JET MOVE 全功能软件 操作说明书 - 第17页
图 2(1) 对完 Z 轴后 图 2(2) 对 X 轴时 当针头向 X- 方向倾斜时, 对完 Z 轴后, A 点针尖 刚好位于激光 束处图 2(1) , 此时下移 0.5mm 后 开始对 X 轴图 2(1) ,此时 实际是在对针头 与激光束的交点 O ,而 0B 距离为 0.5mm ,如果针头朝 X- 方向倾斜 45 °,则 AB 距离为 0.5mm ,最终 自动对针后, X- 方向上就会 产生 0.5mm 的误差,针头朝 X+ 方向和…
Z 轴空移速度
Z 轴从对针位置上方下降到对针位置的
空程移动的速度。
XY 扫描距离
针头来回寻找对针信号的距离。
对针次数
设置连续对针的次数。
报警阈值
当前对针值与历史对针值对比值,超出
设定值,软件弹出报警提示窗口。
设置步骤方法:
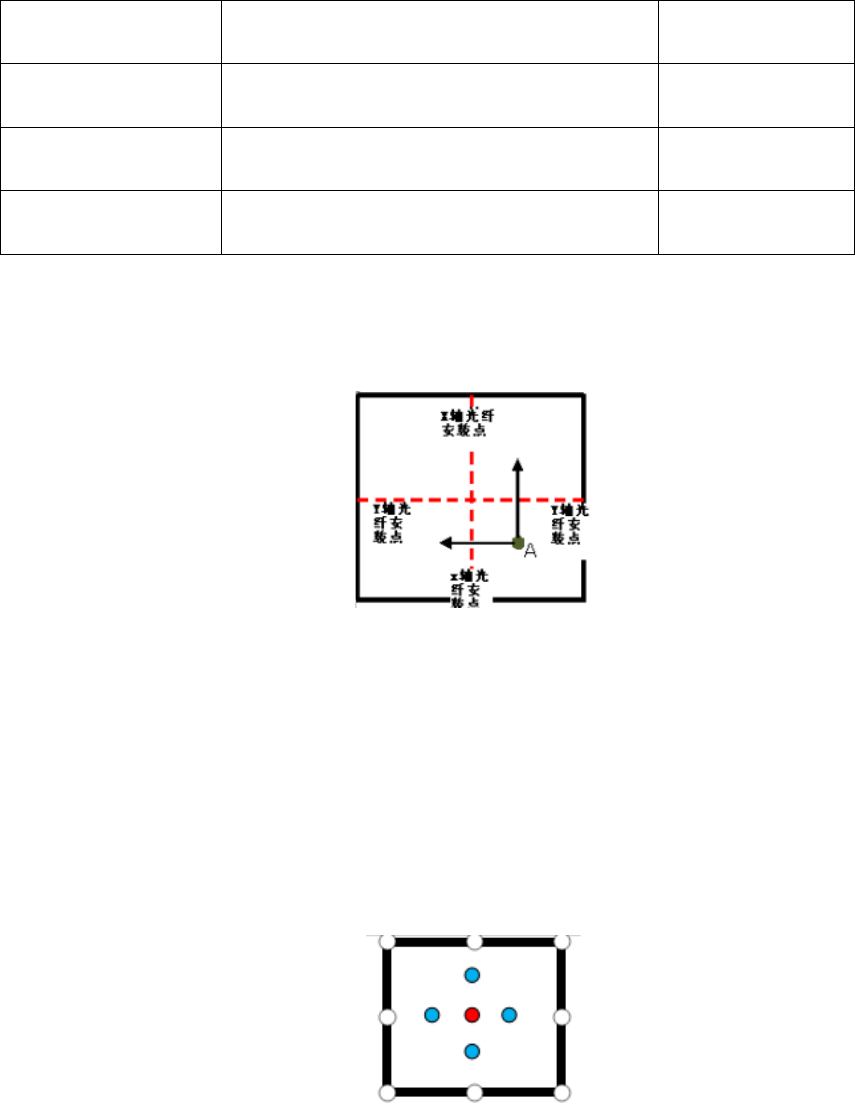
1、【如图 1 所示】为 XOY 平面上自动对针仪的俯视图,通过软件点动面板,将针头移动到对针装
置矩形范围内(尽量靠近中心位置),并保证针头高度在对射光路水平面以下。
图 1 自动对针示意图
2、在自动对针过程中,对 X 轴时针头会先向 X-方向运动,对 Y 轴时针头会先向 Y-方向运动,连
续两次扫描到信号后停止,因此建议将自动对针的预定位设置在 A 点区域,如此 X、Y 轴均只需
要扫描两次即可,如果预定位设置在其他区域,会出现扫描三次的情况,影响对针效率。
3、在进入设置预定位界面后,针头第一次触碰 X、Y 轴方向的激光束时,对应的轴均会停止运动,
因此在设置预定位时,先将针头移动到 A 点位置,并将 Z 轴下移确保针头低于 XOY 平面的激光束,
控制 X 轴向 X-方向点动,触碰激光束后 X 轴会自动停止,此时朝 X+方向点动 1~2mm 即可,再控制
Y 轴向 Y-方向点动,触碰激光束后 Y 轴会自动停止,此时朝 Y+方向点动 1~2mm 即可,如此保证 A
点离两条激光束的交点越近,自动对针的精度越高。自动对针起始位置确定好后,点击软件 POS
按键。
图 1 对针距离示意图
如上图,红点为自动对针的预定位位置,红点到 4 个蓝点的距离即为对针距离(注意:对针距
离不能设置得过大或过小,以免对针过程中针头撞击对针装置或者无法扫描到到对射光束)。
注意事项
1、安装时对射光路尽量保证在同一水平面上
2、安装自动对针装置到机械设备的工作台面内,并保持固定
3、接线:X 轴对针信号接到 X 轴的 EL1+限位信号脚上,Y 轴对针信号接到 Y 轴 EL2+限位信号脚
① 针头倾斜度
自动对针过程中,对完 Z 轴后,Z 轴会下移 0.5mm 后再去对 X、Y 轴,如果针头未垂直于 XOY 平
面,则会产生较大误差,原理如下图:
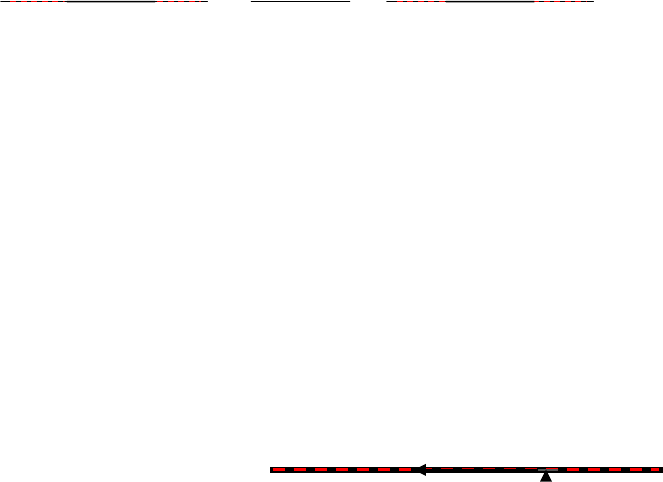
图 2(1) 对完 Z 轴后 图 2(2) 对 X 轴时
当针头向 X-方向倾斜时,对完 Z 轴后,A 点针尖刚好位于激光束处图 2(1),此时下移 0.5mm 后
开始对 X 轴图 2(1),此时实际是在对针头与激光束的交点 O,而 0B 距离为 0.5mm,如果针头朝 X-
方向倾斜 45°,则 AB 距离为 0.5mm,最终自动对针后,X-方向上就会产生 0.5mm 的误差,针头朝
X+方向和 Y 轴方向倾斜也会在对应方向产生误差。
因此针头与 XOY 平面垂直度越高,X、Y 方向上自动对针的精度越高。
② 对针仪安装精度
自动对针时,使用 Y 轴方向上的激光束对针,如果 Y 轴方向的激光束与 XOY 平面不平行(即 C
点比 D 点高),当在预定位 A 点处对针时,针头是在 OD 段扫描,将针头朝 Y+方向掰弯,在不修改对
针预定位的情况下,再次对针,此时针头 会在 OC
段扫描,OC 段比 OD 段的 Z 轴方向高,因此对针后 Z 轴会产生误差,高于原位置;如果对针仪的激
光束 CD 与 Y 轴方向不平行,或 EF 与 X 轴方向不平行,对针后同样会在 X、Y 方向上产生误差。
图示
3.3.9 喷射阀偏移配置
喷射阀偏移配置,是指校正相机与喷射阀喷嘴的相对位置。在喷嘴位置发生改变、相机位置发
生 改 变 时 , 请 一 定 执 行 此 操 作 。 此 处 操 作 流 程 , 请 见 软 件 上 操 作 界 面 说 明 。
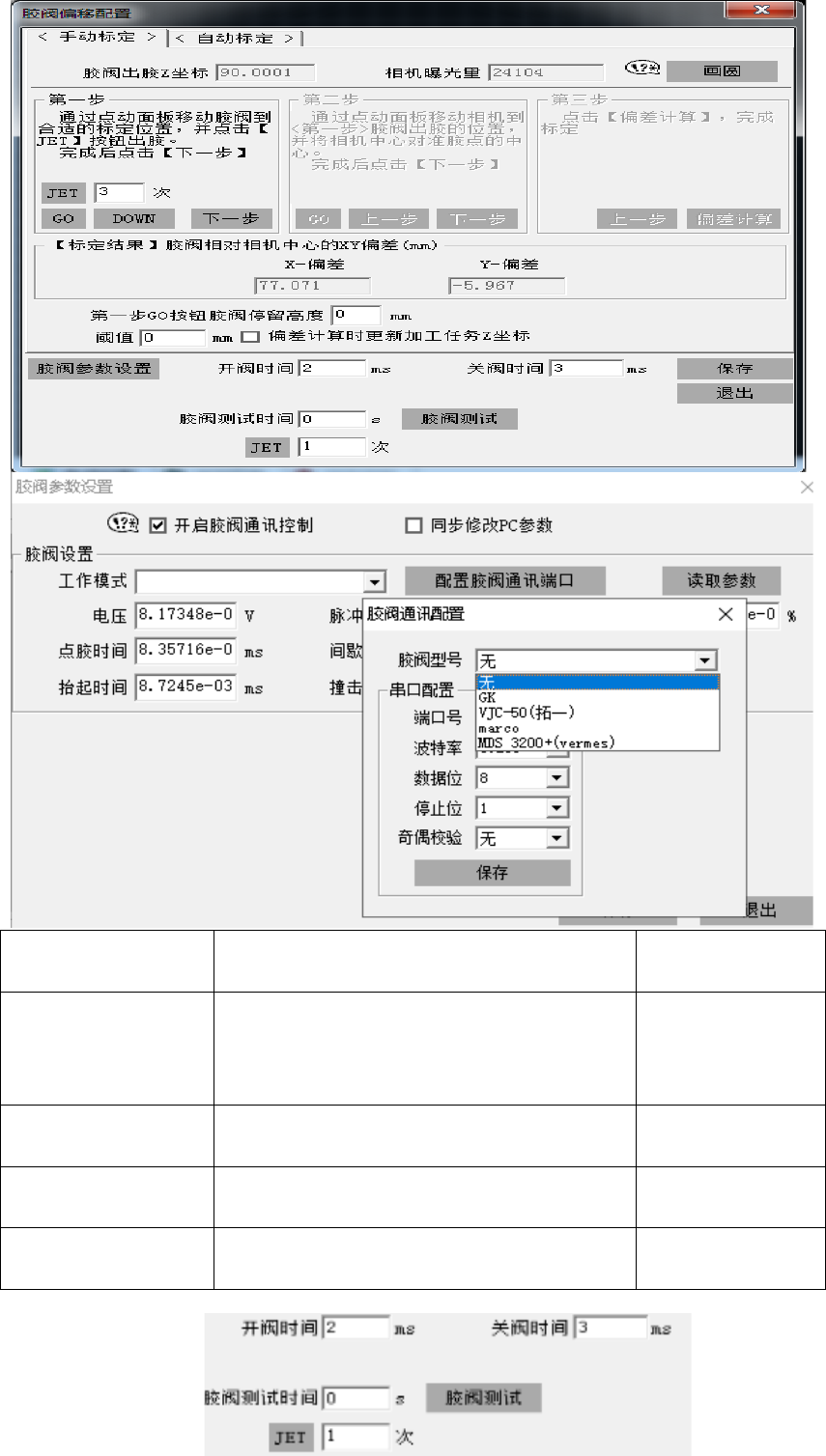
界面中的 JET
此按键为出胶按键
界面中的 GO
若做过偏差标定,可直接点击【GO】按钮,
快速运动到当前步骤的历史记录位置,
在进行微调。
胶阀停留高度
点击 GO 按键,胶阀离标定位置的相对高
度。
胶阀参数设置
可以通过 RS232 与压电阀通讯,实现设
置压电阀的相关参数。
此处可以用于调试喷射阀喷射次数,与手动出胶的时间。