00193926-03.pdf - 第349页
Manual do usuário SIPLACE Série HF 7 Extensões da estação Versão de software SR.50x.xx Edição 01/2006 PT 7.13 SIPLACE Prod uctivity-Lift 349 7.13 SIPLACE Prod uctivity-Lif t 7.13.1 Conceito da mont agem em p aralelo De u…
7 Extensões da estação Manual do usuário SIPLACE Série HF
7.12 Módulo laser de co-planaridade Versão de software SR.50x.xx Edição 01/2006 PT
348
7
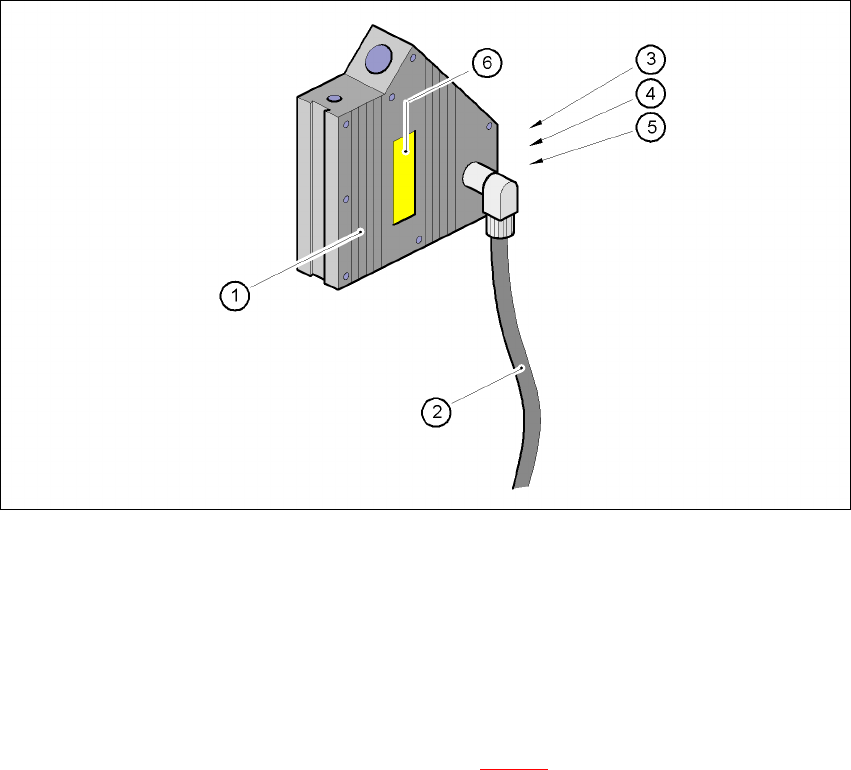
Fig. 7.12 - 5 Módulo de co-planaridade
(1) Módulo laser
(2) Cabo de conexão
(3) LED vermelho: OUT OF RANGE
(4) LED vermelho: POOR TARGET
(5) LED verde: LASER ON
(6) Etiqueta adesiva ’Laser da classe 3B’, veja a Fig. 7.12 - 2
Manual do usuário SIPLACE Série HF 7 Extensões da estação
Versão de software SR.50x.xx Edição 01/2006 PT 7.13 SIPLACE Productivity-Lift
349
7.13 SIPLACE Productivity-Lift
7.13.1 Conceito da montagem em paralelo
De uma maneira geral, as linhas de montagem estão instaladas em série e ligadas entre si em
série. O programa de montagem é realizado de forma sequencial enquanto que as placas de cir-
cuitos impressos são transportados de uma máquina para a seguinte. Significa isso que a mon-
tagem de uma placa de circuitos impressos é distribuída por máquinas automáticas variáveis.
7
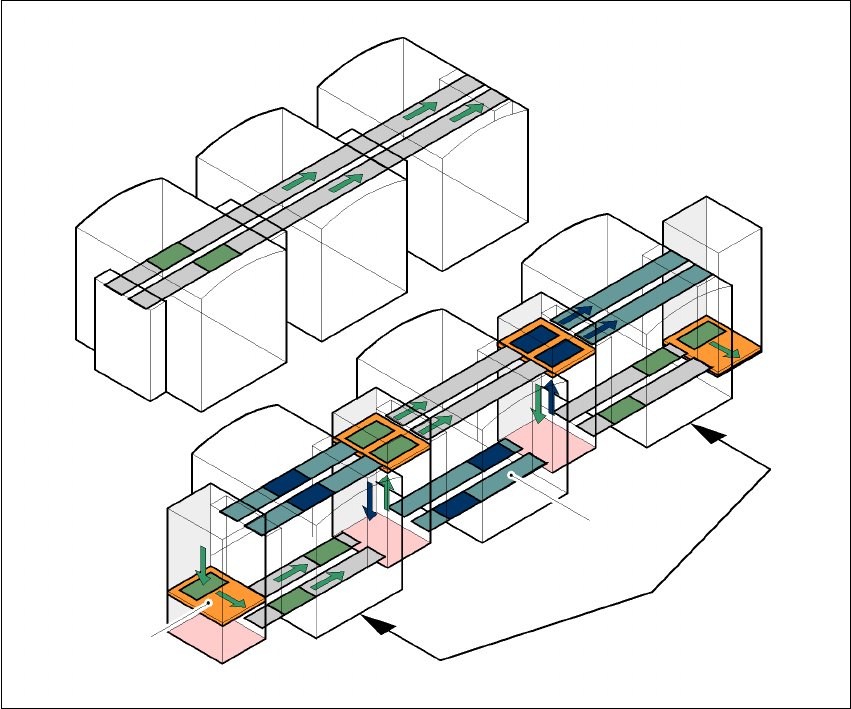
Fig. 7.13 - 1 Comparação entre linhas em série e em paralela
Na associação em paralelo, são associados os conteúdos das montagens de máquinas automá-
ticas individuais. Várias máquinas automáticas realizam o mesmo programa de montagem. Mon-
tam todos os componentes numa máquina que, na montagem em série, estão distribuídos por
várias máquinas automáticas. Se a capacidade de uma máquina automática ficar esgotada, as
placas de circuitos impressos são transportadas para a máquina automática seguinte com o
mesmo programa de montar e são aí montadas. Esta combinação de máquinas com o mesmo
conteúdo de montagem é designada por grupo ou 'cluster'.
Linha em série
Linha em paralelo
Transporte sob
o chão
Grupo (Cluster)
Transporte horizontal/
elevador vertical
7 Extensões da estação Manual do usuário SIPLACE Série HF
7.13 SIPLACE Productivity-Lift Versão de software SR.50x.xx Edição 01/2006 PT
350
7.13.2 Realização da montagem em paralelo
Como as linhas com máquinas automáticas associadas em paralelo ocupam muito mais espaço,
foi pensado o conceito da montagem em paralelo com transporte sob o chão e transporte hori-
zontal/vertical (HV-Shuttle). Nesse caso, as máquinas automáticas estão sempre organizadas em
série, embora através de unidades elevatórias e transportes sob o chão seja possível o funciona-
mento da linha em paralelo. Desta forma, a instalação compacta das linhas SIPLACE fica prati-
camente assegurada.
Transporte sob o chão 7
Duas correias transportam placas de circuitos impressos vazias ou montadas por baixo das má-
quinas (Fig. 7.13 - 1
).
Shuttle horizontal/vertical 7
Um Shuttle HV está sempre no início de cada linha, entre as máquinas automáticas e no final de
cada linha. Transporta as placas de circuitos impressos entre o nível abaixo do chão e o nível de
processamento e entre ambas as trilhas do transporte sob o chão.
7
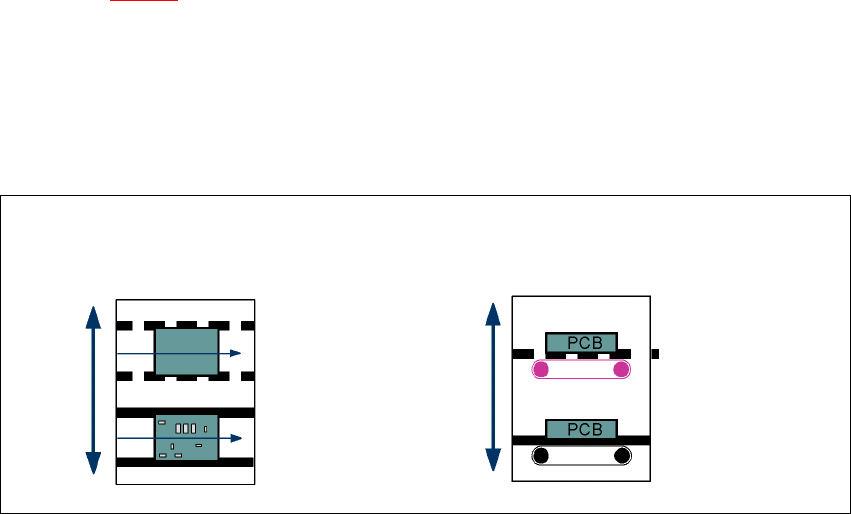
Fig. 7.13 - 2 Shuttle horizontal / vertical (Shuttle HV), mudança de trilha de transporte e função de elevador
Transporte horizontal
Shuttle HV
Função de elevador
Transporte vertical
Não montadas
Montadas
Transporte ao
nível normal
Transporte sob
o chão
Shuttle HV
Mudança de trilha de transporte