00194439-10_SM_X-Serie_Kunde_de.pdf - 第340页
Einstellarbeiten Einstellungen am Transport 5.4.6 F unktionsablauf Leiterplattenkl emmung 340 Serviceanleitung SIPLACE X-Serie 5.4.6 5 . 4 . 6 F u n k t io n s a b la u f L e it e r p la t t e n k le m m u n g Funktionsa…
Einstellarbeiten
5.4.5 Laser-Lichtschranke für die Stopperposition einstellen Einstellungen am Transport
Serviceanleitung SIPLACE X-Serie 339
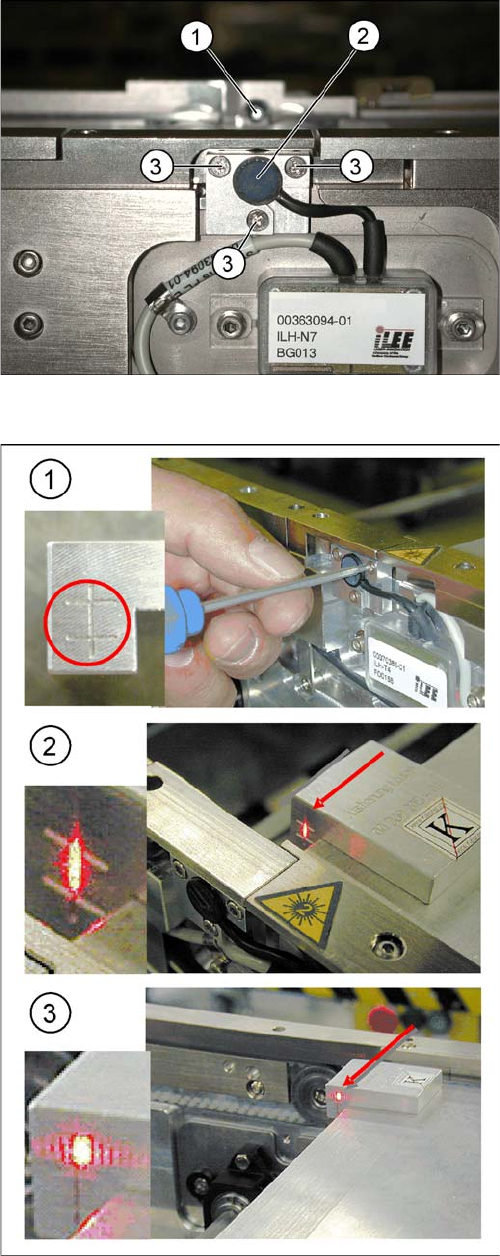
Überblick
Laser-Lichtschranke
1. Laserempfänger
2. Laserdiode
3. Einstellschrauben (3x)
Fokussierung des Laserstrahls
1. Laserlichtschranke einstellen
2. minimale Breite
3. maximale Breite
Vorgehensweise
► Stellen Sie die maximale Transportbreite ein.
► Wählen Sie Sicherheitsmodus einschalten.
► Aktivieren Sie die entsprechende Laserdiode über
die Ein-/Ausgabe-Funktionen in der Stationssoft-
ware.
► Prüfen Sie mit Hilfe der Lehre den Verlauf des Laser-
strahls.
► Stellen Sie ggf. mit Hilfe der drei Einstellschrauben
den Laserstrahl auf die Mitte des Kreuzes der Lehre
ein (1).
► Stellen Sie nun den Transport auf die minimale Breite
(2) und Überprüfen die Einstellung,
► Überprüfen Sie die LP-Referenz-Ecke und teachen
Sie diese ggf. neu.
Einstellarbeiten
Einstellungen am Transport 5.4.6 Funktionsablauf Leiterplattenklemmung
340 Serviceanleitung SIPLACE X-Serie
5.4.6
5.4.6 Funktionsablauf Leiterplattenklemmung
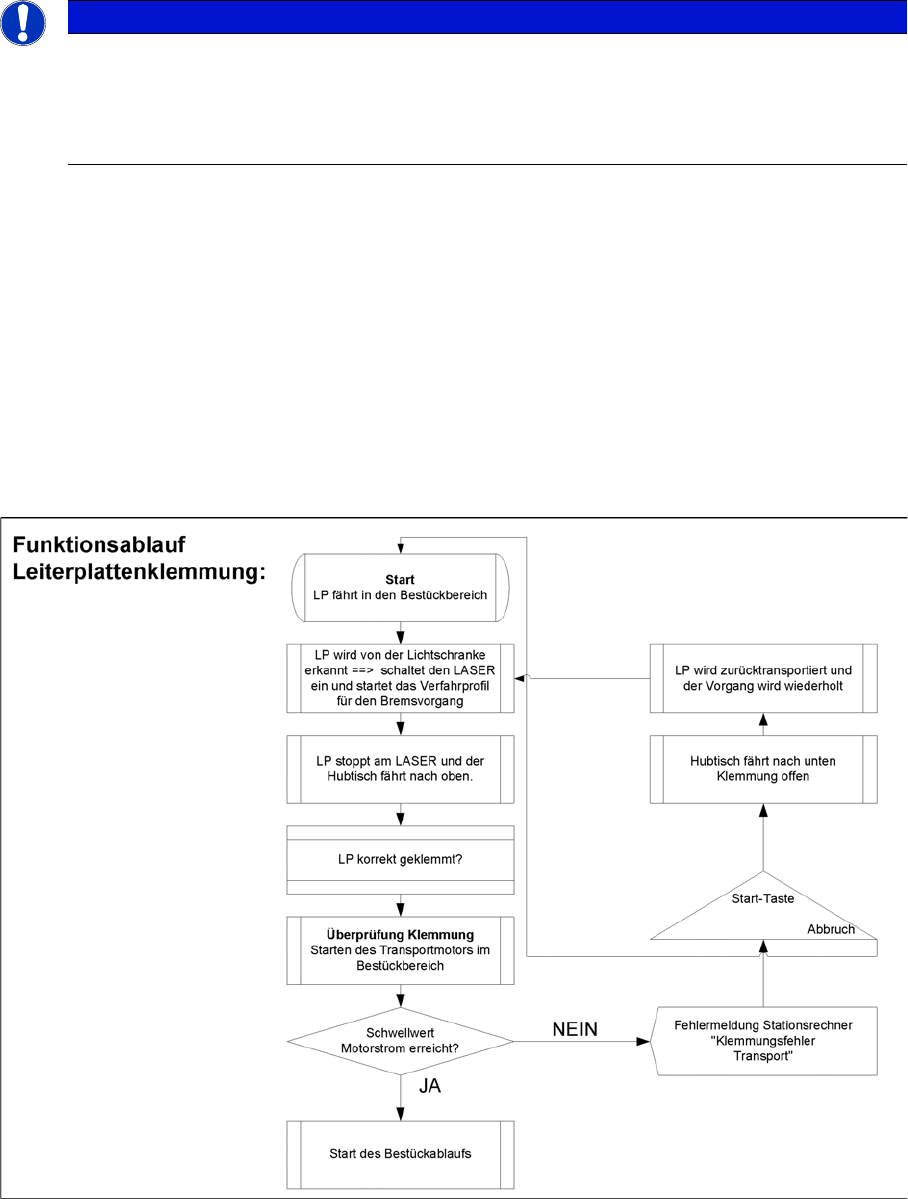
Funktionsablauf Leiterplattenklemmung
Funktionsbeschreibung:
▪ LP fährt in den Bestückbereich, LP wird von der Lichtschranke erkannt und am Laser gestoppt, der
Hubtisch fährt nach oben.
▪ Überprüfung LP-Klemmung: Der Transportmotor im Bestückbereich wird wieder gestartet. Ist die LP
geklemmt, steigt der Motorstrom über einen bestimmten Schwellwert an. Wurde die Leiterplatte kor-
rekt geklemmt, wird der Bestückprozess gestartet.
▪ Wird dieser Schwellwert nicht erreicht, wird davon ausgegangen, dass sich die LP in Richtung Zwi-
schenband bzw. Ausgabeband bewegt hat und somit nicht korrekt geklemmt wurde.
▪ Am Stationsrechner erfolgt eine Fehlermeldung "LP nicht richtig geklemmt BB1 (BB2)" und mit der
"Start-Taste" kann der Vorgang wiederholt werden.
▪ Der Hubtisch fährt nach unten, die Leiterplatte wird zurück transportiert und fährt die Stopperposition
erneut an.
HINWEIS
Die Überprüfung, ob eine Leiterplatte korrekt geklemmt wurde, wird über die Addition der
Ströme des Transportmotors in einem definierten Zeitintervall kontrolliert. Zur Überprüfung der
Funktion kann ein Distanzstück unterhalb der Seitenwange den Hubtisch am Hochfahren hin-
dern.
Die Überprüfung findet nicht statt, wenn die Option "Vacuum Tooling" installiert ist.
Einstellarbeiten
5.4.6 Funktionsablauf Leiterplattenklemmung Einstellungen am Transport
Serviceanleitung SIPLACE X-Serie 341
5.4.6.1
5.4.6.1 Einstellung Leiterplattenklemmung
Einstellung Leiterplattenklemmung
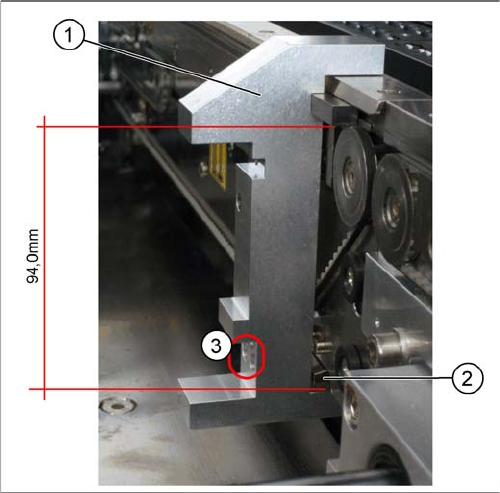
Einstellung Betätiger
1. Einstelllehre Betätiger [03049740-xx]
2. Betätiger
3. Bohrung, zum befestigen der Schrauben des
Betätigers, bei angebauter Lehre
Wird von der Transportsteuerung der Fehler Klem-
mungsfehler Transport ausgegeben, dann sollte der Ab-
stand vom Hubtischbetätiger zur Oberkante des
Transportriemens überprüft werden.
Benutzen Sie die Einstelllehre zur Kontrolle und Einstel-
lung der Betätiger. Der Abstand vom Betätiger Klem-
mung (Hubtisch) zur Oberkante Riemen soll an allen vier
Auflagepunkten 94,0 mm betragen. (Siehe Bild)