RS-1_MS.pdf - 第56页
MS 参数 5-5 <操作 ・ 1/ 9 > 如果要测量的 H ead 装有吸嘴, 卸下吸嘴,点击“基 准位置测量”按 钮 。如 选 择 “确 定 ” , 即进行吸嘴套高度的 检测。 请确认校准块上没有 治具等,把垫片① 和垫片②重叠 设置在中央部。 重叠设置垫片时,请 使垫片①在上侧, 垫片②在下侧 。 请根据指示,在被设 定的 H ead 上安装模 具吸嘴 RS - 1 。 确认吸嘴安装状态后, 按 “确定” , 被设定的 H ea…
MS 参数
5-4
5-2 激光偏移量
5-2-1 功能
本项目用于取得基板上面高度、激光高度、吸嘴旋转中心、Head角度偏移量。
※ 更换吸嘴时,会出现有无送料器的询问,一旦选择“无送料器”,则在发生错误之前不再询问有无
送料器。
※ 进行校准台上是否放有模具等的确认时,请点击“Head退避”按钮再进行确认。
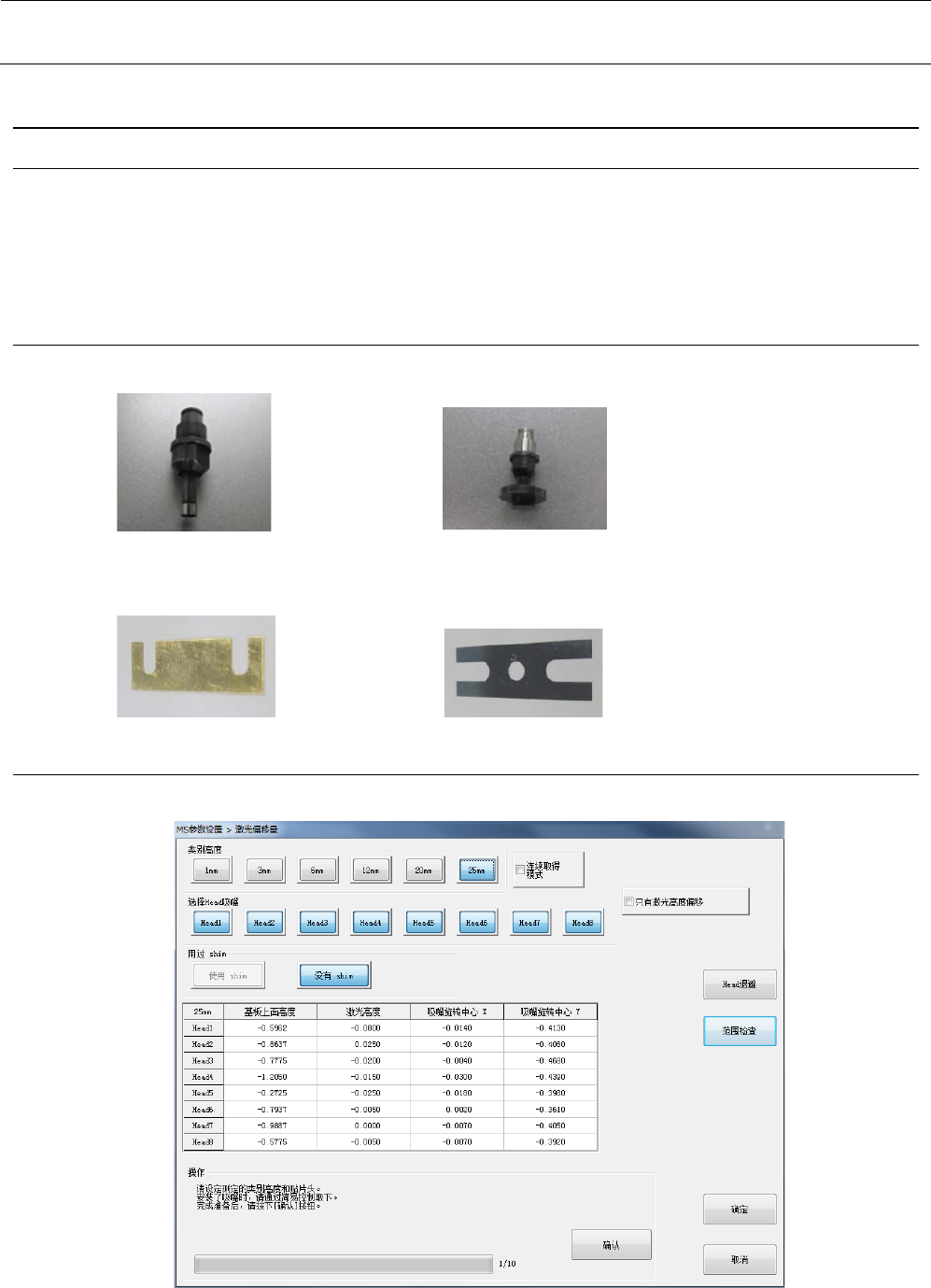
5-2-2 使用模具
• 模具吸嘴 RS1(40185343) • 模具吸嘴 LNC(40185344)
• 垫片① t0.3(40001312) • 垫片② t0.03(E3021721000)
※不使用头部RevA向前。 ※不使用头部RevA向前。
5-2-3 操作
从菜单中选择“贴片头参数”-“激光偏移量”后,会显示设置激光偏移量的对话框。
MS 参数
5-5
<操作・1/9>
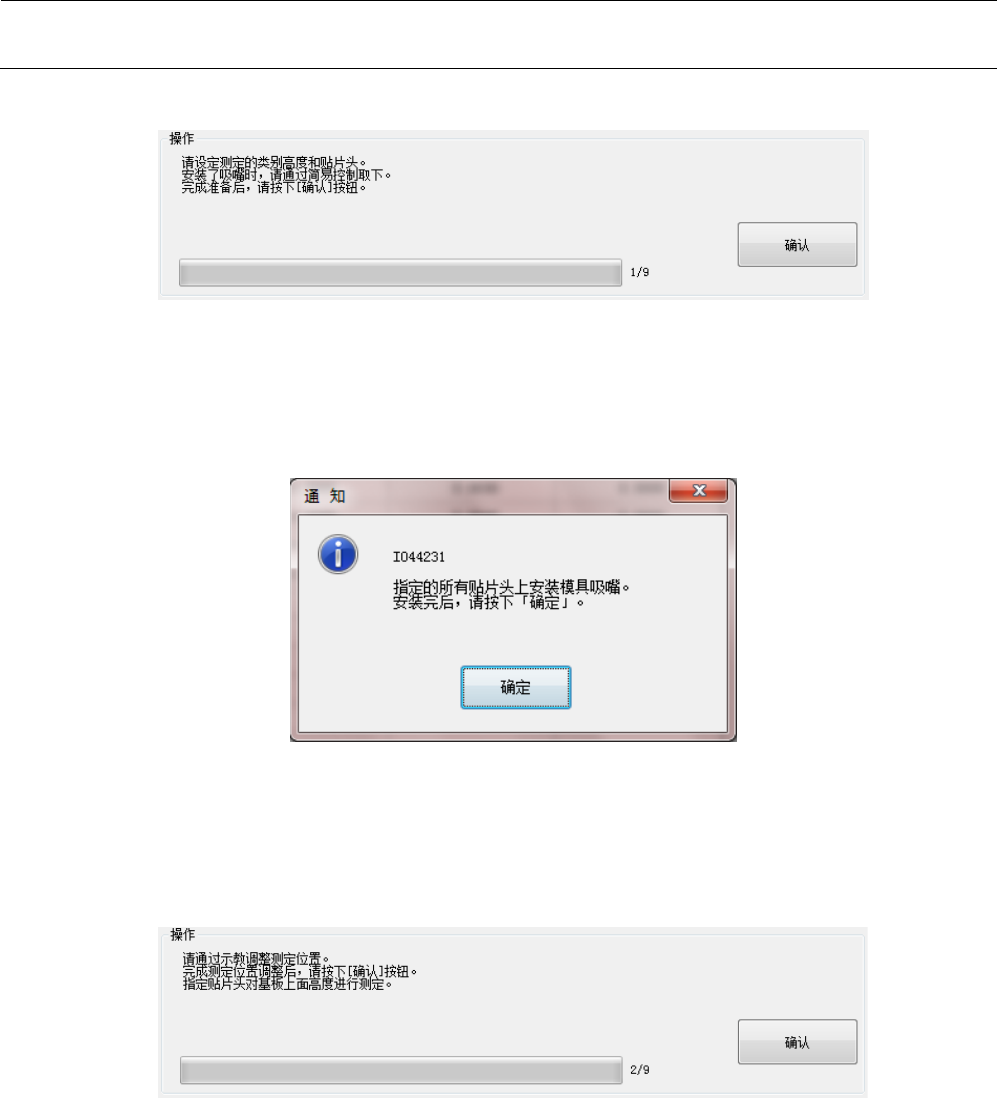
如果要测量的 Head 装有吸嘴,卸下吸嘴,点击“基准位置测量”按钮。如选择“确定”,
即进行吸嘴套高度的检测。
请确认校准块上没有治具等,把垫片①和垫片②重叠设置在中央部。
重叠设置垫片时,请使垫片①在上侧,垫片②在下侧。
请根据指示,在被设定的 Head 上安装模具吸嘴 RS-1。
确认吸嘴安装状态后,按“确定”,被设定的 Head 即执行吸嘴的高度检测,移动到校准台
上。
<操作・2/9>
在校准块上测量的 Head 将进行原点复归(MSP),以转矩控制进行基板上面高度的获取。
※计测内容
1. 降下 Z 轴,通过转矩控制来识别模具吸嘴与校准块相接的位置。
2. 根据第 1.步识别到的位置和模具吸嘴长度,算出基板上面高度并更新。
MS 参数
5-6
基板上面高度的测量结束后,再利用激光来测量各类别高度中的激光高度偏移量。
激光测量高度后,卸下吸嘴,会显示信息,请卸下标准吸嘴 RS1 并选择 OK。
当选择了奇数 Head 时,会显示安装吸嘴的信息,请把模具吸嘴 LNC 安装到降下的 Head
(奇数 Head)上,再选择 OK。取得各类别高度上的吸嘴旋转中心。
测量奇数 Head 后,卸下吸嘴,会显示信息,请卸下模具吸嘴 LNC。当选择了偶数 Head
时,会显示安装吸嘴的信息,请把模具吸嘴 LNC 安装到降下的 Head(偶数 Head)上。
取得各类别高度上的吸嘴旋转中心。
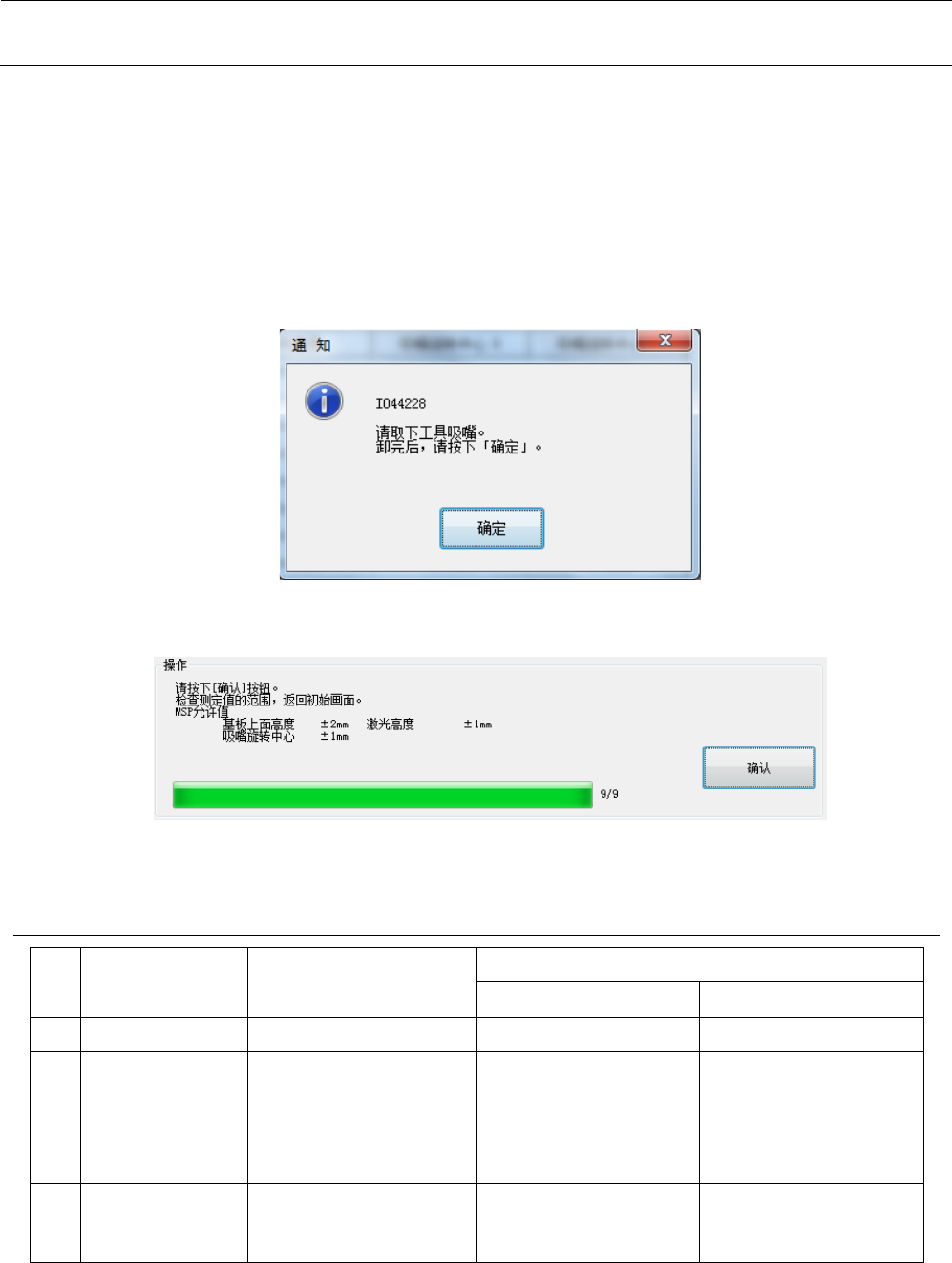
测量已完成,请从被设定 Head 上卸下模具吸嘴,点击“确定”。
<操作・9/9>
指定 Head 的全部设置结束后,按下“确定”按钮,返回初始画面。
操作结束后请取下校准块上的垫片。
5-2-4 MSP 容许值
No.
项目
MSP
容许位置
MSP
值不良时
出现的问题
调整(检测)项目
1
基板上面高度 0±2mm
贴片精度不良
Z
轴电动机的装配
2
激光高度 0±1mm
贴片精度不良
吸取不良
Z
轴电动机的装配
激光传感器
3
吸嘴旋转中心X 0±1mm
贴片精度不良
激光识别不良
Head
吸嘴轴的装配精
度
激光传感器
4
吸嘴旋转中心Y 0±0.5mm
贴片精度不良
激光识别不良
Head
吸嘴轴的装配精
度
激光传感器