SG_FSE_SiplaceHF_HF3_00193900-05_de.pdf - 第377页
1 - 7 S tudent Guide SIPLACE HF/HF3 Advanced I Ausgabe 09/2005 8 BE-Handling 7 8.2.2.3 Einstellung der Pneumatikzylind er Die Bewegung de r Kurvenscheiben a n der Andock einhe it können individuell an den V entilen der b…
1 - 6
Student Guide SIPLACE HF/HF3 Advanced I
8 BE-Handling Ausgabe 09/2005
6
8.2.2 Funktionweise des BE-Wechseltisches mit Einhandbedienung
8.2.2.1 Andocken
Das Andocken kann nur mit eingeschalteter Maschine, eingeschalteter Druckluft und geschloss-
ener Abdeckung erfolgen.
Für den Andockvorgang wird der BE-Wechseltisch soweit wie möglich an die Einzugsvorrichtung
geschoben und durch Betätigen des Tastesr an die Maschine angedockt. Links und rechts des
Leergurtleitkanals befinden sich zwei Zentrierstifte, die den BE-Wechseltisch beim Andockvor-
gang zentrieren.
Dabei wird die Aufnahmeplatte für die Förderer über zwei Pneumatikzylinder und Kurvenscheiben
hoch gehoben und gleichzeitig der gesamte BE-Wechseltisch in die Maschine gezogen.
8.2.2.2 Abdocken
Der Abdockvorgang erfolgt mit eingeschalteter Druckluft, Schutzhaube geöffnet (Steuerung aus)
und Betätigen des Tasters 3 (siehe Abb. in Kapitel 10.1). Der Tisch wird durch die Einzugsvor-
richtung freigegeben und durch zwei zusätzlichen Pneumatikzylindern, die links und rechts des
Leergurtleitkanal befestigt sind zurückgeschoben und abgesenkt. Dabei wird der Tisch automa-
tisch von der Druckluft und der elektrischer Energieversorgung getrennt.
Im Servicefall bzw. bei ausgeschalteter Druckluft kann der BE-Wechseltisch durch einfaches zie-
hen an den Griffen aus der Maschine entnommen werden.
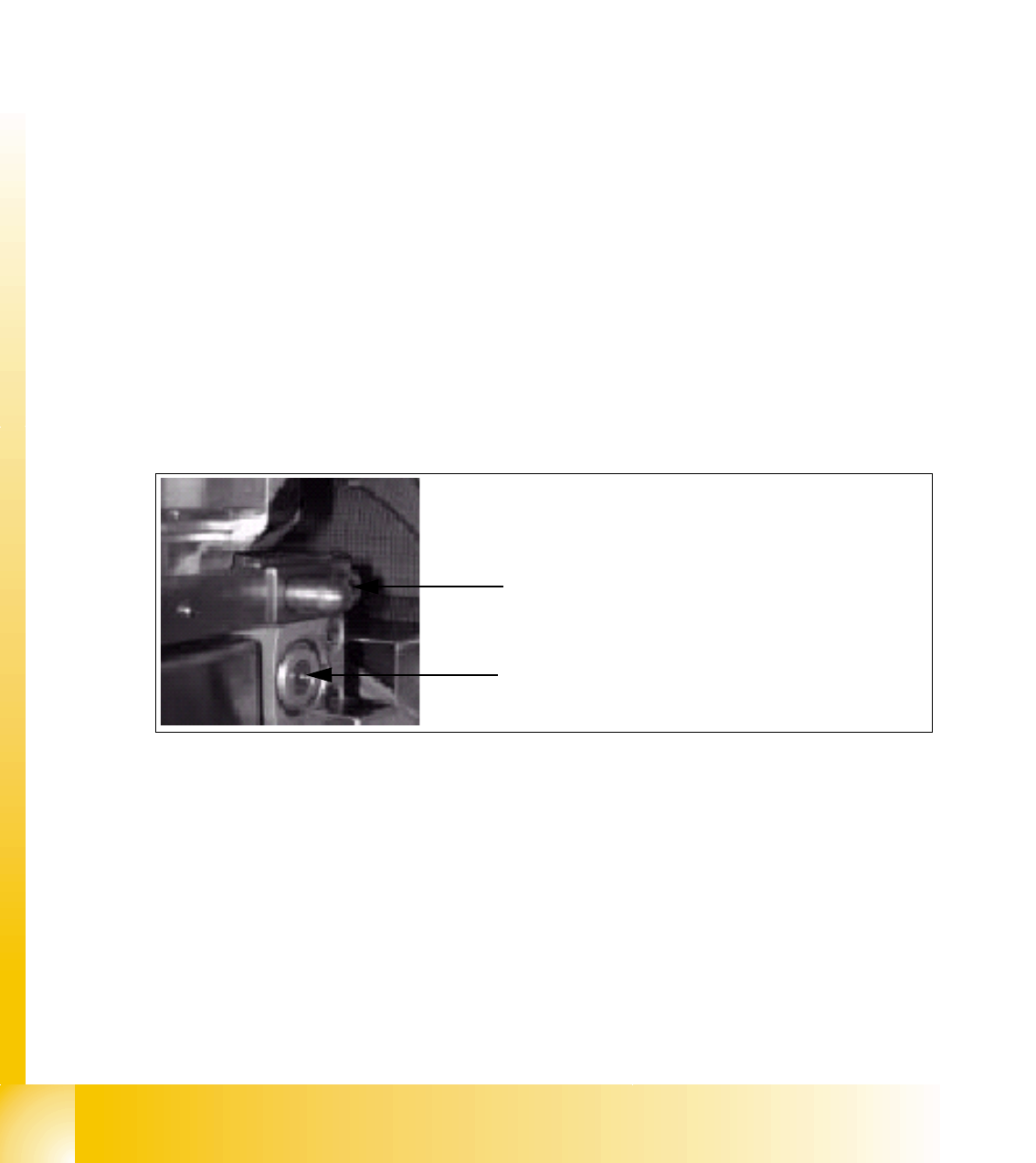
Abb. 8.2 - 2 Zentrierstift und Ausstoßzylinder an der Einzugsvorrichtung
Zentrierstift und Anschlag für den BE-Tischeinzug
Ausstoßzylinder für den Ausstoß des
BE-Wechseltisch
1 - 7
Student Guide SIPLACE HF/HF3 Advanced I
Ausgabe 09/2005 8 BE-Handling
7
8.2.2.3 Einstellung der Pneumatikzylinder
Die Bewegung der Kurvenscheiben an der Andockeinheit können individuell an den Ventilen der
beiden Zylindern eingestellt werden.
Hinweis:
Beim Einstellen der Pneumatikzylinder ist darauf zu achten, dass der BE-Wagen parallel in die
Andockeinheit gezogen wird. Der Andock- bzw. Abdockvorgang des BE-Wechseltisches soll auf
ca. 2 Sekunden eingestellt werden.
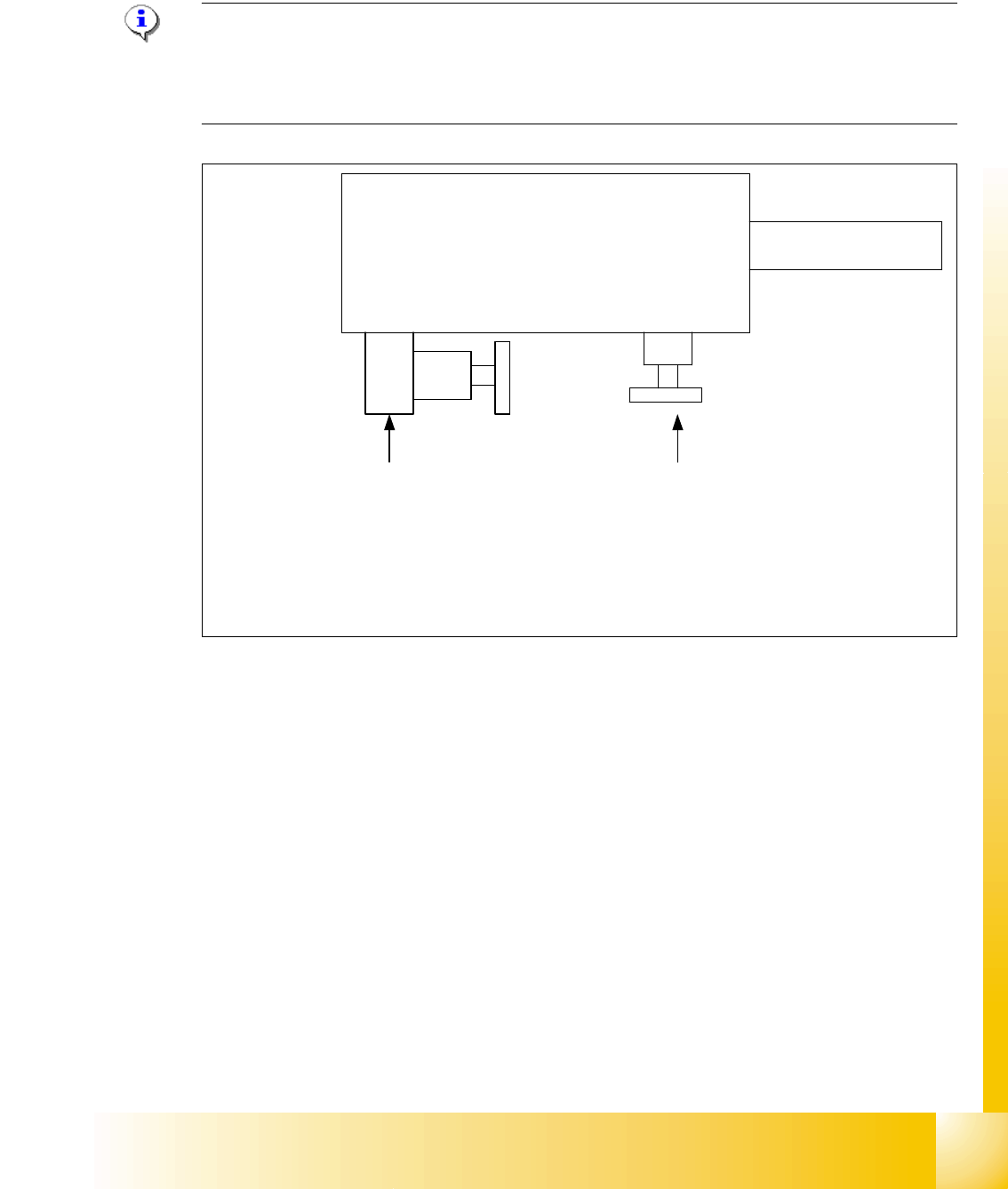
Abb. 8.2 - 3 Einstellung der Pneumatikzylinder an der Andockeinheit
Einstellventil
Zeitverhalten für BE-Tisch
Andocken
Einstellventil
Zeitverhalten für BE-Tisch
Abdocken
Pneumatikzylinder
Andockeinheit
Kolbenstange
Drehrichtung in Uhrzeigersinn: Verringerung der Verfahrzeit
Drehrichtung gegen den Uhrzeigersinn:Erhöhung der Verfahrzeit
1 - 8
Student Guide SIPLACE HF/HF3 Advanced I
8 BE-Handling Ausgabe 09/2005
8
8.2.2.4 Andockeinheit
Um die Passgenauigkeit des Tischeinzuges für das Abholen kleiner Bauelemente sicherzustellen
ist der Einzugsrahmen an der Maschineninnenseite mit Hilfe einer speziellen Paßschraube aus-
gerichtet. Bei der Montage des Einzugsrahmen für den BE-Wechseltisch oder für den MTC2, ist
darauf zu achten, dass erst die Paßschraube befestigt wird und danach die Befestigung der an-
deren Schrauben durchgeführt wird.
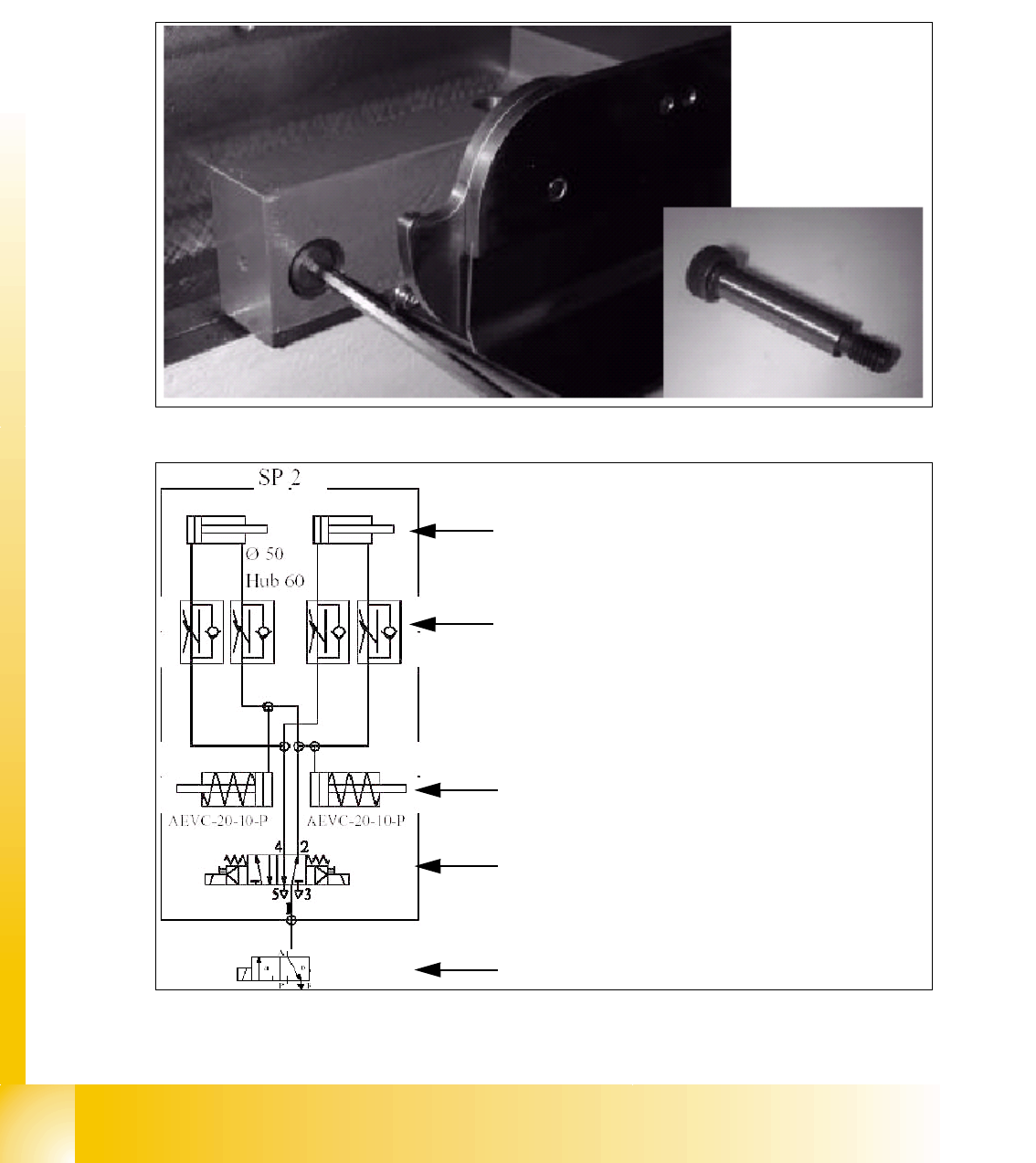
Abb. 8.2 - 4 Paßschraube am Einzugsrahmen BE-Wechseltisch
Abb. 8.2 - 5 Pneumatikplan Einzugsvorrichtung
Antriebszylinder für die Kurvenscheibenbewegung.
D.h. der BE Wechseltisch wird 43mm horizontal
und 20 mm vertikal in die Maschine bewegt.
Drosselventile zum Einstellen der Geschwindigkeit
(Zeiteinstellung). Die Einstellung erfolgt ohne BE-
Wechseltisch und soll ca. 2-3 Sekunden für den An-
und Abdockvorgang betragen.
Pneumatikzylinder für den Tischausstoß während
des Abdockvorgangs.
5/2 Wegeventil zur Steuerung der Antriebszylinder.
Sicherheitsventil gegen elektrische Störungen