SG_FSE_SiplaceHF_HF3_00193900-05_de.pdf - 第415页
1 - 27 S tudent Guide SIPLACE HF/HF3 Ausgabe 09/2005 9 Modularer T ransport 27 9.2.10 Überprüfung Leiterplattenklemmung Hinweis: Die Überprüfung, ob eine Leiterp latte korrekt gekl emmt wurde , wird über die Addition der…
1 - 26
Student Guide SIPLACE HF/HF3
9 Modularer Transport Ausgabe 09/2005
26
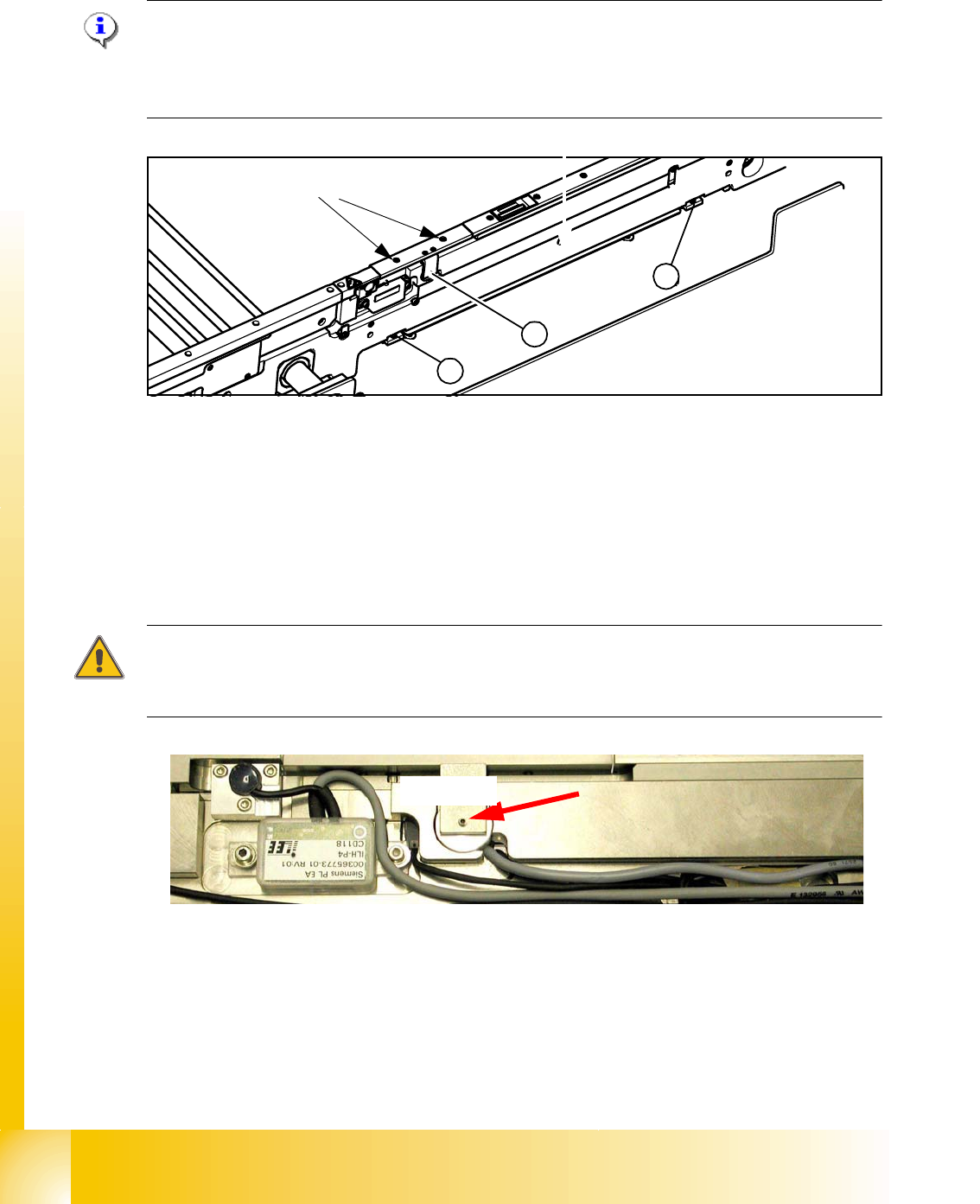
9.2.9 Sensor Leiterplattenklemmung justieren
Hinweis:Nicht mehr bei den X Serien Maschinen!
Der Sensor für die Leiterplattenklemmung wird in Zukunft entfallen.
Die Erkennung, ob eine Leiterplatte richtig geklemmt wurde, wird durch Überwachung des Motor-
stroms der Transportmotoren gewährleistet (siehe Abschnitt 9.2.10).
Abb. 9.2 - 15 Klemmsensor an HF Maschinen bis Ma. Nr. xx, und bei HF3 Maschinen nicht installiert
Die Klemmbetätiger (2), (3) sind so eingestellt, dass der Betätiger (2) in der Nähe des Klemmsen-
sors
(1) zuerst anspricht. Zur Einstellung des Klemmsensors wird die Madenschraube zunächst
gelöst. Dann wird die Madenschraube leicht angelegt.
Verwenden Sie Loctite 241. Das maximale Drehmoment beträgt 2,5 Ncm!!
Bei leichtem Druck mit dem Daumen auf die Madenschraube muss der Eingang Klemmsensor
reagieren. (
Sitest -> I/O Menü 3 Transport 1 bzw. I/O Menü 4 Transport 2)
Achtung
Bei zu stark angezogener Madenschraube kann der Piezosensor zerstört werden.
Verwenden Sie Loctite 241. Das maximale Drehmoment beträgt 2,5 Ncm!!
Abb. 9.2 - 16 Klemmsensor
Überprüfung: 9
Der Klemmsensor wird mit und ohne Leiterplatte über die gesamte Transportbreite auf Funktion
überprüft, damit Einflüsse der Unebenheit der Hubtischplatte ausgeschlossen werden können.
Per Dauerlauf Hubtisch wird die Einstellung des Klemmsensors überprüft. Reagiert der Klemm-
sensor nicht auf den nach oben gefahrenen Hubtisch, erscheint eine Fehlermeldung.
1
3
2
max. 40 Ncm
Madenschraube zur Einstellung
des Klemmsensors
2,5Ncm
1 - 27
Student Guide SIPLACE HF/HF3
Ausgabe 09/2005 9 Modularer Transport
27
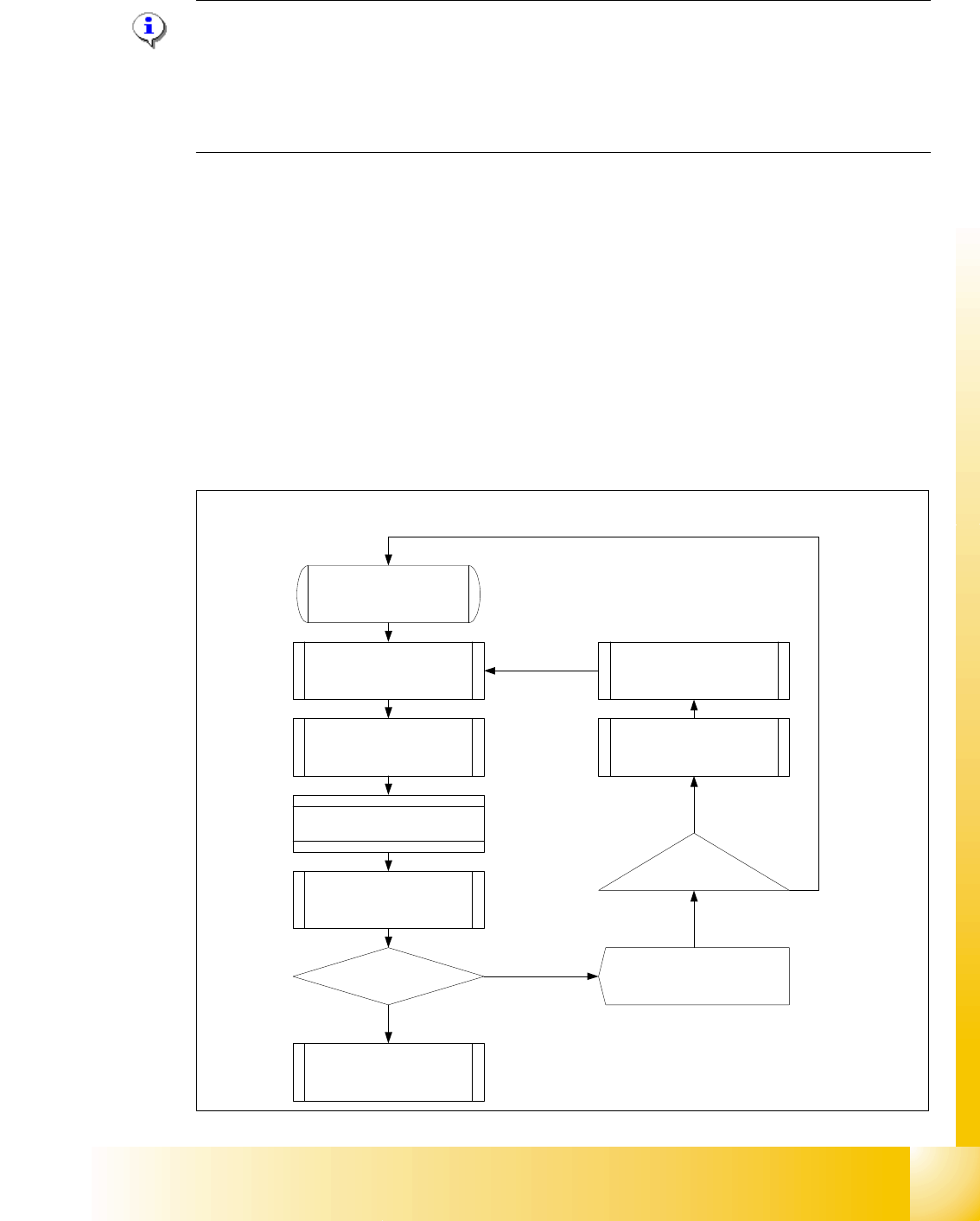
9.2.10 Überprüfung Leiterplattenklemmung
Hinweis:
Die Überprüfung, ob eine Leiterplatte korrekt geklemmt wurde, wird über die Addition der Ströme
des Transportmotors in einem definierten Zeitintervall kontrolliert. Zur Überprüfung der Funktion
kann ein Distanzstück unterhalb der Seitenwange den Hubtisch am hochfahren hindern.
Die Überprüfung findet
nicht statt, wenn der Klemmsensor aktiv ist oder die Option "Keramiksub-
stratzentrierung installiert ist.
Funktionsbeschreibung: 9
– LP fährt in den Bestückbereich , LP wird von der Lichtschranke erkannt und am Laser ge-
stoppt, der Hubtisch fährt nach oben.
– Überprüfung LP-Klemmung: Der Transportmotor im Bestückbereich wird wieder gestartet. Ist
die LP geklemmt, steigt der Motorstrom über einen bestimmten Schwellwert an. Ist die Leiter-
platte korrekt geklemmt, wird der Bestückprozess gestartet.
– Wird dieser Schwellwert nicht erreicht, wird davon ausgegangen, dass sich die LP in Richtung
Zwischenband bewegt hat und somit nicht korrekt geklemmt wurde.
– Am Stationsrechner erfolgt eine Fehlermeldung "LP nicht richtig geklemmt BB1" und mit der
"Start-Taste kann der Vorgang wiederholt werden.
– Der Hubtisch fährt nach unten, die Leiterplatte wird zurück transportiert und fährt die Stopper-
position erneut an.
Schwellwert
Motorstrom erreicht?
Start
LP fährt in den Bestückbereich
Funktionsablauf Leiterplattenklemmung
LP wird von der Lichtschranke
erkannt ==> schaltet den LASER
ein und startet das Verfahrprofil für
den Bremsvorgang
LP stoppt am LASER und der
Hubtisch fährt nach oben.
Start des Bestückablaufs
Überprüfung Klemmung
Starten des Transportmotors im
Bestückbereich
LP korrekt geklemmt?
Hubtisch fährt nach unten
Klemmung offen
LP wird zurücktransportiert und der
Vorgang wird wiederholt
Fehlermeldung Stationsrechner
"Klemmungsfehler
Transport"
Start-Taste
Abbruch
JA
NEIN
1 - 28
Student Guide SIPLACE HF/HF3
9 Modularer Transport Ausgabe 09/2005
28
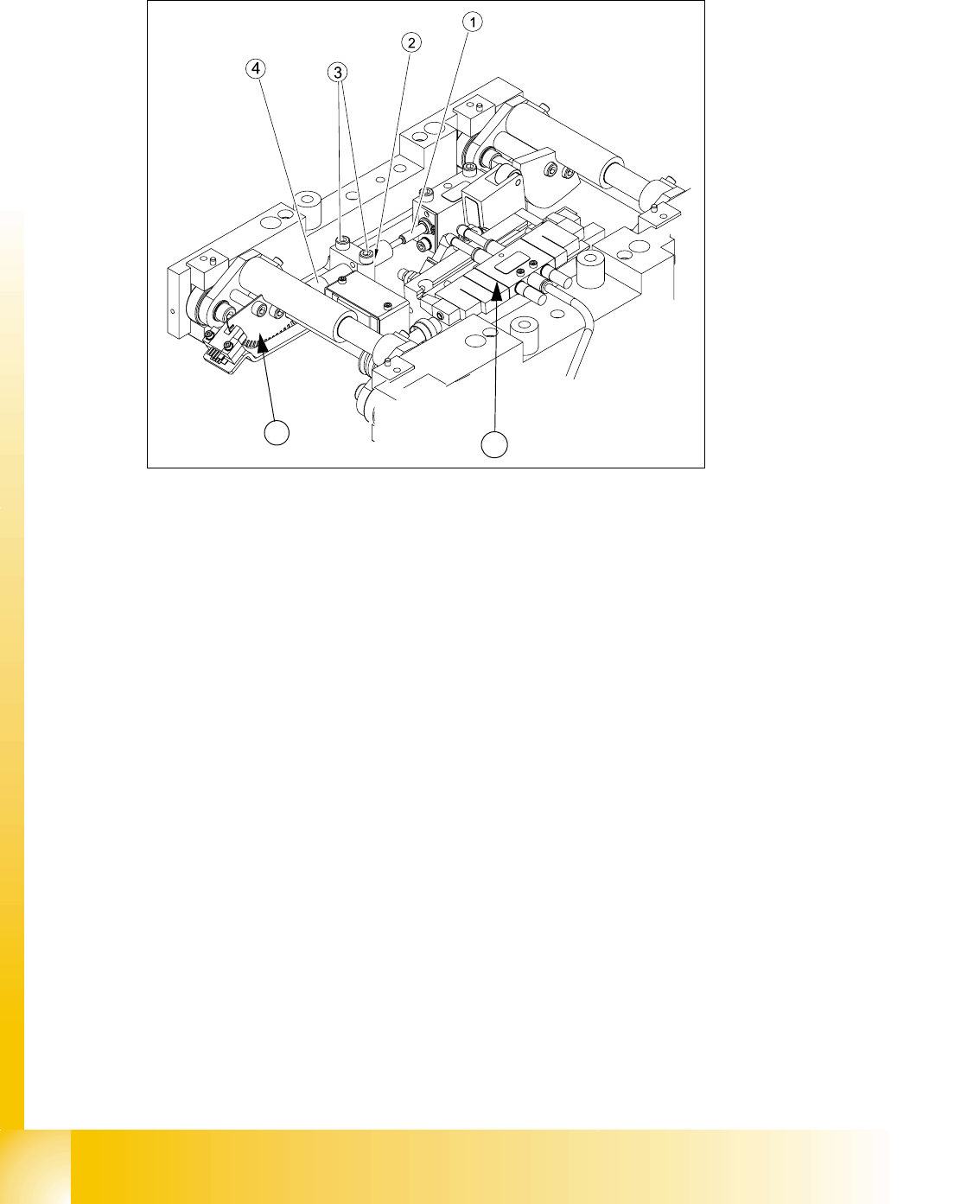
9.2.11 Hubtischfunktionen
Abb. 9.2.17 Hubtischeinheit
Legende
Funktion Hubtisch oben 9
Vorraussetzungen für die Erkennung,dass der Hubtisch oben ist:
1. 7-8 Schritte auf der Inkrementalscheibe
2. Klemmsensor (Kraftsensor) entfällt ab HF-und X-maschinen siehe 9.2.10
3. Zeitverhalten von ca.500ms
Funktion Hubtisch unten 9
Vorraussetzungen für die Erkennung,dass der Hubtisch unten ist:
1. 7-8 Schritte auf der Inkrementalscheibe
2. BERO am Hubtischzylinder
3. Zeitverhalten von ca.480ms
(1) Betätiger (4) Dämpfungsglied
(2) Kontermutter Dämpfung (5) 5/3 Wegeventil darunter Pneumatikzylin-
der mit Endlagebero
(3) Befestigungsschrauben Montageblock (6) Gabellichtschranken / Inkrementscheibe
5
6