JET MOVE 全功能软件 操作说明书 - 第13页
3. 3.6 视觉功能配置
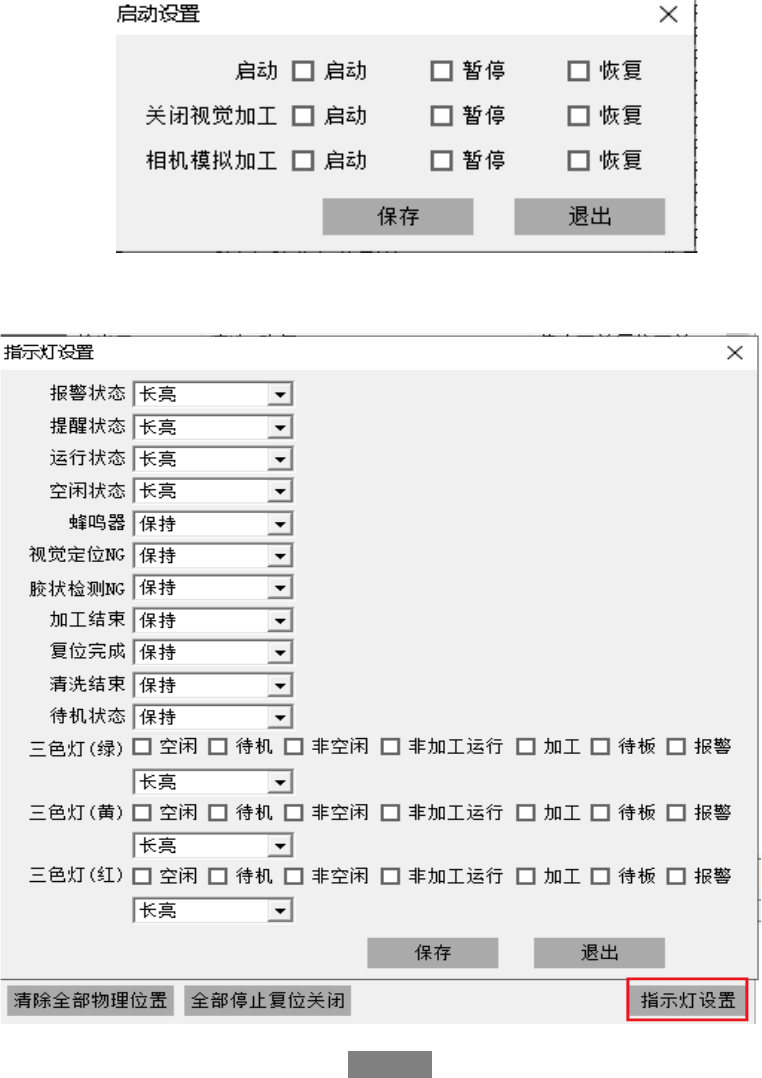
2、如配置了外部按钮启动,需进入启动设置界面设置启动选项。
3、【指示灯设置】可自定义设置状态信息 IO 输出信号的周期时间或保持状态。
4、备注:板卡支持功能,可在该界面功能描述里详细查看。输出口配置与输入口配置一样,再
次不做详述。
可在系统根目录下,将 C 文件夹整体拷贝至新机台,则对应的轴配置参数、IO 配置参数、复位配
置参数,全部被替换过来。
3.3.6 视觉功能配置
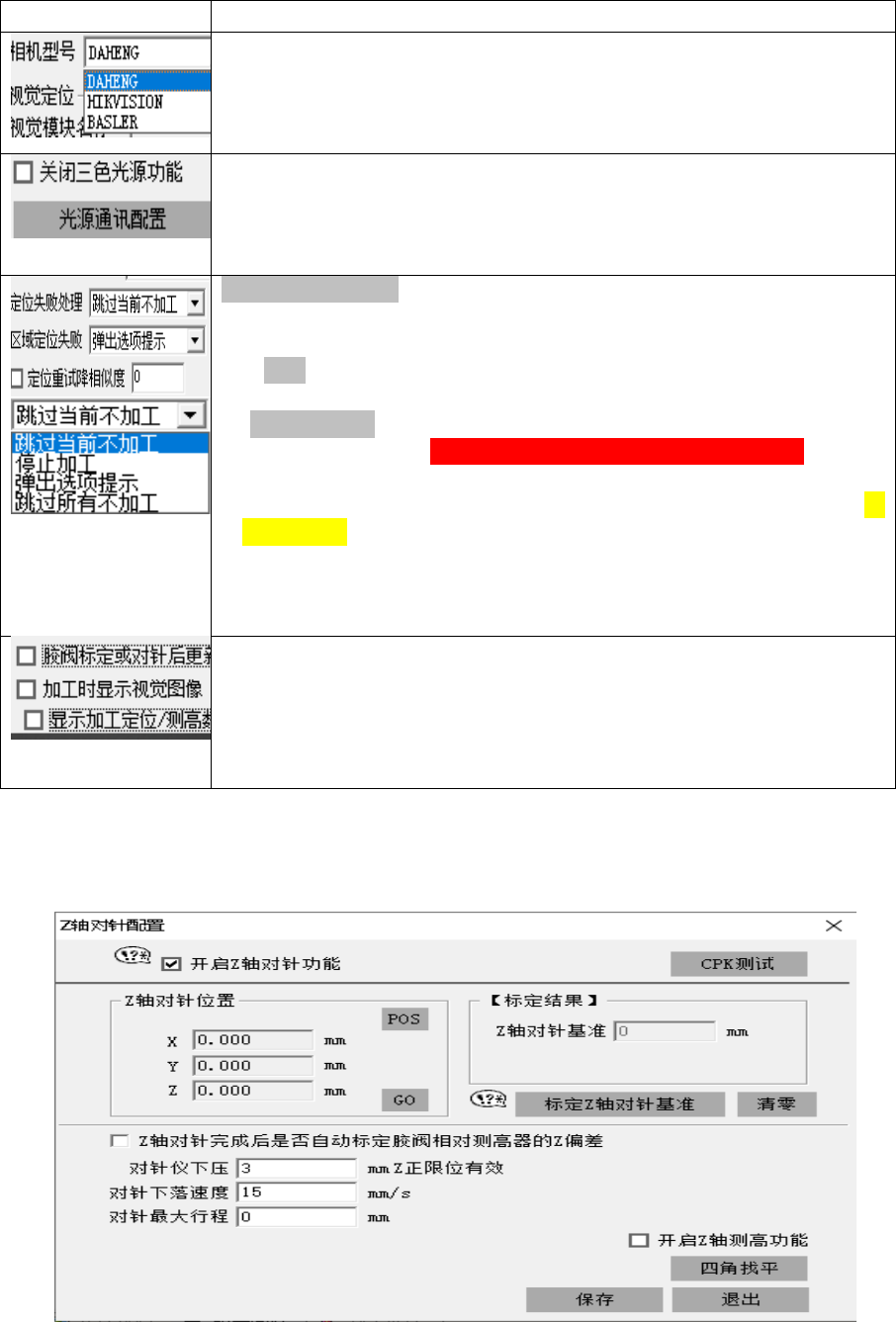
3.3.7 Z 轴对针配置
Z 轴对针功能主要应用于对喷嘴/针头高度有特殊精度要求的场景。开启 Z 轴对针功能需要硬件
支持。
硬件要求:机械接触式传感器。传感器输出端口与 Z 轴正极限相连。
功能名称
功能说明
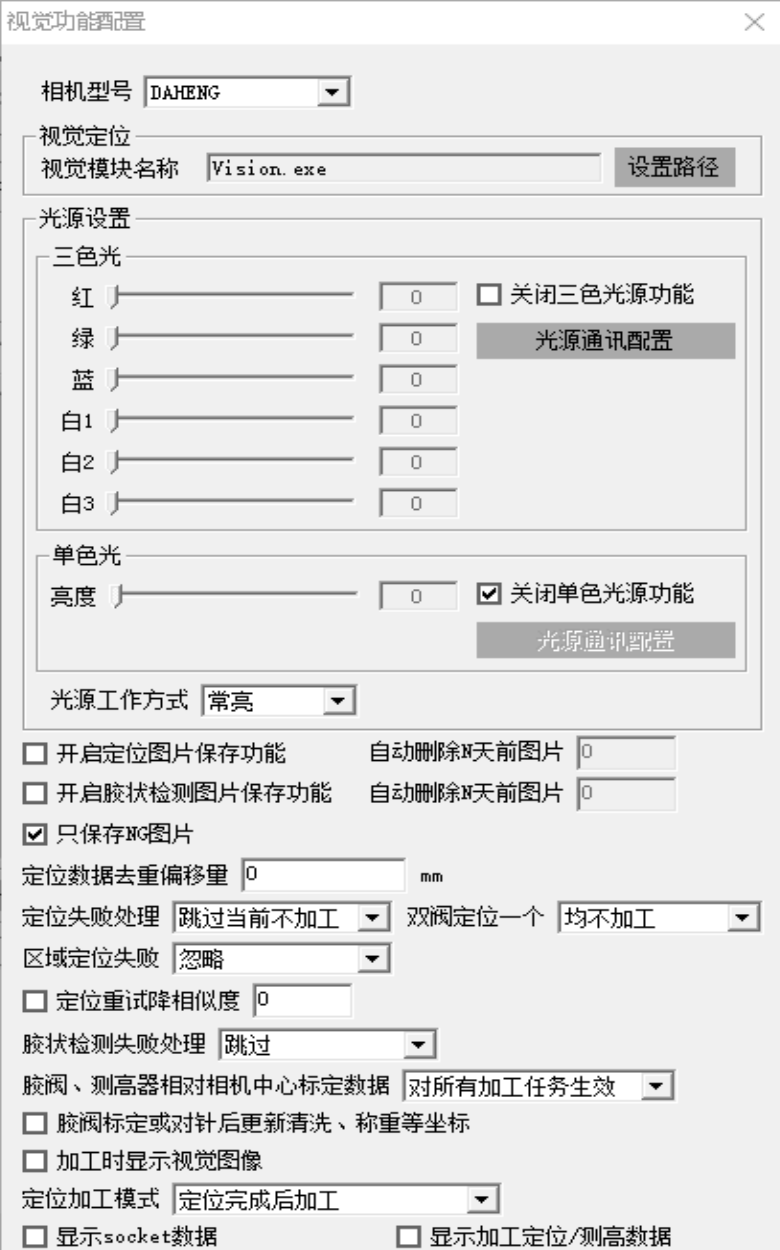
1、软件可在此选择切换相机品牌型号,目前软件支持大恒、巴斯勒、海
康威视、欧姆龙等主流品牌。
1、光源通讯,是通过串口通讯方式与软件进行数据交互,本系统支持三
色光源与单色光源。
2、设置光源通讯串口端口号、波特率,保存后即可读取光源数据。拖动
界面左侧的进度条可设置光源亮度。
1、跳过当前不加工:定位失败后,软件上状态提示区域提示“无定位数
据”、界面上不弹出任何提示框。会跳过当前工产品不加工直接加工
下一个产品。如当前只有一个产品,统立即停止当前运动
2、 停止:定位失败后,软件上状态提示区域提示“无定位数据”、界面
上不弹出任何提示框,系统立即停止当前运动。
3、弹出选项提示:定位失败后,软件上状态提示区域提示“无定位数据”。
界面上弹出提示框,可选择:手动、跳过、重试、停止、忽略。
①手动,在视觉成像界面移动相机成像中心位置至 MARK 上方,点击手
动,系统自动以当前位置为 MARK 点中心位置对轨迹进行位置补偿(不
含角度补偿)。
②重试、可以通过设置重试降低模板相似度,实现在第一次定位失败可
自动降低模板匹配相似度。
1、胶阀标定后可根据标定后的偏差结果,自动更新设置胶阀清洗的位置。
2、勾选加工显示图像即可实现在加工状态下,软件界面显示当前实时图
像。
3、勾选显示加工定位与测高数据,状态信息栏会显示视觉与测 i 高相关数
据。