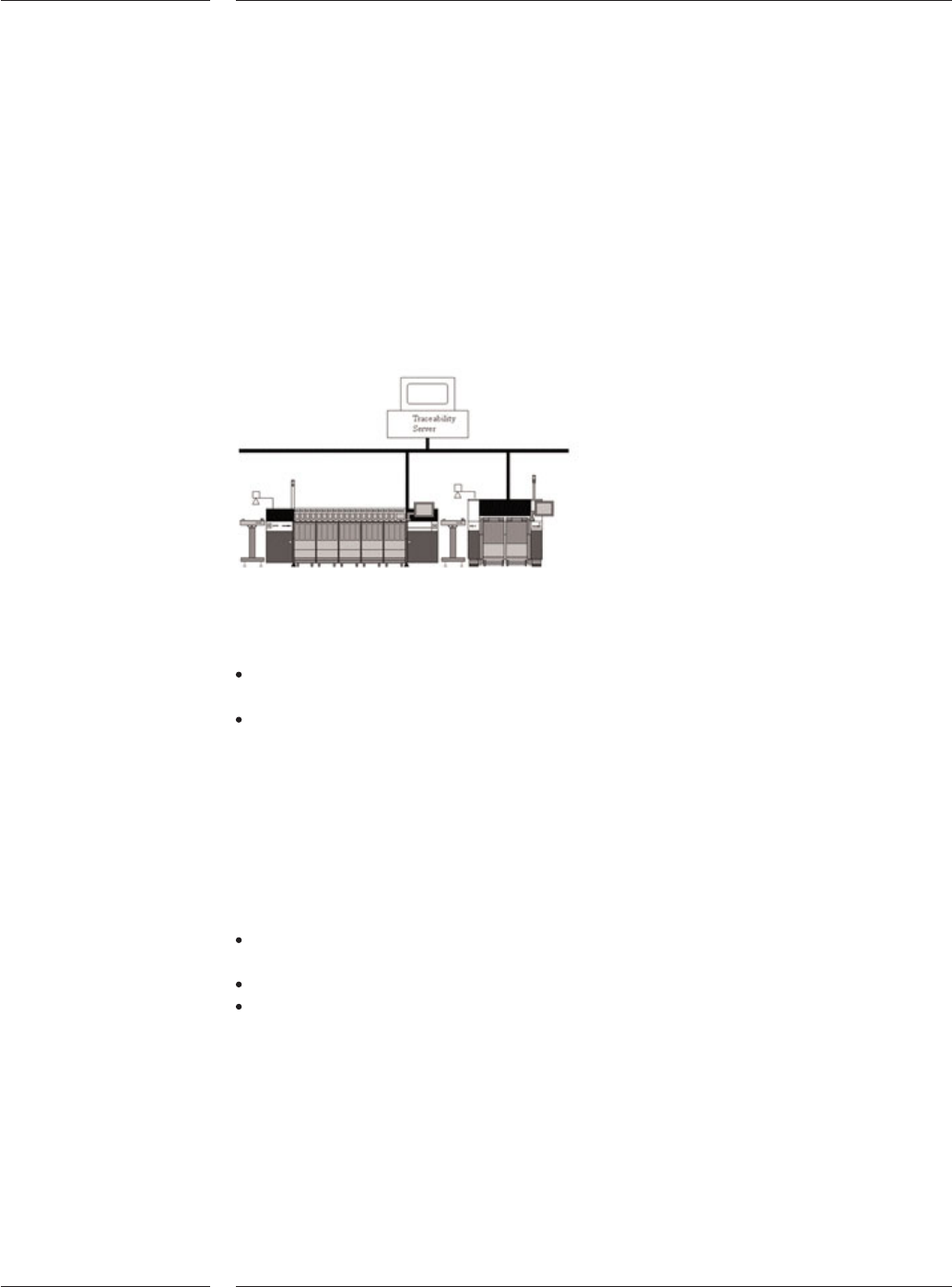
Traceability system layout
The AX supports two levels of traceability:
The first level of traceability is called board traceability. Board traceability contains
traceability information about each individual board produced by a machine.
The second level of traceability is called batch traceability. At this level data
contains information about all the boards in a batch.
Both traceability products can make their data available to the user in files or in messages.
In message mode traceability information is sent in XML-messages to a front-end system.
In file mode traceability information is written in XML-files to a location on the factory
network (e.g. customers file server). The traceability files can then be archived on
CD-ROM's for long term storage. The files are easy readable using for example Excel.
A traceability solution is built up out of three products:
BI: scanner interface that supplies board identification data. The software
functionality is standard available on the AX-3, AX-5 and AQ-2
SVS-Pro: supplies component identification data. SVS-Pro is required for traceability
Traceability software: combines the board identification data and component
identification data
3.3 Barcode
Triggered
Changeover
3.4 Traceability
Figure 15
Contents
23 of 34