JET MOVE 全功能软件 操作说明书 - 第10页
轴限位、报警逻辑 : 1 、软件可根据 外部限位开关 与伺服报警的逻 辑,选择常开、 常闭逻辑。 ( 控制卡只支持 低电平输入) 轴使能信号控制 : 1 、软件打开与 关闭控服驱动 器的使能信号, 同时可以根据伺 服使能信号的 类型, 选择控制卡低电 平 输出与高电平输 出。 机械精度 CPX 测 试:
行 程:单轴能运行的最大安全距离,单位 mm。
当量脉冲:是轴移动 1 毫米对应控制器发送了多少个脉冲,单位是 pulse/mm。假设电机转动一圈轴
移动的距离是20mm,而电机转动一圈需要发出的脉冲数为 5000pulse,则它的脉冲比为:
脉冲比=5000 pulse /20 mm =250pulse/mm。要根据实际设置运动 1mm 需要发送的脉冲
数,单位 Pul/mm。
脉冲模式:提供脉冲+方向及双脉冲,两种脉冲类型。请根据外部驱动器选择合适的脉冲类型。
脉冲标定:此功能用于计算机台当量脉冲。即系统发送多少个脉冲,机台走 1mm。
如,在 X 轴脉冲标定栏输入 1000,点击脉冲标定,则系统在 X 轴上发送 1000;
输入-1000,点击脉冲标定,则系统在 X 轴相反的方向上发送 1000 个脉冲。(此功能不受
外部,限位、原点、报警的影响)
电机反向:需要电机的默认转向反向,则在复选框中打钩 。一般建议改步进电机
线序或伺服电机设置来设定电机的默认转向。系统 X/Y 轴的方向确定以笛卡尔坐标系为
标准,正向俯视机台:
X 轴方向:往右运动,为正。
Y 轴方向: ①加工平台不随 Y 轴运动的机械结构,远离人的方向为正;
②加工平台装配在 Y 轴平台上,远离人的方向为负。
Z 轴方向:往加工工位位置方向为正。
若用脉冲标定功能测试出方向相反,则勾选电机反向或者改驱动器方向。
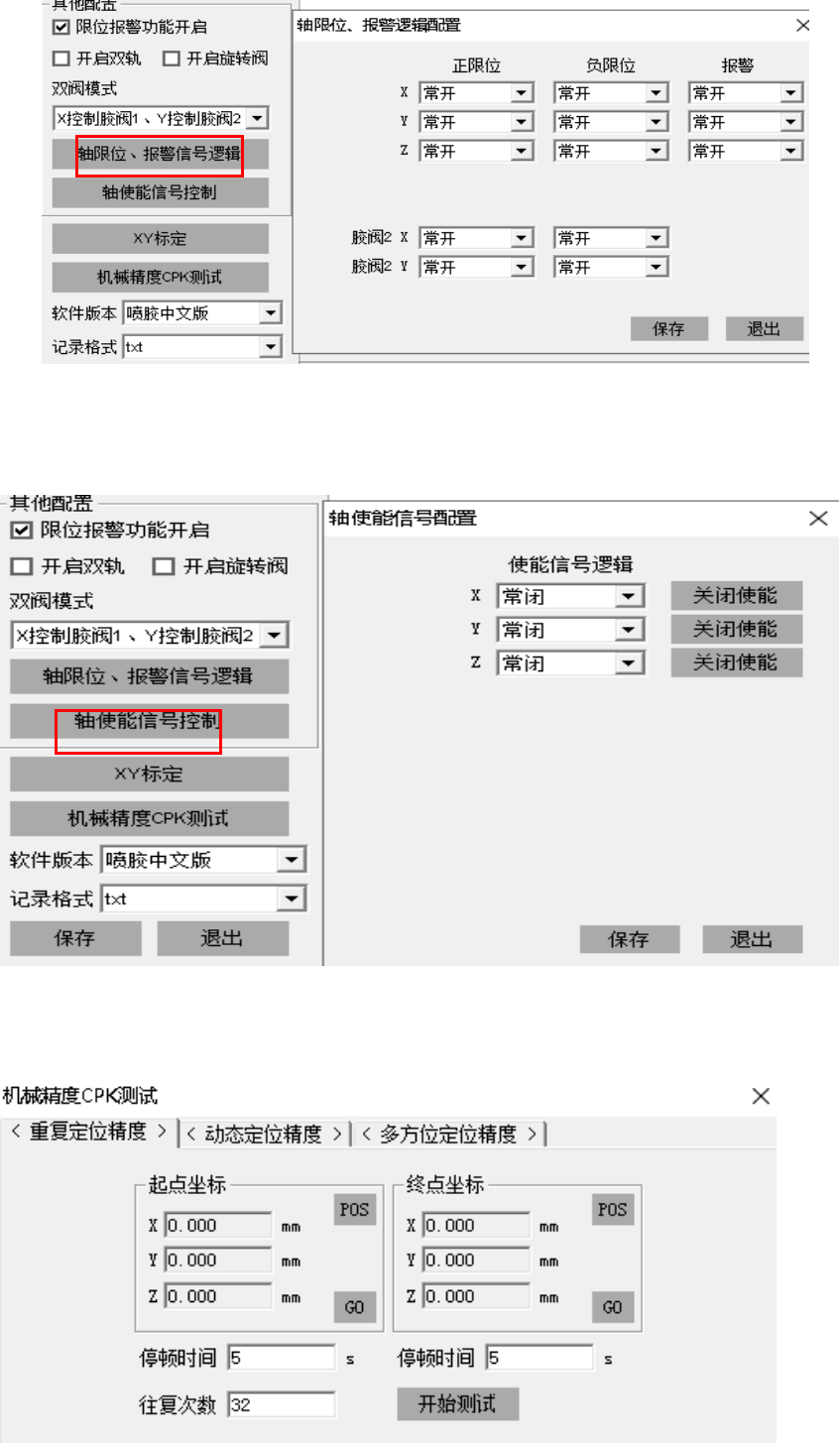
其他配置:
1、软件可以根据不同机械结构与工艺需求在此选择相应的软件版本。
2、【 开启双轨】是根据在线机设备机械结构,实现单双轨自由切换。
3、【开启旋转阀】软件支持点胶阀 5 姿态点胶(垂直阀、左阀、右阀、前阀、后阀)
4、【同步阀】软件控制双阀同时加工,提高加工效率。
5、【 AB 阀】软件控制双阀实现加工 2 种胶水的工艺,实现同一加工任务,加工轨迹可选择使用
A 阀或者 B 阀。
6、【 X、Y 控制阀 2】软件可根据视觉拍照点位后,算出产品间距与角度。自动补偿阀 2 的加工
位置,且双阀同时加工,提高精度与加工效率。
7、【软件版本】软件在此切换喷胶、针头、伺服挤胶中英文版本。(喷胶版本控制卡可直驱气动
喷射阀。)
Y+
0 X+
笛卡尔坐标系
轴限位、报警逻辑:
1、软件可根据外部限位开关与伺服报警的逻辑,选择常开、常闭逻辑。(控制卡只支持
低电平输入)
轴使能信号控制:
1、软件打开与关闭控服驱动器的使能信号,同时可以根据伺服使能信号的类型,选择控制卡低电平
输出与高电平输出。
机械精度 CPX 测试:
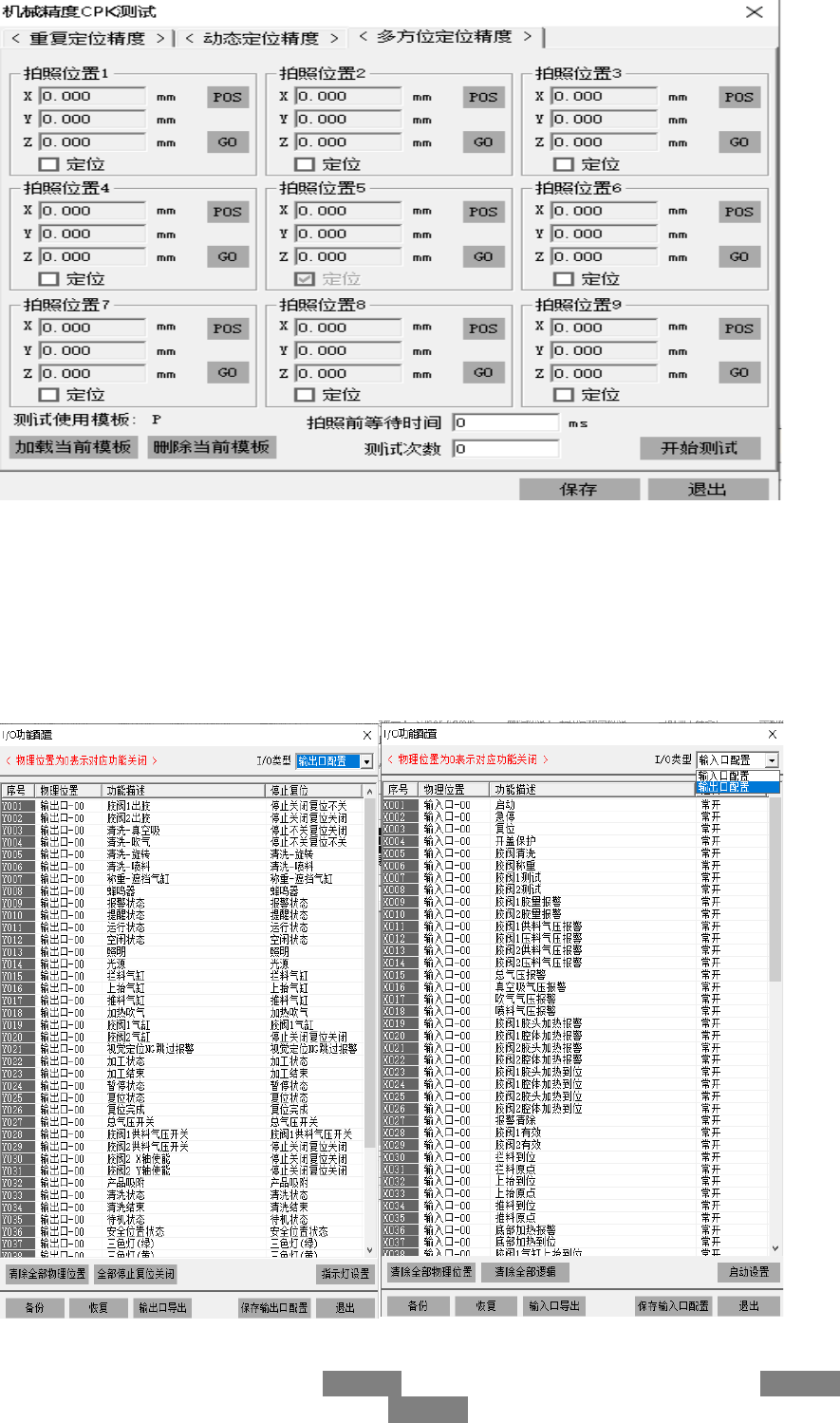
1、【重复定位精度】可通过软件设置 XY 停靠位置,用千分表对 X Y 进行重复精度打表测试。
2、【动态与多方位精度测试】可通过相机识别加工平台上的 MARK 点,软件自动算出 XY 轴的重复
精度,并生成 TXT 格式的数据文本。
3.3.5 IO 功能配置
1、IO 配置界面,系统提供可配置物理位置。若外部接线端口的引脚号为 IN-X,则将物理位置修
改为 IN-X,则该输入端口的功能被切换为功能描述里的功能。