JET MOVE 全功能软件 操作说明书 - 第14页
3. 3.7 Z 轴对针配置 Z 轴对针功 能主要应用于 对喷嘴 / 针头高 度有特殊精 度要求的场景。 开启 Z 轴对针功能需 要硬件 支持。 硬件要求:机械 接触式传感器。 传感器输出端 口与 Z 轴正极限相连。 功能名称 功能说明 1 、软件可在 此选择切换相 机品牌型号,目 前软件支持大恒 、巴斯勒、海 康威视、欧姆龙 等主流品牌。 1 、 光源通讯, 是通过串口通 讯方式与软件 进行数据交互 ,本系统支 持三 色光源与单色光 …
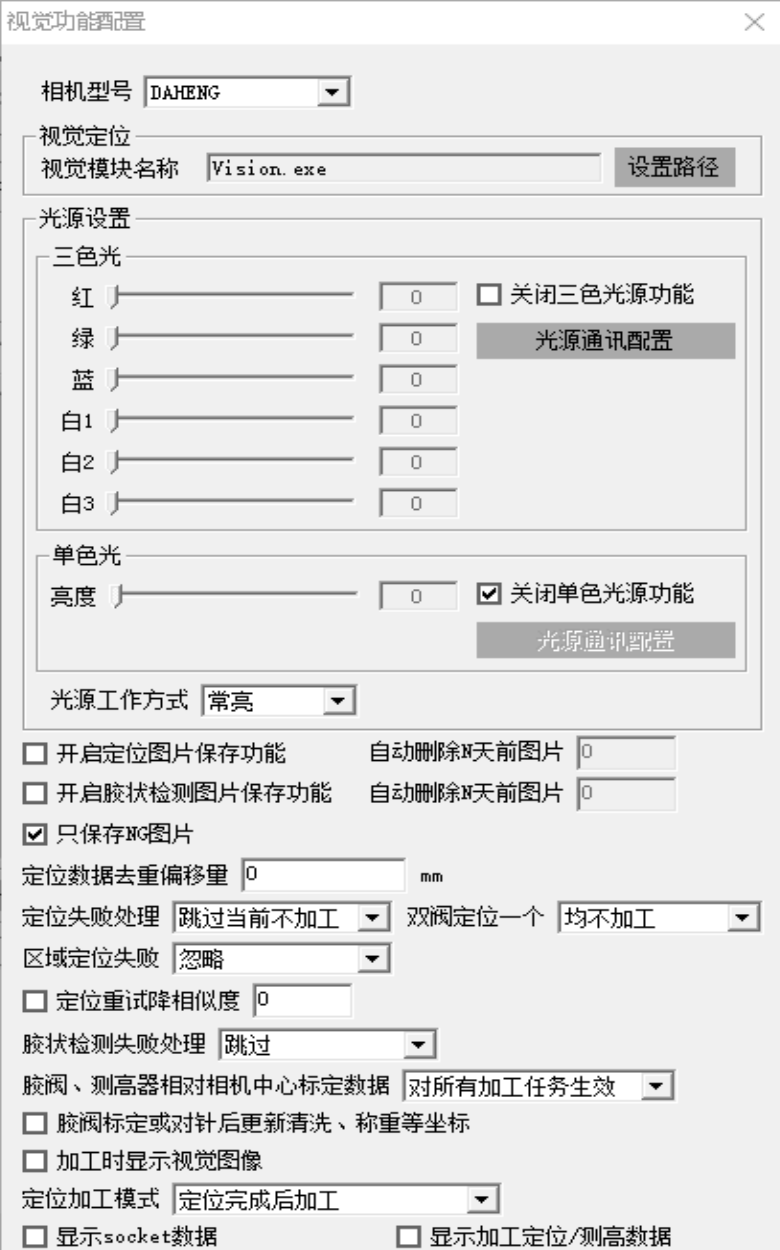
3.3.6 视觉功能配置
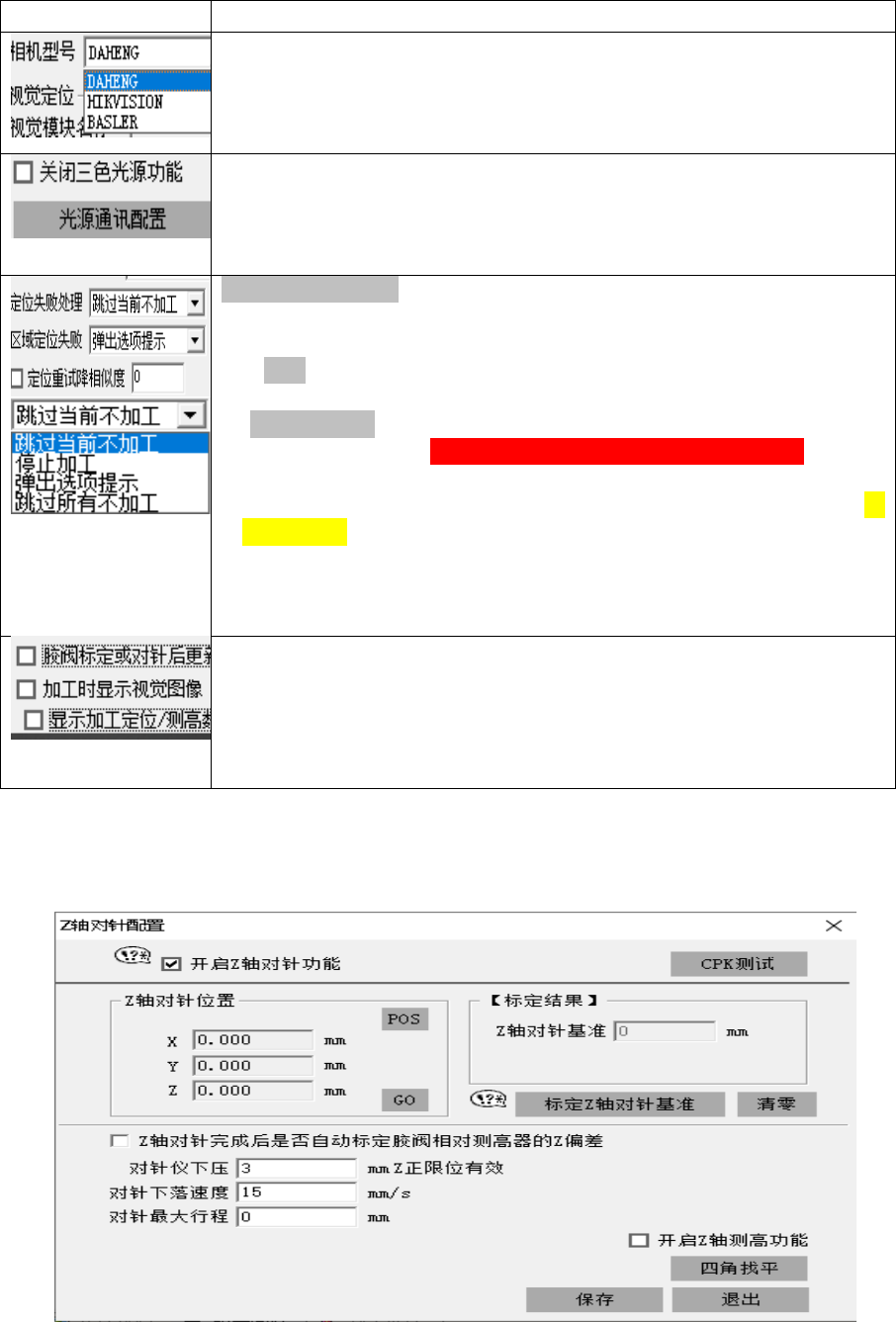
3.3.7 Z 轴对针配置
Z 轴对针功能主要应用于对喷嘴/针头高度有特殊精度要求的场景。开启 Z 轴对针功能需要硬件
支持。
硬件要求:机械接触式传感器。传感器输出端口与 Z 轴正极限相连。
功能名称
功能说明
1、软件可在此选择切换相机品牌型号,目前软件支持大恒、巴斯勒、海
康威视、欧姆龙等主流品牌。
1、光源通讯,是通过串口通讯方式与软件进行数据交互,本系统支持三
色光源与单色光源。
2、设置光源通讯串口端口号、波特率,保存后即可读取光源数据。拖动
界面左侧的进度条可设置光源亮度。
1、跳过当前不加工:定位失败后,软件上状态提示区域提示“无定位数
据”、界面上不弹出任何提示框。会跳过当前工产品不加工直接加工
下一个产品。如当前只有一个产品,统立即停止当前运动
2、 停止:定位失败后,软件上状态提示区域提示“无定位数据”、界面
上不弹出任何提示框,系统立即停止当前运动。
3、弹出选项提示:定位失败后,软件上状态提示区域提示“无定位数据”。
界面上弹出提示框,可选择:手动、跳过、重试、停止、忽略。
①手动,在视觉成像界面移动相机成像中心位置至 MARK 上方,点击手
动,系统自动以当前位置为 MARK 点中心位置对轨迹进行位置补偿(不
含角度补偿)。
②重试、可以通过设置重试降低模板相似度,实现在第一次定位失败可
自动降低模板匹配相似度。
1、胶阀标定后可根据标定后的偏差结果,自动更新设置胶阀清洗的位置。
2、勾选加工显示图像即可实现在加工状态下,软件界面显示当前实时图
像。
3、勾选显示加工定位与测高数据,状态信息栏会显示视觉与测 i 高相关数
据。
设置
对针位置设置:将喷嘴/针头,点动移至传感器正上方 1-2mm 左右的位置,点击 POS 按钮,软
件上自动记录当前位置为对针位置。
对针速度设置:设置对针下落速度参数为对针速度。
动作流程
点击“标定 Z 轴对针基准”按钮,喷嘴/针头自动移至设置的 Z 轴对针位置,以设置的“对针下
落速度”往下运行。系统接收到对针信号后,Z 轴停止运动并记录当前 Z 轴位置为 Z 轴对针基准,
界面提示“对针标定成功”,点击确定后,Z 轴自动标定完成。
完成 Z 轴对针配置后,新建文件都会调用该参数,若更换喷嘴/针头,只需到该界面点击“标定
Z 轴对针基准”,系统即可在所有调用该参数的示教文件里做 Z 轴高度补偿。
移动 Z 轴或者标定 Z 轴时,请注意机台表面不能有任何障碍物。
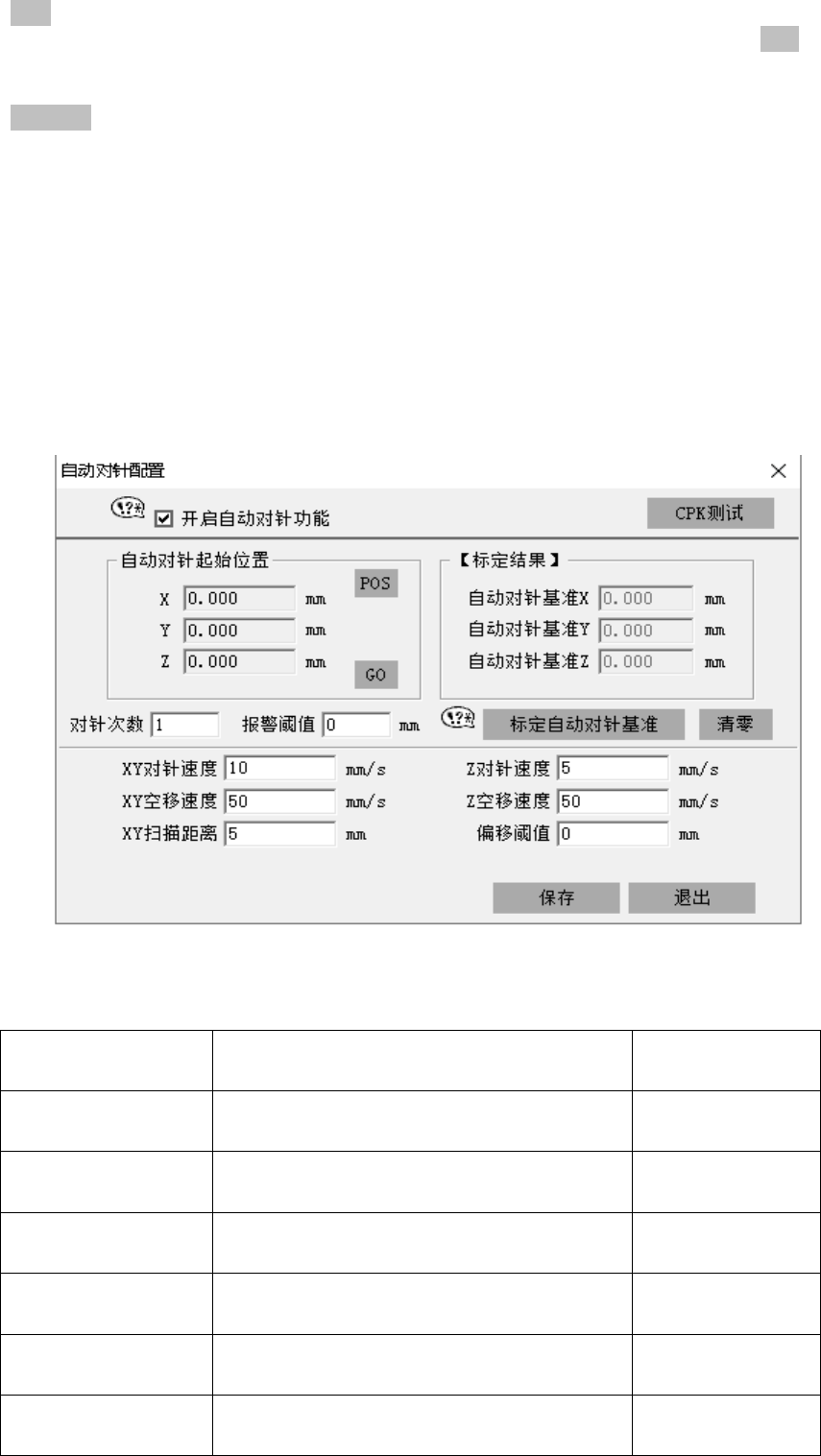
3.3.8 自动对针配置
自动对针功能说明:自动对针意义等同于自动起点校正功能,当更换针头后需要效正针阀,点击
【标定自动对针基准】系统会自动到对针位置校正针头。
开启自动对针功能
是否开启自动对针功能,‘’方框勾上
为开启对针功能。
标定自动对针基准
启动开始对针。
清零
清楚对针基准数据
自动对针起始位置
设置对针起始位置,点击 POS 键记录保
存位置。
XY 对针速度
XY 轴在对针过程中移动的速度。
Z 轴对针速度
Z 轴在对针过程中移动的速度。
XY 空移速度
XY 轴从原点位置移动到对针位置上方的
空程速度。