00193926-03.pdf - 第95页
Manual do usuário SIPLACE Série HF 3 Dados técnicos Versão de software SR.50x.xx Ediç ão 01/2006 PT 3.1 Descriçã o da máquina 95 3 Fig. 3.1 - 2 Princípio da montagem segundo o processo Collect&Place 3 Para aume nto d…

3 Dados técnicos Manual do usuário SIPLACE Série HF
3.1 Descrição da máquina Versão de software SR.50x.xx Edição 01/2006 PT
94
A base dos sistemas de montagem é constituída por um quadro resistente a deformações e com
amortecimento de vibrações construído em aço fundido. Esta construção garante uma produção
de elevada qualidade e reduzida carga ambiental para os trabalhadores porque o barulho de tre-
pidações e vibrações é reduzido ao mínimo.
A máquina automática de montar HF possui dois portais. A máquina automática de montar HF/3
está equipada com três portais. Em cada portal existe uma cabeça de montar. Estas cabeças po-
dem ser posicionados rapidamente e com precisão independentemente um do outro na direcções
X e Y por meio de motores lineares.
Segundo o princípio da modularidade das cabeças estudado pela SIEMENS, as cabeças de mon-
tar podem ser trocados facilmente e com rapidez. Uma vista geral da configuração da cabeça de
montar encontra-se na Seção 3.7
, página 115.
Para o abastecimento de componentes estão disponíveis quatro locais de colocação. Nesses lo-
cais é possível aproximar até quatro carros de componentes ou, como alternativa, até dois troca-
dores de bandejas matriciais (HF/3: um TBM) em vez de carros de componentes.
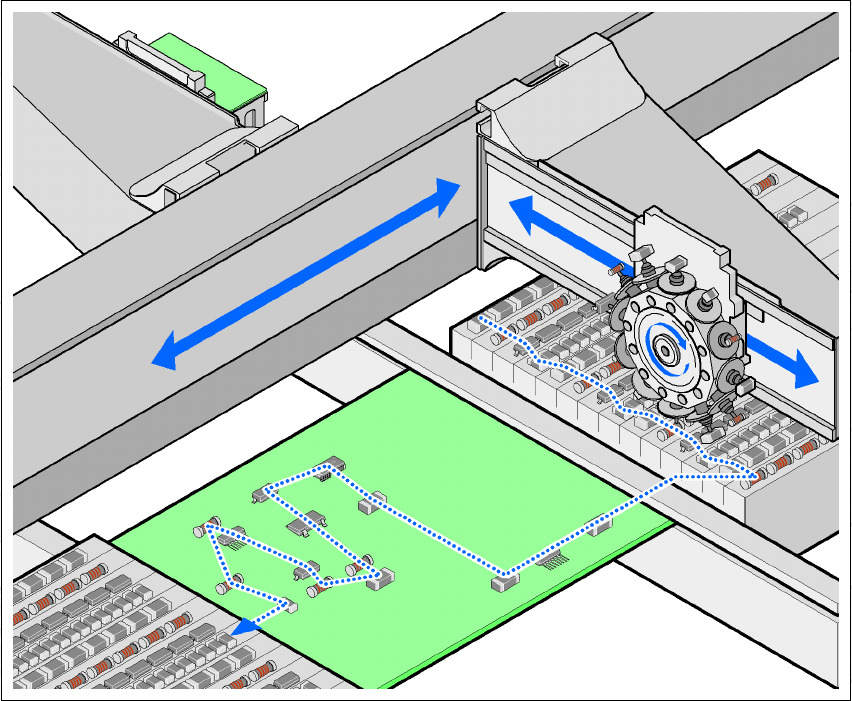
As cabeças de montar levantam os componentes dos alimentadores com posicionamento fixo
nos carros de componentes ou dos tabuleiros da trocador de bandejas matricial e montam as PCI
também em repouso. As máquinas automáticas de montar da Série HF têm duas zonas de mon-
tagem:
– no transporte simples, é possível fazer a montagem simultânea de duas PCI, no máximo.
– no transporte duplo, é possível fazer a montagem simultânea de quatro PCI, no máximo.
O princípio "abastecimento em repouso de componentes" e "PCI em repouso", que tem dado os
melhores resultados em todas as máquinas automáticas de montar SIPLACE, tem uma série de
vantagens decisivas:
– A recarga de componentes ou o entrançamento das fitas não provoca tempos mortos.
– A alimentação de componentes isento de vibrações permite a recolha segura mesmo dos
mais pequenos componentes (p.ex. 0201).
– A PCI que se mantém imóvel durante o processo de montagem evita o deslizamento de com-
ponentes.
– A combinação das cabeças de montar com trocadores de bocais garante sempre uma con-
figuração ótima dos bocais para cada processo de montagem. Desta forma, é possível mini-
mizar trajectos de deslocação e otimizar a sequência da montagem.
Elevada flexibilidade, rendibilidade e montagem segura são garantias de elevada produtividade
dos sistemas de montagem SIPLACE da Série HF. Tempos mortos mínimos fazem aumentar o
grau de rendimento e contribuem para aumentar a produtividade.
Manual do usuário SIPLACE Série HF 3 Dados técnicos
Versão de software SR.50x.xx Edição 01/2006 PT 3.1 Descrição da máquina
95
3
Fig. 3.1 - 2 Princípio da montagem segundo o processo Collect&Place
3
Para aumento da funcionalidade da máquina automática, estão disponíveis as opções seguintes:
– Carros de componentes suplementares aumentam o rendimento da máquina automática,
visto que a preparação prévia fora da máquina automática permite reduzir os tempos de pre-
paração.
– Com o transporte duplo, é possível aumentar a capacidade da máquina, visto que dessa for-
ma são eliminados tempos não produtivos no transporte da PCI.
– Trocador de bocais automáticos garantem uma configuração rápida e ótima dos bocais.
– Scanners do código de barras da PCI permitem a troca da produção comandada pelo pro-
duto.
– Scanners do código de barras do componente garantem uma verificação ótima da prepara-
ção e do recarregamento.
– Componentes grandes e sensíveis podem ser alimentados em tabuleiros por meio da apro-
ximação do trocador de bandejas matricial.
– O esquema da montagem paralela foi realizado com o Productivity Lift. Além disso, desta for-
ma é possível melhorar a relação entre os tempos produtivos e os tempos não produtivos.
3 Dados técnicos Manual do usuário SIPLACE Série HF
3.2 Rendimento das máquinas automáticas Versão de software SR.50x.xx Edição 01/2006 PT
96
3.2 Rendimento das máquinas automáticas
Tipos de cabeça de montar SIPLACE TwinHead (TH)
Cabeça Collect&Place de 6 segmentos (C&P6)
Cabeça Collect&Place de 12 segmentos (C&P12)
Quantidade de portais HF: 2
HF/3: 3
Capacidade de montagem
(Benchmark)
HF
HF/3
Zona de montagem 1 Zona de montagem 2
Portal 1 Portal 3
C&P12 C&P12 28.000 CO/h
C&P12 C&P6 23.300 CO/h
C&P6 C&P6 18.600 CO/h
C&P12 TH 17.700 CO/h
C&P6 TH 13.000 CO/h
TH TH 7.400 CO/h
Zona de montagem 1 Zona de montagem 2
Portal 1 / Portal 4 Portal 3
C&P12 / C&P12 C&P12 40.400 CO/h
C&P12 / C&P12 C&P6 35.700 CO/h
C&P12 / C&P12 TH 30.100 CO/h
C&P12 / C&P6 C&P6 29.600 CO/h
C&P12 / C&P6 TH 24.000 CO/h
C&P6 / C&P12 C&P6 29.600 CO/h
C&P6 / C&P12 TH 24.000 CO/h
C&P6 / C&P6 C&P6 27.600 CO/h
C&P6 / C&P6 TH 22.000 CO/h
Gama de componentes 0,6 x 0,3 mm² (0201) até 85 x 85 mm² / 125 x 10 mm²
Máx. 200 x 125 mm² (com limitações)
Altura do componente C&P12: 6 mm
C&P6: 8,5 mm
TH: 25 mm (Em caso de utilização da câmara Multicolor, reduz-
se a altura para 18,3 mm)
Precisão da montagem C&P12:
Câmara standard de componentes (24 x 24):
± 45 µm (3 σ), ± 60 µm (4 σ)
Câmara DCA:
± 41 µm (3 σ), ± 55 µm (4 σ)
C&P6:
Câmara standard de componentes (39 x 39):
± 45 µm (3 σ), ± 60 µm (4 σ)
Câmara DCA:
± 41 µm (3 σ), ± 55 µm (4 σ)
TH:
Câmara de componentes, tipo 22 (50 x 40):
± 26 µm (3 σ) ± 35 µm (4 σ)
Câmara de componentes, tipo 20 (8 x 8):
± 22 µm (3 σ), ± 30 µm (4 σ)
Precisão angular C&P12: ± 0,5° (3 σ) ± 0,7° (4 σ)
C&P6: ± 0,2° (3 σ) ± 0,3° (4 σ)
TH: ± 0,05° (3 σ) ± 0,07°(4 σ)